Вам также может понравиться
- Barre Atlante MedidasДокумент1 страницаBarre Atlante MedidasFrancisco Canelas de MeloОценок пока нет
- SmartForm - Invoice TutorialДокумент17 страницSmartForm - Invoice TutorialShelly McRay100% (5)
- Sample Behavioral Interview QuestionsДокумент3 страницыSample Behavioral Interview QuestionssanthoshvОценок пока нет
- IFEM Ch07 PDFДокумент19 страницIFEM Ch07 PDFNitzOOОценок пока нет
- 1 Duties and Responsibilities Section 1Документ22 страницы1 Duties and Responsibilities Section 1Danilo BritoОценок пока нет
- 01-WIS5 Duties 2010Документ27 страниц01-WIS5 Duties 2010BjornОценок пока нет
- 1.0 Typical Duties of Welding InspectorsДокумент27 страниц1.0 Typical Duties of Welding InspectorsTrịnh Quốc TuyếnОценок пока нет
- 1.0 Typical Duties of Welding InspectorsДокумент27 страниц1.0 Typical Duties of Welding InspectorsfinhayОценок пока нет
- 23-WIS5 Visual Inspection 2006Документ38 страниц23-WIS5 Visual Inspection 2006ahmed titoОценок пока нет
- Universidad de San Carlos Facultad de Ingeniería Técnica Complementaria 1 Nombre: (Completo) Sección X Carnet: 2022XXXXX Escala: Fecha: D/M/AДокумент1 страницаUniversidad de San Carlos Facultad de Ingeniería Técnica Complementaria 1 Nombre: (Completo) Sección X Carnet: 2022XXXXX Escala: Fecha: D/M/ARodrigo AragonОценок пока нет
- Base G de CasaДокумент1 страницаBase G de CasaMelanny PalenciaОценок пока нет
- 01 Typical Duties of Welding Inspectors+Notes+AnsДокумент12 страниц01 Typical Duties of Welding Inspectors+Notes+AnsTakul ThongyooОценок пока нет
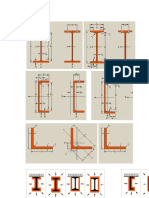
- Plate 7Документ2 страницыPlate 7roj.mclimacosaОценок пока нет
- 22 Practical Visual InspectionДокумент9 страниц22 Practical Visual InspectionAdhanom G.Оценок пока нет
- 22 Practical Visual InspectionДокумент9 страниц22 Practical Visual InspectionudomОценок пока нет
- Fgtat enДокумент8 страницFgtat enMarius ClavacОценок пока нет
- Triumph Valve ToolДокумент1 страницаTriumph Valve ToolThunderbird30% (1)
- 9330 Brochure HQ A2 Markem ImajeДокумент2 страницы9330 Brochure HQ A2 Markem ImajeRM KonsultanОценок пока нет
- TGG Based 1030/1064nm Optical CirculatorДокумент2 страницыTGG Based 1030/1064nm Optical CirculatorDK PhotonicsОценок пока нет
- Wall Footing Details: at Support at Mid SpanДокумент1 страницаWall Footing Details: at Support at Mid SpanRenzelОценок пока нет
- Banda Diseño Final: 270mm 110mm 81.32mm 120mm 5mm 70mm 16.18mm 14.82mmДокумент1 страницаBanda Diseño Final: 270mm 110mm 81.32mm 120mm 5mm 70mm 16.18mm 14.82mmLauraTiusabaОценок пока нет
- Universidad de Cuenca Facultad de Arquitectura Y Urbanismo Diseño de Viga Continua Estructuras 2 Carolina Avila Antonio Espinosa 28 JULIO 2020Документ9 страницUniversidad de Cuenca Facultad de Arquitectura Y Urbanismo Diseño de Viga Continua Estructuras 2 Carolina Avila Antonio Espinosa 28 JULIO 2020VinicioLoayzaAguilarОценок пока нет
- Side Panels Material: ALU EN AW 6082 T6: Material Thickness: 15mm M5 (Metric Thread) / Drill Hole 4mmДокумент2 страницыSide Panels Material: ALU EN AW 6082 T6: Material Thickness: 15mm M5 (Metric Thread) / Drill Hole 4mmAnonymous C05BLcОценок пока нет
- Grafico 6600 Com TratorДокумент1 страницаGrafico 6600 Com TratorDaniel StefanelloОценок пока нет
- STFUI01Документ1 страницаSTFUI01frezyОценок пока нет
- Rugged, Accurate and Reliable: SIMATIC PXI Inductive Proximity SwitchesДокумент4 страницыRugged, Accurate and Reliable: SIMATIC PXI Inductive Proximity SwitchesTiago BertanhoОценок пока нет
- 9029 - Specifications: 9029 - Easy. Smart. ReadyДокумент2 страницы9029 - Specifications: 9029 - Easy. Smart. ReadyNeeraj SharmaОценок пока нет
- BC 3 A 1 SicosДокумент12 страницBC 3 A 1 Sicosaugusto silvaОценок пока нет
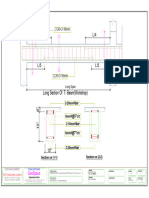
- Long Section of T-Beam (Workshop)Документ1 страницаLong Section of T-Beam (Workshop)Md SuruzzamanОценок пока нет
- FM700 / FM701 & FM700B: Butterfly ValvesДокумент1 страницаFM700 / FM701 & FM700B: Butterfly ValvesRonaldОценок пока нет
- Optra Datasheet SAsia 170718Документ4 страницыOptra Datasheet SAsia 170718acoustics llpОценок пока нет
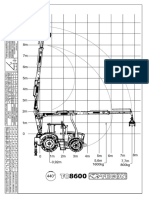
- Grafico 8600 Com TratorДокумент1 страницаGrafico 8600 Com TratorDaniel StefanelloОценок пока нет
- DB Sections and BarsДокумент71 страницаDB Sections and BarskohilanrkОценок пока нет
- Beam 2 Detail Typical Beam Section Detail Beam 1 Detail: Proposed 3 Bedroom ResidentialДокумент1 страницаBeam 2 Detail Typical Beam Section Detail Beam 1 Detail: Proposed 3 Bedroom ResidentialChristian Sean PaglomutanОценок пока нет
- Fermator Landing Door LD30 Maintenance Manual Premium - 09.18Документ60 страницFermator Landing Door LD30 Maintenance Manual Premium - 09.18alfreliaОценок пока нет
- Drawing3 ModelДокумент1 страницаDrawing3 Modelrazaain4305302Оценок пока нет
- Plastic Pipe Sizes Chart - Epco PlasticsДокумент1 страницаPlastic Pipe Sizes Chart - Epco Plasticsdattu33Оценок пока нет
- Mindray Probe TableДокумент5 страницMindray Probe TablejamesОценок пока нет
- Sections ArcelorMittalДокумент46 страницSections ArcelorMittalEwen LardicОценок пока нет
- Tabela AçoДокумент4 страницыTabela AçoVitali EngОценок пока нет
- PF 06Документ1 страницаPF 06johnrexОценок пока нет
- L2, L8 - Metalux 2x4 Led Panel Spec Sheet PDFДокумент4 страницыL2, L8 - Metalux 2x4 Led Panel Spec Sheet PDFEvan MerkelОценок пока нет
- Details of Laboratory Equipments Required For Hubli - Dharwad (SH - 73) Project (Karnataka)Документ8 страницDetails of Laboratory Equipments Required For Hubli - Dharwad (SH - 73) Project (Karnataka)Bscpl Repalle to EeppurpalemОценок пока нет
- FB-3 DetailsДокумент1 страницаFB-3 DetailsSuite PonditОценок пока нет
- Steel Section Properties From ArcellorДокумент69 страницSteel Section Properties From Arcellorsymon ellimacОценок пока нет
- Vertices Axes: Tangent NormalДокумент1 страницаVertices Axes: Tangent NormalSolomon ThomasОценок пока нет
- En Pocicion A Calcular 1Документ1 страницаEn Pocicion A Calcular 1Măř-k ÂľêxîšОценок пока нет
- Inspection Form: Please Attached For ConДокумент1 страницаInspection Form: Please Attached For ConWahyu Rohmad DiantoОценок пока нет
- 23-WIS5 Visual Inspection 2006Документ38 страниц23-WIS5 Visual Inspection 2006ahmed titoОценок пока нет
- Support Midspan Rb1 Detail Support Midspan Rb2 Detail Support Midspan CB DetailДокумент1 страницаSupport Midspan Rb1 Detail Support Midspan Rb2 Detail Support Midspan CB DetailJan Reche JameroОценок пока нет
- BRIDA WSORF DN 1-2500 LbsДокумент1 страницаBRIDA WSORF DN 1-2500 LbsJose LeonОценок пока нет
- Ucb Ced March 2013 Lee JongsunДокумент10 страницUcb Ced March 2013 Lee JongsunAndre WibowoОценок пока нет
- B1 FTBДокумент1 страницаB1 FTBAngel Ann LaviñaОценок пока нет
- Cutting ListДокумент3 страницыCutting ListKenneth MarianoОценок пока нет
- Customized Kraft Corrugated Burger Box, Fries PackДокумент1 страницаCustomized Kraft Corrugated Burger Box, Fries Packsajitharahul27Оценок пока нет
- Crios BrochureДокумент28 страницCrios BrochureAhmed IbrahimОценок пока нет
- Opdis - 25299-Sinofludes AntigripalДокумент1 страницаOpdis - 25299-Sinofludes AntigripalhzelayaОценок пока нет
- C L C L: 10mm Shear Reinforcement at 3m Span Spaced 1@50mm, 7@100mm and 3@170mm ln/2Документ1 страницаC L C L: 10mm Shear Reinforcement at 3m Span Spaced 1@50mm, 7@100mm and 3@170mm ln/2Estherlyn JaniceОценок пока нет
- 1SBC101028M6801 PDFДокумент2 страницы1SBC101028M6801 PDFJean Luc FrancisОценок пока нет
- Astm Reference Block For MetalДокумент10 страницAstm Reference Block For MetalrupamОценок пока нет
- Welding Inspection: Course Reference WIS 5Документ31 страницаWelding Inspection: Course Reference WIS 5LUZ MERYОценок пока нет
- Sieve Sizes: U.S. and Metric SizesДокумент7 страницSieve Sizes: U.S. and Metric SizesALOK CHOUDHARY WTPОценок пока нет
- Welding Inspector: Weld Repairs Section 16Документ20 страницWelding Inspector: Weld Repairs Section 16manojballaОценок пока нет
- 7 Codes and StandardsДокумент3 страницы7 Codes and StandardsHugo Ferro CuellarОценок пока нет
- Welding Inspector: Materials Inspection Section 6Документ8 страницWelding Inspector: Materials Inspection Section 6Hugo Ferro CuellarОценок пока нет
- 1 Duties and Responsibilities Section 1Документ22 страницы1 Duties and Responsibilities Section 1Hugo Ferro CuellarОценок пока нет
- Welding Inspector: Materials Inspection Section 6Документ8 страницWelding Inspector: Materials Inspection Section 6Hugo Ferro CuellarОценок пока нет
- Welding Inspector: Codes & Standards Section 7Документ3 страницыWelding Inspector: Codes & Standards Section 7Hugo Ferro CuellarОценок пока нет
- Ciclo TermicoДокумент1 страницаCiclo TermicoHugo Ferro CuellarОценок пока нет
- Acero de Acuerdo A La NormaДокумент3 страницыAcero de Acuerdo A La NormaHugo Ferro CuellarОценок пока нет
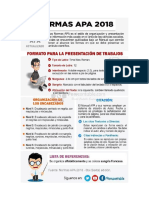
- Apa 2018Документ1 страницаApa 2018Hugo Ferro CuellarОценок пока нет
- Delegate Handbook: The National Final of The Evatt Trophy CompetitionДокумент19 страницDelegate Handbook: The National Final of The Evatt Trophy Competitionevatt2012Оценок пока нет
- TGC 121 505558shubham AggarwalДокумент4 страницыTGC 121 505558shubham Aggarwalshubham.aggarwalОценок пока нет
- Safety Instrumented Systems SummersДокумент19 страницSafety Instrumented Systems SummersCh Husnain BasraОценок пока нет
- Sidereal TimeДокумент6 страницSidereal TimeBruno LagetОценок пока нет
- Innoventure List of Short Listed CandidatesДокумент69 страницInnoventure List of Short Listed CandidatesgovindmalhotraОценок пока нет
- Skripsi Tanpa Bab Pembahasan PDFДокумент67 страницSkripsi Tanpa Bab Pembahasan PDFaaaaОценок пока нет
- Astm D448Документ3 страницыAstm D448Mutyaba Johnson100% (5)
- BearingsДокумент63 страницыBearingsYeabsraОценок пока нет
- Taylor Linker ResumeДокумент2 страницыTaylor Linker ResumeTaylor LinkerОценок пока нет
- STIers Meeting Industry ProfessionalsДокумент4 страницыSTIers Meeting Industry ProfessionalsAdrian Reloj VillanuevaОценок пока нет
- Informal and Formal Letter Writing X E Sem II 2018 - 2019Документ15 страницInformal and Formal Letter Writing X E Sem II 2018 - 2019Oana Nedelcu0% (1)
- Proposal Kerja PraktekДокумент11 страницProposal Kerja PraktekBilly Dentiala Irvan100% (1)
- Youtube Poop: Subverting Art OnlineДокумент14 страницYoutube Poop: Subverting Art OnlineWill KurlinkusОценок пока нет
- Probability Form 4Документ10 страницProbability Form 4Deen ZakariaОценок пока нет
- 2011bibliography Part I (Preparation and Initial Assessment)Документ188 страниц2011bibliography Part I (Preparation and Initial Assessment)Espiritu MineralОценок пока нет
- Labour WelfareДокумент250 страницLabour WelfareArundhathi AdarshОценок пока нет
- NoteДокумент4 страницыNoteMost WonОценок пока нет
- Unity FlowchartДокумент1 страницаUnity Flowchartcippolippo123Оценок пока нет
- Testing: Instructor: Iqra JavedДокумент32 страницыTesting: Instructor: Iqra Javedzagi techОценок пока нет
- Session ManagementДокумент4 страницыSession ManagementahamedyaseenОценок пока нет
- Titanic Is A 1997 American Romantic Disaster Film Directed, Written. CoДокумент13 страницTitanic Is A 1997 American Romantic Disaster Film Directed, Written. CoJeric YutilaОценок пока нет
- Oas Community College-EapДокумент2 страницыOas Community College-EapMerida BravoОценок пока нет
- Synonyms & Antonyms - T Đ NG Nghĩa Trái NghĩaДокумент25 страницSynonyms & Antonyms - T Đ NG Nghĩa Trái NghĩaDiep NguyenОценок пока нет
- Criminal Behavior and Learning TheoryДокумент8 страницCriminal Behavior and Learning TheoryRobert BataraОценок пока нет
- Cleanliness LevelДокумент4 страницыCleanliness LevelArunkumar ChandaranОценок пока нет
- Chimney Design UnlineДокумент9 страницChimney Design Unlinemsn sastryОценок пока нет
- Business Decision MakingДокумент5 страницBusiness Decision MakingShafiya CaderОценок пока нет