Вам также может понравиться
- Folleto Super 150421 Nacional FINALДокумент24 страницыFolleto Super 150421 Nacional FINALEduardo Felix Ramirez PalaciosОценок пока нет
- Folleto Soriana Hiper 150421Документ41 страницаFolleto Soriana Hiper 150421Eduardo Felix Ramirez PalaciosОценок пока нет
- TyCDiasBBVA Abr21Документ9 страницTyCDiasBBVA Abr21Eduardo Felix Ramirez PalaciosОценок пока нет
- Tarea 2Документ6 страницTarea 2Eduardo Felix Ramirez PalaciosОценок пока нет
- Planeación Estratégica de CocaДокумент4 страницыPlaneación Estratégica de CocaEduardo Felix Ramirez PalaciosОценок пока нет
- Macro de R Y RДокумент1 страницаMacro de R Y REduardo Felix Ramirez PalaciosОценок пока нет
- MORENO - Diseño y Estudio Técnico de Un Troquel Progresivo para La Fabricación de Hebillas de Cin PDFДокумент171 страницаMORENO - Diseño y Estudio Técnico de Un Troquel Progresivo para La Fabricación de Hebillas de Cin PDFEduardo Felix Ramirez PalaciosОценок пока нет
- Calendario Academico Semestral 2017 Alfa Ug Ugto Universidad de GuanajuatoДокумент1 страницаCalendario Academico Semestral 2017 Alfa Ug Ugto Universidad de GuanajuatoEduardo Felix Ramirez PalaciosОценок пока нет
- Formato HOE - Manufactura EsbeltaДокумент6 страницFormato HOE - Manufactura EsbeltaEduardo Felix Ramirez PalaciosОценок пока нет
- Amef TranslateДокумент16 страницAmef TranslateEduardo Felix Ramirez Palacios100% (1)
- Interpretacion Certificacion IATF 16949Документ8 страницInterpretacion Certificacion IATF 16949Eduardo Felix Ramirez Palacios100% (1)
- Pago Multa BiblioДокумент1 страницаPago Multa BiblioEduardo Felix Ramirez PalaciosОценок пока нет
- 05 Pablo ErbinoДокумент61 страница05 Pablo ErbinoMatias MuzaberОценок пока нет
- El Moldeo Por Soplado Es Un Proceso Modificado de Extrusión y Moldeo Por InyecciónДокумент1 страницаEl Moldeo Por Soplado Es Un Proceso Modificado de Extrusión y Moldeo Por InyecciónRobert GOОценок пока нет
- Cómo Se Organiza La EmpresaДокумент3 страницыCómo Se Organiza La EmpresaVladimir SantoyoОценок пока нет
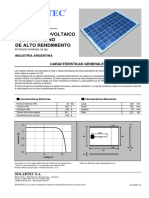
- SolartecДокумент1 страницаSolartecSyd BarrettОценок пока нет
- Paralelo Cinemática CNC Investigación Del Sistema 3PRSДокумент6 страницParalelo Cinemática CNC Investigación Del Sistema 3PRSAlicia VizaОценок пока нет
- Usando Convenciones de NombresДокумент4 страницыUsando Convenciones de NombresNico LuisОценок пока нет
- Análisis Microbiológico de OperariosДокумент3 страницыAnálisis Microbiológico de OperariosNicol BuitragoОценок пока нет
- Indicador Nivel Horquilla Stubbe CFPДокумент4 страницыIndicador Nivel Horquilla Stubbe CFPBase SistemasОценок пока нет
- Plan Rrupr AdsДокумент7 страницPlan Rrupr AdssancolgraphicsОценок пока нет
- Xerox® Phaser® 6000-6010 - User GuideДокумент82 страницыXerox® Phaser® 6000-6010 - User Guidedjtheone587982Оценок пока нет
- CSI-SEPROINCA. Diplomado Diseño Estructural en Acero y Concreto Armado Barquisimeto 2-2015Документ9 страницCSI-SEPROINCA. Diplomado Diseño Estructural en Acero y Concreto Armado Barquisimeto 2-2015Carlos Rivas100% (1)
- Manual León MK3Документ352 страницыManual León MK3AndyGonzálezОценок пока нет
- Como Reutilizar Una Cámara Web de Un Portátil DañadoДокумент30 страницComo Reutilizar Una Cámara Web de Un Portátil DañadoRoberto EduardoОценок пока нет
- Actividad 1 CarteraДокумент3 страницыActividad 1 CarteraLeydi Paola Gomez Becerra100% (3)
- Características Técnicas Que Debe Cumplir El Equipo de Cómputo Que Se Adquiera para El Uso Del Ministerio de HaciendaДокумент37 страницCaracterísticas Técnicas Que Debe Cumplir El Equipo de Cómputo Que Se Adquiera para El Uso Del Ministerio de HaciendaJiàoshòu DiazОценок пока нет
- Plantilla Tren CajaДокумент4 страницыPlantilla Tren CajajuanОценок пока нет
- Analisis Factibilidad Implementacion Tecnologia Proceso ElectoralДокумент54 страницыAnalisis Factibilidad Implementacion Tecnologia Proceso ElectoralnuestrasvocesokОценок пока нет
- 4l6dg564 Metodo para ContrabajoДокумент6 страниц4l6dg564 Metodo para ContrabajoFelipe Torres50% (2)
- Toberias y DifusoresДокумент6 страницToberias y DifusoresEdwin YugchaОценок пока нет
- Toma de Decisiones en La Gerencia GabyДокумент16 страницToma de Decisiones en La Gerencia Gabyisvelasco100% (1)
- Actividad 2 EconometriaДокумент4 страницыActividad 2 EconometriaHumbertoJimenezFloresОценок пока нет
- Coherencia y Cohesión TextualДокумент3 страницыCoherencia y Cohesión TextualAlejandro Andrés Rojas GonzálezОценок пока нет
- Sistemas Dinámicos en MatemáticasДокумент58 страницSistemas Dinámicos en MatemáticasIsmael ValverdeОценок пока нет
- Construcciones Tradicionales en MaderaДокумент60 страницConstrucciones Tradicionales en MaderaJose Anton TorresОценок пока нет
- Instalacion de GraylogДокумент3 страницыInstalacion de GraylogDaniel IbarraОценок пока нет
- R D 145 1-2017-PNSRДокумент24 страницыR D 145 1-2017-PNSREfrain Osmar Vásquez Ayala100% (1)
- GLACIAR Ingenier A S.A.S. - Cooling Towers - Torres de EnfriamientoДокумент1 страницаGLACIAR Ingenier A S.A.S. - Cooling Towers - Torres de EnfriamientoJuan Diego Suarez RiosОценок пока нет
- Xze2 Neumaticos MichelinДокумент2 страницыXze2 Neumaticos MichelinMario Eduardo Hishikawa AscencioОценок пока нет
- INCALPACAДокумент23 страницыINCALPACAAlberto Perdomo100% (2)