Вам также может понравиться
- El Mejor Libro de Preparación Para Tu Examen De Licencia De Operador De CalderaОт EverandEl Mejor Libro de Preparación Para Tu Examen De Licencia De Operador De CalderaОценок пока нет
- Eficiencia Térmica de CalderaДокумент16 страницEficiencia Térmica de CalderaPavel Lorenzo LimiaОценок пока нет
- Proceso de TurboexpansiónДокумент10 страницProceso de TurboexpansiónLupita Ali Paco100% (2)
- CuestionДокумент4 страницыCuestionEdilson Jhonatan Adhes Julca MarceloОценок пока нет
- UF0903 - Caracterización de equipos y elementos en instalaciones de climatizaciónОт EverandUF0903 - Caracterización de equipos y elementos en instalaciones de climatizaciónОценок пока нет
- Parametros - de - Operacion de La CalderaДокумент30 страницParametros - de - Operacion de La CalderaDavid Barreto Mendoza100% (1)
- Calderas A Vapor PDFДокумент12 страницCalderas A Vapor PDFapem777Оценок пока нет
- Ciclos Combinados y CogeneraciónДокумент77 страницCiclos Combinados y CogeneraciónJuan FernandoОценок пока нет
- Caldera Vapor SobrecalentadoДокумент34 страницыCaldera Vapor Sobrecalentadoll100% (1)
- Estudio de TecnologiasДокумент8 страницEstudio de Tecnologiasveronica RodriguezОценок пока нет
- Laboratorio #06 y #07 - CalderasДокумент13 страницLaboratorio #06 y #07 - CalderasHeber Landauro0% (1)
- Incineracion CataliticaДокумент6 страницIncineracion CataliticasalmaОценок пока нет
- Determinacion de La Eficiencia Termica en Calderos PirotubularesДокумент17 страницDeterminacion de La Eficiencia Termica en Calderos PirotubularesDeyner Ayala RamosОценок пока нет
- Proceso Lurgi Mega MethanolДокумент14 страницProceso Lurgi Mega MethanolJuan Jose ClavijoОценок пока нет
- Turbo ExpansionДокумент34 страницыTurbo Expansionsamuel avalosОценок пока нет
- Laboratorio CalderaДокумент17 страницLaboratorio CalderaNelson Valentin Castillo AranaОценок пока нет
- Instalaciones Mecánicas, Clase 1, Parte 1 Fac Ing-UsacДокумент31 страницаInstalaciones Mecánicas, Clase 1, Parte 1 Fac Ing-UsacMario PosadasОценок пока нет
- Calderas de Vapor: CapítuloДокумент77 страницCalderas de Vapor: CapítuloAlfred Rua VasquezОценок пока нет
- Calderos IndustrialesДокумент42 страницыCalderos Industrialesalexcornejosuni60% (5)
- Informe Haldor TopsoeДокумент4 страницыInforme Haldor TopsoeJunior Hinojosa SuaresОценок пока нет
- Laboratorio de Operaciones Unitarias Ii Informe de Laboratorio Eficiencia Térmica de CalderaДокумент15 страницLaboratorio de Operaciones Unitarias Ii Informe de Laboratorio Eficiencia Térmica de CalderaLuis SalinasОценок пока нет
- Proceso de TurboexpansionДокумент9 страницProceso de Turboexpansiontamariz colque bustosОценок пока нет
- Evaluación Del Sistema de Distribución de Vapor en El Complejo Metalúrgico de Una Empresa Minera ResumenДокумент8 страницEvaluación Del Sistema de Distribución de Vapor en El Complejo Metalúrgico de Una Empresa Minera ResumenWilliam FimeОценок пока нет
- Recuperacion Calor PurgasДокумент7 страницRecuperacion Calor PurgasElmer PoloОценок пока нет
- Turbinas de AviacionДокумент11 страницTurbinas de AviacionLevi HcОценок пока нет
- Amoniaco Prq312Документ5 страницAmoniaco Prq312Luis RomeroОценок пока нет
- Diplomado Eficiencia Energetica Part IДокумент116 страницDiplomado Eficiencia Energetica Part IJose RocanoОценок пока нет
- Germán Noches Tarea 6Документ6 страницGermán Noches Tarea 6todokonectoresОценок пока нет
- Balance Termico de Una Caldera 4Документ17 страницBalance Termico de Una Caldera 4paul_tinizarayОценок пока нет
- Curso Teorico HRSG Mexicali PDFДокумент137 страницCurso Teorico HRSG Mexicali PDFpetrovish100% (1)
- Capacitacion Sala Calderas 9-06-2016Документ160 страницCapacitacion Sala Calderas 9-06-2016Julio RicardoОценок пока нет
- Retorno de CondensadosДокумент8 страницRetorno de CondensadosdangediОценок пока нет
- Informe Final Haldor TopsoeДокумент12 страницInforme Final Haldor TopsoeAlejandro CurtisОценок пока нет
- Cracking Catalítico en Lecho FluídoДокумент11 страницCracking Catalítico en Lecho FluídoClaudia ValdezОценок пока нет
- Diseño Básico de Hornos de ProcesoДокумент231 страницаDiseño Básico de Hornos de ProcesoLuis Hernandez Lopez100% (2)
- INFORME DEL LAB de TERCALDERA O CAMARA DE COMBUSTION USANDO COMBUSTIBLE GASEOSOMO II N - 5 Combustible Gas 1 para ImprimirДокумент17 страницINFORME DEL LAB de TERCALDERA O CAMARA DE COMBUSTION USANDO COMBUSTIBLE GASEOSOMO II N - 5 Combustible Gas 1 para ImprimirEduardo Manuel Puchuri MamaniОценок пока нет
- Balance Termico de Un Generador de VaporДокумент33 страницыBalance Termico de Un Generador de VaporCesar Huaycho100% (2)
- Clase CCTT Ciclo CombinadoДокумент28 страницClase CCTT Ciclo CombinadoNicanor CaritasОценок пока нет
- Ciclo Combinado ExamenДокумент10 страницCiclo Combinado Examenalberth44100% (1)
- Curso Caldera 2Документ47 страницCurso Caldera 2alfredo baezaОценок пока нет
- Produccion de Metanol-LurgiДокумент8 страницProduccion de Metanol-LurgiElio barrios ibarraОценок пока нет
- CICLOS Combindo y Motor Diesel P 7cogenracion GENERACION MBДокумент21 страницаCICLOS Combindo y Motor Diesel P 7cogenracion GENERACION MBAnonymous yCfaanqbpQОценок пока нет
- Termo PaperДокумент10 страницTermo PaperFernando Velásquez PeraltillaОценок пока нет
- Propuestas y Selección de TecnologíaДокумент21 страницаPropuestas y Selección de TecnologíaMartin Medrano Prado100% (1)
- Ahorro de Energía en Los Generadores de VaporДокумент10 страницAhorro de Energía en Los Generadores de VaporWilder Clemente Faria MutundaОценок пока нет
- Alexis - Morales Tarea 6Документ13 страницAlexis - Morales Tarea 6Alexis Andres Morales Hidalgo67% (3)
- CriogenicaДокумент32 страницыCriogenicaJose Guadalupe Dominguez DominguezОценок пока нет
- A Um en To Cap Acid Ad CalderaДокумент6 страницA Um en To Cap Acid Ad CalderaCarlos Gustavo Norese MorenoОценок пока нет
- Termodinamica Semana 6Документ9 страницTermodinamica Semana 6camilaОценок пока нет
- Los Quemadores de KHDДокумент6 страницLos Quemadores de KHDlevishamilton100% (2)
- Propuestas y Seleccion de Tecnologia AmoniacoДокумент21 страницаPropuestas y Seleccion de Tecnologia Amoniacolebiatan89100% (2)
- Síntesis Del AmoniacoДокумент12 страницSíntesis Del AmoniacoboilelusacОценок пока нет
- Ciclo CombinadoДокумент24 страницыCiclo CombinadoVictor Andrey Delgado BalarezoОценок пока нет
- Recuperadores de Calor, Diseños, Características y CapacidadesДокумент24 страницыRecuperadores de Calor, Diseños, Características y CapacidadesOrlando Cabrera67% (6)
- Ciclo Stig AfbcДокумент7 страницCiclo Stig AfbcDavid Andres CastroОценок пока нет
- Ciclo Stig AfbcДокумент40 страницCiclo Stig AfbcDavid Andres CastroОценок пока нет
- Calderas PDFДокумент50 страницCalderas PDFGeovanny Moyano71% (7)
- Un Diagrama de Bloques Es Una Representación Sencilla de Un Proceso de Producción IndustrialДокумент3 страницыUn Diagrama de Bloques Es Una Representación Sencilla de Un Proceso de Producción IndustrialjxlОценок пока нет
- Sin TítuloДокумент4 страницыSin TítulojxlОценок пока нет
- Reacciones Fluido-FluidoДокумент11 страницReacciones Fluido-FluidojxlОценок пока нет
- Segunda PracticaДокумент1 страницаSegunda PracticajxlОценок пока нет
- Indice de RyznarДокумент14 страницIndice de RyznarjxlОценок пока нет
- Practica I DirigidaДокумент15 страницPractica I DirigidaHans TafurОценок пока нет
- Compresores de Flujo AxialДокумент16 страницCompresores de Flujo AxialRonald Palacios CardozaОценок пока нет
- Antecedentes para ProyectoДокумент252 страницыAntecedentes para ProyectoElvita EstradaОценок пока нет
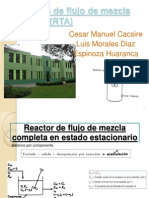
- Reactor de Mezcla CompletaДокумент16 страницReactor de Mezcla Completajose luis inga platinoОценок пока нет
- Fatiga en Aviones PDFДокумент8 страницFatiga en Aviones PDFheri078Оценок пока нет
- Medidor Domestico de Agua DorotДокумент8 страницMedidor Domestico de Agua DorotcartarlopОценок пока нет
- Balance MasaДокумент33 страницыBalance MasaSary AnayaОценок пока нет
- Diseño de ReactoresДокумент2 страницыDiseño de ReactoresJuan RiosОценок пока нет
- Practico Idea Les 2010Документ14 страницPractico Idea Les 2010Bartolome Garcia ReyОценок пока нет
- Resumen FCCДокумент18 страницResumen FCCLuis Felipe CorreaОценок пока нет
- Proceso PPДокумент2 страницыProceso PPBRIAN ENRIQUE RHENALS RODRIGUEZОценок пока нет
- Manual de Procesos de Refinación de Petroquímicos IIДокумент468 страницManual de Procesos de Refinación de Petroquímicos IIironceros89% (9)
- Materia:: Máquinas y Equipos Térmicos IIДокумент13 страницMateria:: Máquinas y Equipos Térmicos IIJer FreОценок пока нет
- Como La Frustración Nos Puede Hacer Más CreativosДокумент7 страницComo La Frustración Nos Puede Hacer Más CreativosHumberto SeguraОценок пока нет
- Reactores de Mezcla CompletaДокумент18 страницReactores de Mezcla CompletaCM CJ100% (1)
- Presentacion Turbinas 3Документ139 страницPresentacion Turbinas 3Denis Jimenez100% (1)
- PRESENTACION Reactores FinmetДокумент41 страницаPRESENTACION Reactores FinmetErmys BermudezОценок пока нет
- Clase Balance de Masa y CargaДокумент50 страницClase Balance de Masa y CargaLeo JimenzОценок пока нет
- Conceptos - Basicos - 1 Diseño de ReactoresДокумент15 страницConceptos - Basicos - 1 Diseño de ReactoresDoris DelgadilloОценок пока нет
- SEA Sistema y Equipos de Aeronaves IДокумент29 страницSEA Sistema y Equipos de Aeronaves IMichelleОценок пока нет
- Teoria de Jet GroutingДокумент30 страницTeoria de Jet GroutingPablo RincónОценок пока нет
- Desulfuracion de GasolinasДокумент5 страницDesulfuracion de GasolinasJuan Jose LlamoccaОценок пока нет
- Estudio de PrefactibilidadДокумент44 страницыEstudio de PrefactibilidadWalter Luis Ortiz RojasОценок пока нет
- Reglas Del PulgarДокумент21 страницаReglas Del Pulgartlaconete23Оценок пока нет
- Densadeg Memoria de Calculo de ProcesosДокумент40 страницDensadeg Memoria de Calculo de ProcesosJon AguirreОценок пока нет
- Problemas Reactores CatalíticosДокумент7 страницProblemas Reactores CatalíticosEmmaColladoArredondoОценок пока нет
- Aspen 1Документ33 страницыAspen 1Allan Uper BencockОценок пока нет
- SUPRAYIELD - RecopilacionДокумент6 страницSUPRAYIELD - RecopilacionmartinОценок пока нет
- Reactores de PotenciaДокумент20 страницReactores de Potencia121094Оценок пока нет
- Simulacro ParcialДокумент7 страницSimulacro ParcialAriel Santiago Tovar RoseroОценок пока нет