Вам также может понравиться
- 7 Fluid Dynamics Tutorial SolutionДокумент25 страниц7 Fluid Dynamics Tutorial SolutionAldhaAhmadyaningratОценок пока нет
- Counter-Current Extraction: An Introduction to the Design and Operation of Counter-Current ExtractorsОт EverandCounter-Current Extraction: An Introduction to the Design and Operation of Counter-Current ExtractorsОценок пока нет
- Brauer 1981Документ41 страницаBrauer 1981rodgerОценок пока нет
- Insights into Chemical Engineering: Selected Papers of P.V. DanckwertsОт EverandInsights into Chemical Engineering: Selected Papers of P.V. DanckwertsОценок пока нет
- Indian Farmers Fertilizer Cooperative Limited (Iffco) : Summer TrainingДокумент34 страницыIndian Farmers Fertilizer Cooperative Limited (Iffco) : Summer TrainingROSHAN KUMAR GUPTAОценок пока нет
- Venturi Scrubbers2Документ9 страницVenturi Scrubbers2mkmusaОценок пока нет
- Experiment On Friction in PipesДокумент15 страницExperiment On Friction in PipesVijay ShetОценок пока нет
- Cce Documents Requirementunder CCOEДокумент2 страницыCce Documents Requirementunder CCOEprashant_dc_inОценок пока нет
- Design II Mannual CFДокумент71 страницаDesign II Mannual CFarulrakk100% (1)
- Lecture 3 BernoulliДокумент27 страницLecture 3 BernoulliChristal PabalanОценок пока нет
- Energy Balance For Distillation ColumnДокумент2 страницыEnergy Balance For Distillation ColumnKarar AlalihОценок пока нет
- Perfect Chloro Systems - Gas ..Документ6 страницPerfect Chloro Systems - Gas ..nazar750Оценок пока нет
- Mechanical Biological & Chemical (MBC) Treatment Plant: Collection of Waste WaterДокумент4 страницыMechanical Biological & Chemical (MBC) Treatment Plant: Collection of Waste Watervinay ChalagundlaОценок пока нет
- Eductor SizingДокумент2 страницыEductor SizingbudiprasОценок пока нет
- Edr 2 ElarmoДокумент15 страницEdr 2 ElarmoArfel Marie FuentesОценок пока нет
- KNC 1101 Chemical Engineering Laboratory I Experiment ManualДокумент36 страницKNC 1101 Chemical Engineering Laboratory I Experiment ManualIzzatiHazwaniОценок пока нет
- Combustion Engineering 2020Документ113 страницCombustion Engineering 2020Anthropophobe NyctophileОценок пока нет
- 5.4.3. Power Requirements For Pumping Liquids: 5.4. Pumps and CompressorsДокумент3 страницы5.4.3. Power Requirements For Pumping Liquids: 5.4. Pumps and Compressorsamir885Оценок пока нет
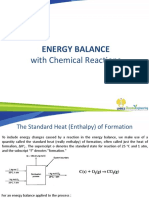
- Energy Balance With ReactionsДокумент26 страницEnergy Balance With ReactionsLuthfianiAddina100% (1)
- Blower Power CalculДокумент4 страницыBlower Power Calculm_stasys9939Оценок пока нет
- Wetscrubber VenturiДокумент10 страницWetscrubber Venturiakifah100% (1)
- Effect of Mixing in Stirred Tank ReactorДокумент33 страницыEffect of Mixing in Stirred Tank ReactorRavi TejaОценок пока нет
- SCHROEDAHL Automatic Recirculation ValveДокумент12 страницSCHROEDAHL Automatic Recirculation ValveJaebeom YiОценок пока нет
- Bed MAterial ChemistryДокумент9 страницBed MAterial Chemistryyogeshmangal1317Оценок пока нет
- Chl407 Study MaterialДокумент104 страницыChl407 Study MaterialNana kwadwoОценок пока нет
- Jar Testing - How To Design and Perform Representative Jar Tests For A SWTPДокумент101 страницаJar Testing - How To Design and Perform Representative Jar Tests For A SWTPYesica Alexandra Salcedo VelandiaОценок пока нет
- 18bt01036 FFO Lab ManualДокумент25 страниц18bt01036 FFO Lab ManualSarthak LathiyaОценок пока нет
- Chapter 4 Heat Exchangers With High-Finned Trufin TubesДокумент0 страницChapter 4 Heat Exchangers With High-Finned Trufin TubesManuel ArroyoОценок пока нет
- Losses in Pipe BendsДокумент5 страницLosses in Pipe BendsLove KumarОценок пока нет
- Aniline Separation From TolueneДокумент41 страницаAniline Separation From ToluenecaprolactamclОценок пока нет
- ProposalДокумент32 страницыProposalS Kiong TingОценок пока нет
- Heat Exchanger Sample Report 2018Документ55 страницHeat Exchanger Sample Report 2018RahulSrivastava100% (1)
- Iiche Online Internship - 2020 Petroleum Refinery Engineering - Batch 1 Assignment 1 - White Paper 1Документ3 страницыIiche Online Internship - 2020 Petroleum Refinery Engineering - Batch 1 Assignment 1 - White Paper 1Shivam Kumar RaiОценок пока нет
- Vacuum Systems PDFДокумент12 страницVacuum Systems PDFSnigdha YadavОценок пока нет
- Lab With Index1Документ35 страницLab With Index1Labdhi ShahОценок пока нет
- Friction Factor For Commercial PipesДокумент17 страницFriction Factor For Commercial PipesPriyanka KumariОценок пока нет
- Unit 2 UpdatedДокумент54 страницыUnit 2 UpdatedJeancy MbolelaОценок пока нет
- Water Jet Ejector SystemДокумент8 страницWater Jet Ejector SystemKumarОценок пока нет
- Measurement of Flowing Fluids: - Venturi Meter - Pitot Tube - Orifice Meter - RotameterДокумент13 страницMeasurement of Flowing Fluids: - Venturi Meter - Pitot Tube - Orifice Meter - RotameterJohn Mark Manalo RosalesОценок пока нет
- Metodos de Analisis de OleumДокумент3 страницыMetodos de Analisis de OleumArmando PerezОценок пока нет
- Boiler CirculationДокумент7 страницBoiler CirculationaruntpeОценок пока нет
- Tank EductorДокумент3 страницыTank Eductorkonainglincho001Оценок пока нет
- Flow MeterДокумент12 страницFlow MeterDaniel MilosevskiОценок пока нет
- Packed Bed FermentersДокумент20 страницPacked Bed FermentersGerald Owen FranzaОценок пока нет
- Claus ProcessДокумент5 страницClaus ProcesssatishchemengОценок пока нет
- Boiler FormulasДокумент3 страницыBoiler FormulasCaliman SabinaОценок пока нет
- Trouble Shooting in Vacuum PumpДокумент12 страницTrouble Shooting in Vacuum Pumpj172Оценок пока нет
- Multiple Effect EvaporationДокумент4 страницыMultiple Effect EvaporationDianne VillanuevaОценок пока нет
- Combustion Engineering-52949589Документ23 страницыCombustion Engineering-52949589Justine BoqsОценок пока нет
- 6206 Guide For Selection Installation andДокумент32 страницы6206 Guide For Selection Installation andakbavra80% (5)
- New ReboilerДокумент20 страницNew ReboilerAdeel Ahmed100% (1)
- Losses in Fittings ReportДокумент7 страницLosses in Fittings ReportAmartya Mitra100% (1)
- Piston PumpДокумент7 страницPiston Pumpmohanadymt100% (1)
- Cooling TowersДокумент5 страницCooling Towersshashankmay18Оценок пока нет
- New Microsoft PowerPoint PresentationДокумент19 страницNew Microsoft PowerPoint PresentationYaSsin Saad100% (1)
- Centrifugal PumpДокумент23 страницыCentrifugal Pumpheri monawir zebuaОценок пока нет
- Heat Engines Vol 3Документ280 страницHeat Engines Vol 3Ramana Rao SusarlaОценок пока нет
- Assignment 1Документ4 страницыAssignment 1Ziyad Awali100% (1)
- Design Basis of Boilers Iniitial Filling Pump Rev.1Документ1 страницаDesign Basis of Boilers Iniitial Filling Pump Rev.1Shameer Majeed. AОценок пока нет
- Model Paper For Publishing - PDF (Imp)Документ13 страницModel Paper For Publishing - PDF (Imp)PARTHIBANОценок пока нет
- E Katalog 2019Документ15 страницE Katalog 2019Dwi Putri BastiyantiОценок пока нет
- DFM NtuДокумент31 страницаDFM NtuVimal RajОценок пока нет
- 7 Types of Pumps - GPTДокумент3 страницы7 Types of Pumps - GPTnatee8632Оценок пока нет
- Vibration and Noise in Pumps 1Документ12 страницVibration and Noise in Pumps 1Sultan Laram100% (1)
- Brito Et Al. (2023) - A General Design Equation For Confined Impinging Jets MixersДокумент31 страницаBrito Et Al. (2023) - A General Design Equation For Confined Impinging Jets MixersBuck MurdochОценок пока нет
- Prelim ExamДокумент3 страницыPrelim ExamVal Daryl AnhaoОценок пока нет
- Experiment 4 (Re No.)Документ21 страницаExperiment 4 (Re No.)Mervin PerezОценок пока нет
- Vertical Turbine Pumps Engineering Data: Effective April 1, 2003Документ11 страницVertical Turbine Pumps Engineering Data: Effective April 1, 2003Israel CastilloОценок пока нет
- The Coanda EffectДокумент1 страницаThe Coanda EffectLaugh GeneratorОценок пока нет
- FM Practical Experiment and ReportДокумент5 страницFM Practical Experiment and ReportAmin GillaniОценок пока нет
- Viscometers AssignmentДокумент5 страницViscometers AssignmentVissen GoldenEyeОценок пока нет
- Peristaltic Transport of A Viscous Fluid in An Asymmetric Channel With Permeable WallsДокумент13 страницPeristaltic Transport of A Viscous Fluid in An Asymmetric Channel With Permeable WallsRakeshconclaveОценок пока нет
- Day 2 200 ItemsДокумент25 страницDay 2 200 ItemsRobert DelfinОценок пока нет
- H5 BernoulliДокумент3 страницыH5 BernoulliHoracio EspinosaОценок пока нет
- Steps For Design of Heat ExchangerДокумент10 страницSteps For Design of Heat ExchangerBHAVINОценок пока нет
- AAE 512 Computational AerodynamicsДокумент2 страницыAAE 512 Computational AerodynamicsRameez FaroukОценок пока нет
- Bubble Growth in A Two-Dimensional Viscoelastic Foam: S.L. Everitt, O.G. Harlen, H.J. WilsonДокумент14 страницBubble Growth in A Two-Dimensional Viscoelastic Foam: S.L. Everitt, O.G. Harlen, H.J. Wilsonliviagoncalves197271Оценок пока нет
- Chen 3009 - Tutorial 4-2021Документ18 страницChen 3009 - Tutorial 4-2021Rosario QFОценок пока нет
- CFD Ball ValveДокумент8 страницCFD Ball ValveKelvin Octavianus DjohanОценок пока нет
- WWW Lmnoeng ComДокумент4 страницыWWW Lmnoeng ComjhdmssОценок пока нет
- O Seen S Correction To Stokes Drag RevisitedДокумент10 страницO Seen S Correction To Stokes Drag RevisitedAnanda SubramaniОценок пока нет
- Drag Reduction in An AirplaneДокумент14 страницDrag Reduction in An AirplaneDhruvОценок пока нет
- Orifice and Free Jet Flow: University of NebraskaДокумент8 страницOrifice and Free Jet Flow: University of NebraskaJemuel Flores100% (1)
- Biot-Savart Law 3Документ21 страницаBiot-Savart Law 3Dennys RamirezОценок пока нет
- 5ChED Thurs Group1 Packed ColumnДокумент15 страниц5ChED Thurs Group1 Packed ColumnThesis Group- Coronado Reyes Zapata UST ChEОценок пока нет
- An Overview of Impellers, Velocity Profile and Reactor DesignДокумент7 страницAn Overview of Impellers, Velocity Profile and Reactor DesignsrОценок пока нет
- AER210H1 - 20139 - 611387744123AER210 Quiz #3 2013 SolutionsДокумент11 страницAER210H1 - 20139 - 611387744123AER210 Quiz #3 2013 SolutionsM.Fikri AliasОценок пока нет
- Test Cew441 Sept 2018 - Jan 2019Документ3 страницыTest Cew441 Sept 2018 - Jan 2019Nasreq HayalОценок пока нет
- Al Wahaibi 2016Документ7 страницAl Wahaibi 2016Diego ToroОценок пока нет