Вам также может понравиться
- Polymer Notes 2014 Parts 8-11 PDFДокумент42 страницыPolymer Notes 2014 Parts 8-11 PDFRadhiОценок пока нет
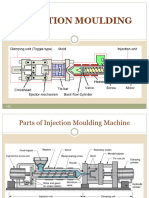
- Moulding of Plastics: Thermoplastic Materials and ProcessingДокумент14 страницMoulding of Plastics: Thermoplastic Materials and ProcessingYova YuvitasariОценок пока нет
- Processing of PolymersДокумент15 страницProcessing of PolymersK Sruti RaniОценок пока нет
- Lecture 5-Injection MoldingДокумент21 страницаLecture 5-Injection MoldingAhmed WaelОценок пока нет
- 6 Plastic Processing ReducedДокумент16 страниц6 Plastic Processing Reducedhb8btk4s8cОценок пока нет
- Lecture 10Документ36 страницLecture 10abd jafОценок пока нет
- Blow Moulding: BY-Jai Talwar Jigisha K Kaushika Kartik Kartik Kedia Khushi SharmaДокумент11 страницBlow Moulding: BY-Jai Talwar Jigisha K Kaushika Kartik Kartik Kedia Khushi SharmaKartik KediaОценок пока нет
- Blowmolding 120209032429 Phpapp01Документ16 страницBlowmolding 120209032429 Phpapp01luan_baОценок пока нет
- Unit-6 Plastic MouldingДокумент12 страницUnit-6 Plastic MouldingManav Patel100% (1)
- Blow Molding NotesДокумент4 страницыBlow Molding Notesenche_ehsonОценок пока нет
- Injection Molding Chee 490 26.1Документ8 страницInjection Molding Chee 490 26.1shabino75Оценок пока нет
- Plastic Processing: Extrusion Compression MouldingДокумент88 страницPlastic Processing: Extrusion Compression MouldingBhushan Shankar Kamble100% (2)
- Olymer Rocessing: The Main Goal of Polymer Processing Is To Produce A Usable ObjectДокумент59 страницOlymer Rocessing: The Main Goal of Polymer Processing Is To Produce A Usable ObjectChaitanya PatelОценок пока нет
- The Blow Molding ProcessДокумент4 страницыThe Blow Molding Processabi lashОценок пока нет
- Manufacturing Processes: International Islamic University IslamabadДокумент44 страницыManufacturing Processes: International Islamic University IslamabadHassan AliОценок пока нет
- Blow MoldingДокумент8 страницBlow MoldingAnoj pahathkumbura100% (1)
- Vero Plastic Moulds برزينتيشن PDFДокумент50 страницVero Plastic Moulds برزينتيشن PDFMohammed Hassan RashadОценок пока нет
- MAE250LPlastics ProcessingДокумент40 страницMAE250LPlastics ProcessingLuckyLokeShОценок пока нет
- Manufacturing Processes: International Islamic University IslamabadДокумент44 страницыManufacturing Processes: International Islamic University IslamabadMuhammad Qasim SajidОценок пока нет
- Plasting ProcessingДокумент19 страницPlasting Processingnethumini GunawardanaОценок пока нет
- Forming of PlasticДокумент25 страницForming of PlasticAzhar AliОценок пока нет
- Injection Moulding of PiasticДокумент4 страницыInjection Moulding of PiasticBaifern SpОценок пока нет
- Plastic Moulding ProcessДокумент4 страницыPlastic Moulding Processkeerthi939Оценок пока нет
- Extrusion and Injection Molding of PolymersДокумент4 страницыExtrusion and Injection Molding of PolymerssivaОценок пока нет
- Mould Theory PDFДокумент35 страницMould Theory PDFArunava Bala75% (4)
- Topics Covered: Processing of PlasticsДокумент30 страницTopics Covered: Processing of PlasticsParthiban DhakshnamurthyОценок пока нет
- Polymer Processing (Molding) : D. Jim Livingston Faculty of Chemistry, St. John's CollegeДокумент26 страницPolymer Processing (Molding) : D. Jim Livingston Faculty of Chemistry, St. John's CollegeJim LivingstonОценок пока нет
- Gagan Verma Extrusion BlowMouldingДокумент18 страницGagan Verma Extrusion BlowMouldingiiphyd2403Оценок пока нет
- What Is Injection Moulding ProcessДокумент42 страницыWhat Is Injection Moulding ProcesssadiqusОценок пока нет
- Polymer Processing: Structure and Properties of Engineering PolymersДокумент42 страницыPolymer Processing: Structure and Properties of Engineering Polymersمحمد ناصف الجداوىОценок пока нет
- Pet BottlesДокумент12 страницPet BottlesRakesh KumarОценок пока нет
- FORMULARIO Per Lo Stampaggio Della PlasticaДокумент78 страницFORMULARIO Per Lo Stampaggio Della PlasticaAhsan RiazОценок пока нет
- Ceramic Plastics CompositesДокумент45 страницCeramic Plastics Compositesዘረአዳም ዘመንቆረርОценок пока нет
- Fabrication of Plastics, Ceramics, and Composites: (Review)Документ34 страницыFabrication of Plastics, Ceramics, and Composites: (Review)Joshua StrykrОценок пока нет
- Injection Moulding Training ManualДокумент38 страницInjection Moulding Training ManualChetan RaoОценок пока нет
- Thermoplastic Materials and ProcessingДокумент14 страницThermoplastic Materials and ProcessingAnwarОценок пока нет
- University of The East - Manila Mechanical Engineering DepartmentДокумент12 страницUniversity of The East - Manila Mechanical Engineering DepartmentAngelica AndresОценок пока нет
- MouldingДокумент18 страницMouldingNabin BaskotaОценок пока нет
- Polymers PPT PDFДокумент47 страницPolymers PPT PDFShivani RajeevОценок пока нет
- Processing of PolymersДокумент105 страницProcessing of PolymersAftaab AlamОценок пока нет
- TDD 6Документ2 страницыTDD 6JonasОценок пока нет
- 202004032240236827nksingh Polymer ProcessingДокумент9 страниц202004032240236827nksingh Polymer ProcessingMuhammad Umair Akbar GujjarОценок пока нет
- Bai Giang Ve Cong Nghe Chat DeoДокумент16 страницBai Giang Ve Cong Nghe Chat DeotoanfbkОценок пока нет
- Processing of PolymersДокумент36 страницProcessing of Polymerssaadahmedkalidaas100% (1)
- Extrusion FinalДокумент43 страницыExtrusion FinalSohail MalikОценок пока нет
- ASWIN MANOJ PresentationДокумент13 страницASWIN MANOJ PresentationAswin MОценок пока нет
- POLYMER PROCESSING HandoutДокумент4 страницыPOLYMER PROCESSING HandoutAmabelle SantosОценок пока нет
- The Plastic Manufacturing ProcessДокумент2 страницыThe Plastic Manufacturing Processskiran_56Оценок пока нет
- Molding Definition: Molding Is The Process ofДокумент74 страницыMolding Definition: Molding Is The Process ofijotanОценок пока нет
- 3.polymer Processing Part 2Документ52 страницы3.polymer Processing Part 2Amin RafiqОценок пока нет
- IMM - Write UpДокумент5 страницIMM - Write UpvanmanОценок пока нет
- Unit 4 (BCHE-602)Документ14 страницUnit 4 (BCHE-602)Garima TamtaОценок пока нет
- Cavity Mold Cooling Construction DesignДокумент141 страницаCavity Mold Cooling Construction DesignJayson Serato50% (2)
- Btech-P.E (4 Sem) : Name of The Students Registration NoДокумент12 страницBtech-P.E (4 Sem) : Name of The Students Registration NoNilanjana MishraОценок пока нет
- Blow MouldingДокумент40 страницBlow MouldingDINO FANОценок пока нет
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3От EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3Оценок пока нет
- Plastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1От EverandPlastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1Рейтинг: 5 из 5 звезд5/5 (2)
- Process Engineering: Facts, Fiction and FablesОт EverandProcess Engineering: Facts, Fiction and FablesРейтинг: 3 из 5 звезд3/5 (2)
- Meat & Potatoes of Plastic Injection Moulding, Explanation & Guides TroubleshootingОт EverandMeat & Potatoes of Plastic Injection Moulding, Explanation & Guides TroubleshootingОценок пока нет
- Real Liquid Mixtures - Part 2: Cab 2023 Chemical Thermodynamic Tutorial NineДокумент2 страницыReal Liquid Mixtures - Part 2: Cab 2023 Chemical Thermodynamic Tutorial NineNaveed AhmadОценок пока нет
- Property Interrelations - Part 2: DV V U DT T U DuДокумент1 страницаProperty Interrelations - Part 2: DV V U DT T U DuNaveed AhmadОценок пока нет
- New Tutorial 8 With SolutionДокумент5 страницNew Tutorial 8 With SolutionNaveed AhmadОценок пока нет
- Fundamentals of Phase Equilibrium - Part 1: Cab 2023 Chemical Thermodynamic Tutorial FiveДокумент3 страницыFundamentals of Phase Equilibrium - Part 1: Cab 2023 Chemical Thermodynamic Tutorial FiveNaveed AhmadОценок пока нет
- New Tutorial 3 With SolutionДокумент6 страницNew Tutorial 3 With SolutionNaveed AhmadОценок пока нет
- Fundamentals of Phase Equilibrium - Part 2: X Clapeyron Approximation X MeasuredДокумент1 страницаFundamentals of Phase Equilibrium - Part 2: X Clapeyron Approximation X MeasuredNaveed AhmadОценок пока нет
- New Tutorial 5 With SolutionДокумент4 страницыNew Tutorial 5 With SolutionNaveed AhmadОценок пока нет
- Chap OdeДокумент17 страницChap OdeNaveed AhmadОценок пока нет
- New Tutorial 2 Solution On ThermodynamicsДокумент7 страницNew Tutorial 2 Solution On ThermodynamicsNaveed AhmadОценок пока нет
- Home Work - I:: (A) What Is Vapor Liquid Equilibrium (VLE) - (B) ExplainДокумент1 страницаHome Work - I:: (A) What Is Vapor Liquid Equilibrium (VLE) - (B) ExplainNaveed AhmadОценок пока нет
- Lecture Notes On Modelling PDFДокумент247 страницLecture Notes On Modelling PDFNaveed AhmadОценок пока нет
- Chapter 08 Viscoelastic BehaviourДокумент39 страницChapter 08 Viscoelastic BehaviourNaveed AhmadОценок пока нет
- Free Radical PolymerizationДокумент11 страницFree Radical PolymerizationNaveed AhmadОценок пока нет
- Msds F34avturfsiiДокумент10 страницMsds F34avturfsiiAyat TullahОценок пока нет
- LP Hydrocarbons Theresa Mae LlosaДокумент3 страницыLP Hydrocarbons Theresa Mae LlosaMae ThereseОценок пока нет
- BR Int LD Id Inspiration 55-70plusДокумент11 страницBR Int LD Id Inspiration 55-70plustarkett tОценок пока нет
- GPRSДокумент6 страницGPRSRoberto CapchaОценок пока нет
- 7th Physical and Chemical Changes Lesson PlanДокумент2 страницы7th Physical and Chemical Changes Lesson PlanAnkita DiverОценок пока нет
- Chemistry March 2008 EngДокумент7 страницChemistry March 2008 EngPrasad C M0% (2)
- CRYOGENIC MORTAR C-1 - PRODUCT DATA SHEET Ed. 2Документ4 страницыCRYOGENIC MORTAR C-1 - PRODUCT DATA SHEET Ed. 2ANIBAL LOPEZОценок пока нет
- OctaveДокумент2 страницыOctaveDavid CovatzinОценок пока нет
- (Artigo) - Etching Isothermally Treated Steels - G. F. v. VOORTДокумент8 страниц(Artigo) - Etching Isothermally Treated Steels - G. F. v. VOORTcandongueiroОценок пока нет
- NuclearДокумент10 страницNuclearUsman MunirОценок пока нет
- RNA Structure, Functions WebДокумент25 страницRNA Structure, Functions WebEmad ManniОценок пока нет
- Guía para Seleccionar Columnas HPLCДокумент52 страницыGuía para Seleccionar Columnas HPLCDiana Lilibet Sánchez MontesОценок пока нет
- GROUP 3 - LABORATORY REPORT 4 - Compounds With Hydroxyl GroupДокумент18 страницGROUP 3 - LABORATORY REPORT 4 - Compounds With Hydroxyl GroupJESSIE FREDRICK DALANIELОценок пока нет
- Description and Solubility - MTZДокумент6 страницDescription and Solubility - MTZPityu PíОценок пока нет
- Green Building Plumbing: Mohammed Athar Mansury Farjana Priyanka Sengar Mohammed Waseem RezaДокумент20 страницGreen Building Plumbing: Mohammed Athar Mansury Farjana Priyanka Sengar Mohammed Waseem RezaAthar MansuryОценок пока нет
- Panchakanya Structural SteelДокумент5 страницPanchakanya Structural Steelkabira12Оценок пока нет
- Chemistry Kerja Kursus PPSIMP Sem1. (BHG 2)Документ18 страницChemistry Kerja Kursus PPSIMP Sem1. (BHG 2)Ayisy HarizОценок пока нет
- Endothermic and Exothermic Reactions WorksheetДокумент4 страницыEndothermic and Exothermic Reactions Worksheetabdulhakim100% (1)
- Reference Only: I Pus Pond StreetДокумент132 страницыReference Only: I Pus Pond StreetJagdish ShindeОценок пока нет
- V 1 Preparation of AZ31 Magnesium Alloy Strips Using Vertical Twin-Roll CasterДокумент7 страницV 1 Preparation of AZ31 Magnesium Alloy Strips Using Vertical Twin-Roll CasterVidya me20d015Оценок пока нет
- Paper 1Документ295 страницPaper 1Shreyas TiwariОценок пока нет
- NMR Spectros PDFДокумент14 страницNMR Spectros PDFAnonymous XX9Om322lОценок пока нет
- USP Monographs - Miconazole NitrateДокумент2 страницыUSP Monographs - Miconazole NitrateMukarram MudjahidОценок пока нет
- Pre - Use Inspection Qualification: Date: Equipment Welding Machine Serial Number Model: LocationДокумент3 страницыPre - Use Inspection Qualification: Date: Equipment Welding Machine Serial Number Model: LocationEugenio Jr. MatesОценок пока нет
- Stoichiometry: Calculations With Chemical Formulas and EquationsДокумент47 страницStoichiometry: Calculations With Chemical Formulas and EquationsAngelo Miguel GarciaОценок пока нет
- Sofw Thickening AgentsДокумент8 страницSofw Thickening AgentsPulbere NeagraОценок пока нет
- 1 - Toxic GasesДокумент19 страниц1 - Toxic GasesxIRONxWOLFxОценок пока нет
- Manual On Pavement Design PDFДокумент31 страницаManual On Pavement Design PDFAnil Kumsr T B100% (3)
- Lectureone Introduction To BioChE - 2Документ20 страницLectureone Introduction To BioChE - 2desalegn abera100% (1)
- ColaMulse EZДокумент2 страницыColaMulse EZmndmattОценок пока нет