Вам также может понравиться
- Chapter 5 SteelДокумент62 страницыChapter 5 SteelHtet Myat AungОценок пока нет
- Doss Part 03 - Bolted ConnectionsДокумент82 страницыDoss Part 03 - Bolted ConnectionsKaran ThakurОценок пока нет
- Structural Design Calculation ChecklistДокумент2 страницыStructural Design Calculation ChecklistTerry CheukОценок пока нет
- MMM Lecture - Unit 3 - Strain MeasurementДокумент40 страницMMM Lecture - Unit 3 - Strain MeasurementAlanka BhanuОценок пока нет
- Sine, Cosine and Area RulesДокумент14 страницSine, Cosine and Area RulesRafael Cordova NUÑEZОценок пока нет
- Lecture Notes Lessson 5 StressesДокумент5 страницLecture Notes Lessson 5 StressesKate Arbie LacdooОценок пока нет
- StrainДокумент13 страницStrainspanandk0% (1)
- Staircase Waist SlabДокумент5 страницStaircase Waist SlabVarsha Jog-KanetkarОценок пока нет
- Prediction of Pressure Drop For Tubulent Flow in 90 BendsДокумент3 страницыPrediction of Pressure Drop For Tubulent Flow in 90 BendsNakkolopОценок пока нет
- Member Check 60x60x5 RSA (Top & Bottom Boom)Документ10 страницMember Check 60x60x5 RSA (Top & Bottom Boom)Bobor Emmanuel OfovweОценок пока нет
- 13.375 Inch Geoconn 64-QДокумент1 страница13.375 Inch Geoconn 64-QBalkis FatihaОценок пока нет
- Movin LDДокумент5 страницMovin LDAhmed AjelОценок пока нет
- Floor Vibrations For Sensitive EquipmentsДокумент4 страницыFloor Vibrations For Sensitive EquipmentsJurie_sk3608Оценок пока нет
- Plan and Front (SHEET 1 OF 2 & 2 OF 2) TOLL PLAZA-TOLL PLAZA PLAN PDFДокумент1 страницаPlan and Front (SHEET 1 OF 2 & 2 OF 2) TOLL PLAZA-TOLL PLAZA PLAN PDFMandeep SinghОценок пока нет
- XTD ForceДокумент7 страницXTD ForceZULFIKAR AZANОценок пока нет
- NPS 75 - 45-155 SERVICEPACK X - ARK 1250 - v04 PDFДокумент4 страницыNPS 75 - 45-155 SERVICEPACK X - ARK 1250 - v04 PDFAal CassanovaОценок пока нет
- Electrical Strain Gauges: A Report OnДокумент31 страницаElectrical Strain Gauges: A Report OnAnonymous GRY6OCJОценок пока нет
- Lne BemДокумент3 страницыLne BemANKUR MAURYAОценок пока нет
- The Basic Bridge CircuitДокумент8 страницThe Basic Bridge CircuitMuhammad QasimОценок пока нет
- FFB3Документ8 страницFFB3prajjwal patidarОценок пока нет
- Larsen & Toubro Limited: 1. Sectional PropertiesДокумент8 страницLarsen & Toubro Limited: 1. Sectional Propertiesprajjwal patidarОценок пока нет
- Whole-Body Vibrations Exposure - Dr. Tammy Eger - CROSHДокумент64 страницыWhole-Body Vibrations Exposure - Dr. Tammy Eger - CROSHNereu NunesОценок пока нет
- Alculation Heet: Model Name: DreetzДокумент34 страницыAlculation Heet: Model Name: DreetzmabuhamdОценок пока нет
- Pile CapДокумент2 страницыPile CapshaimenneОценок пока нет
- The Cosmos Companion: Material Properties Used in CosmosworksДокумент23 страницыThe Cosmos Companion: Material Properties Used in Cosmosworksjontylee87Оценок пока нет
- Design of Ss Connection v.2Документ68 страницDesign of Ss Connection v.2markespinoОценок пока нет
- Data Unfactored LoadДокумент10 страницData Unfactored LoadElakiya RajanОценок пока нет
- Chapter 5. Two-Dimensional Finite Elements: Plane Stress (Thin Members) Out-Of-Plane Normal and Shear Stress Are Zero X yДокумент16 страницChapter 5. Two-Dimensional Finite Elements: Plane Stress (Thin Members) Out-Of-Plane Normal and Shear Stress Are Zero X ysakeriraq81Оценок пока нет
- ENCE 647 ENCE 647 Stability of Slopes Dr. Ahmet AydilekДокумент23 страницыENCE 647 ENCE 647 Stability of Slopes Dr. Ahmet AydilekHoracioCruiseОценок пока нет
- MEng6302 Lecture 3 Fundamental Concepts ASM 2021Документ22 страницыMEng6302 Lecture 3 Fundamental Concepts ASM 2021KKDhОценок пока нет
- Strain Gauges: Precise & FlexibleДокумент96 страницStrain Gauges: Precise & FlexibleCobra BabaОценок пока нет
- DSR 2007Документ41 страницаDSR 2007lalitОценок пока нет
- Catchment Area Ab Road1Документ66 страницCatchment Area Ab Road1skumarsrОценок пока нет
- Reedrill SKF: No. Unit: MU 108 Manufactured Year: 2006 Power UnitДокумент1 страницаReedrill SKF: No. Unit: MU 108 Manufactured Year: 2006 Power Unitslamat widodoОценок пока нет
- Sub Head:LF Sluice at Ch:6.00: Formation of New Tank A/c Doripula Vagu Near Korlanka (V) Tiryani (M), Adilabad (District)Документ4 страницыSub Head:LF Sluice at Ch:6.00: Formation of New Tank A/c Doripula Vagu Near Korlanka (V) Tiryani (M), Adilabad (District)rajuaeeОценок пока нет
- Loadcells Quarter Half and Full BridgeДокумент25 страницLoadcells Quarter Half and Full BridgeCharles le MagneОценок пока нет
- Rub NewДокумент72 страницыRub New906rahulОценок пока нет
- Annexiiiappindixiii GadofbridgesbandharaДокумент4 страницыAnnexiiiappindixiii GadofbridgesbandharaBhavesh PatelОценок пока нет
- FFB2Документ8 страницFFB2prajjwal patidarОценок пока нет
- Annexure 2: Staad Input Data For AnalysisДокумент41 страницаAnnexure 2: Staad Input Data For AnalysisAnu PathakОценок пока нет
- Soil Data PDFДокумент118 страницSoil Data PDFKiran MahajanОценок пока нет
- Design & Analysis of Transportation FrameДокумент18 страницDesign & Analysis of Transportation Framemaulik gajjarОценок пока нет
- Cosmos Works FatigueДокумент24 страницыCosmos Works FatigueflorinelvvОценок пока нет
- 4.3 Design Values of Bending Moments and Shear ForcesДокумент7 страниц4.3 Design Values of Bending Moments and Shear Forcesmn4webОценок пока нет
- Mean Flange Thickness T Overall Depth DДокумент3 страницыMean Flange Thickness T Overall Depth DAkhil BabuОценок пока нет
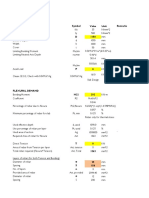
- Description Symbol Value Unit RemarksДокумент1 страницаDescription Symbol Value Unit RemarksRakesh SapkotaОценок пока нет
- 5storey Bldg.Документ400 страниц5storey Bldg.markeesОценок пока нет
- Reinforcing Detailing of R.C.C Members - K.kaviTHAДокумент47 страницReinforcing Detailing of R.C.C Members - K.kaviTHAGurupriyaОценок пока нет
- Mechanics of Materials: Chapter 8: TorsionДокумент33 страницыMechanics of Materials: Chapter 8: Torsionاحمد يوسفОценок пока нет
- Thursday, June 20, 2019, 07:28 AM: Page 1 of 226 E:/Kuliah/Semester IV/PBTS/Tugas Besar/YI - AnlДокумент3 страницыThursday, June 20, 2019, 07:28 AM: Page 1 of 226 E:/Kuliah/Semester IV/PBTS/Tugas Besar/YI - AnlRyandhon GyandhaniОценок пока нет
- Track and Wheel TorqueДокумент64 страницыTrack and Wheel TorqueAnderson ertsОценок пока нет
- 35m T-Girder CMCДокумент20 страниц35m T-Girder CMCEngineeri TadiyosОценок пока нет
- Connection DesignДокумент30 страницConnection DesignAdil Rasheed KhanОценок пока нет
- RCDДокумент7 страницRCDRodel John AberiaОценок пока нет
- Lecture 8 - DR Bhupinder SinghДокумент132 страницыLecture 8 - DR Bhupinder SinghAaron WilsonОценок пока нет
- Dsign of Doglegged Staircase: Project: Worli QuartersДокумент3 страницыDsign of Doglegged Staircase: Project: Worli Quartersd4891Оценок пока нет
- Mackay Flex Isolators CatalogueДокумент142 страницыMackay Flex Isolators Cataloguemuss21Оценок пока нет
- Chapter 3 Permanenet JointsДокумент18 страницChapter 3 Permanenet Jointsrobel metikuОценок пока нет
- Chapter 5 Steel (23-24)Документ41 страницаChapter 5 Steel (23-24)nyankyalps5Оценок пока нет
- Welding Lectures 1-4Документ68 страницWelding Lectures 1-4ganeshОценок пока нет