Вам также может понравиться
- Activity 3 Machine Shop Third Year Answer All The Question: A. B. C. DДокумент5 страницActivity 3 Machine Shop Third Year Answer All The Question: A. B. C. DatiqueОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Activity 1 Machine Shop 3 YearДокумент5 страницActivity 1 Machine Shop 3 YearatiqueОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- Hand Tools TestДокумент5 страницHand Tools TestatiqueОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- CW MAC01003 Use Workshop Machines For Basic Operations PDFДокумент2 страницыCW MAC01003 Use Workshop Machines For Basic Operations PDFatiqueОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
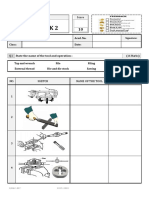
- Classwork 2: Using Hand ToolsДокумент2 страницыClasswork 2: Using Hand ToolsatiqueОценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- 02 - Production of Aluminum by DR OsamaДокумент36 страниц02 - Production of Aluminum by DR OsamaatiqueОценок пока нет
- Perform Engineering MeasurementsДокумент2 страницыPerform Engineering MeasurementsatiqueОценок пока нет
- Stainless SteelДокумент40 страницStainless SteelHarshita DabasОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- BioDur 108Документ2 страницыBioDur 108Alojz KajinicОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Comparison of Aluminum Casting AlloysДокумент2 страницыComparison of Aluminum Casting Alloyszoran100% (1)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Galvanised Steel: From Ancient Alchemy To The Infrastructure of The FutureДокумент5 страницGalvanised Steel: From Ancient Alchemy To The Infrastructure of The FuturekhurshedlakhoОценок пока нет
- Product Code Threaded Rod Size (R) Lenght (L) MM Pitch (MM) Minimum Proof Load (N) Microns ( ) Bundle QuantityДокумент1 страницаProduct Code Threaded Rod Size (R) Lenght (L) MM Pitch (MM) Minimum Proof Load (N) Microns ( ) Bundle QuantityKABIR CHOPRAОценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- American Welding Soceity 5.9Документ33 страницыAmerican Welding Soceity 5.9Hư VôОценок пока нет
- Testing Precious Metals (Printer Friendly)Документ47 страницTesting Precious Metals (Printer Friendly)CoM - MúsicaОценок пока нет
- Special Metals INCONEL® Alloy 625: Categories: Material NotesДокумент6 страницSpecial Metals INCONEL® Alloy 625: Categories: Material Notesdheeraj616Оценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- AISI 8640 Alloy Steel (UNS G86400) PDFДокумент2 страницыAISI 8640 Alloy Steel (UNS G86400) PDFRodrigo MachadoОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Japanese Iron and Steel Certified Reference Materials: I. Crms For Chemical Analysis I-1. Pure Iron SeriesДокумент10 страницJapanese Iron and Steel Certified Reference Materials: I. Crms For Chemical Analysis I-1. Pure Iron SeriesrizaedlysamОценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- German Lloyds Welding CodeДокумент4 страницыGerman Lloyds Welding CodeDilip Gajanan NamjoshiОценок пока нет
- Met703 2eДокумент26 страницMet703 2ekgmmetОценок пока нет
- Rr411802 Steel MakingДокумент6 страницRr411802 Steel MakingSRINIVASA RAO GANTAОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- TIG Welding PDFДокумент16 страницTIG Welding PDFmesayan100% (4)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1091)
- Description and Application: 80%ar - 20%CO / 100%CO EN ISO 17633-A T 19 9 L P C1/M21 1 AWS A5.22 E308LT1-1/4 EN 1.4316Документ1 страницаDescription and Application: 80%ar - 20%CO / 100%CO EN ISO 17633-A T 19 9 L P C1/M21 1 AWS A5.22 E308LT1-1/4 EN 1.4316amit singhОценок пока нет
- DatabaseДокумент112 страницDatabaseamirulamirОценок пока нет
- Corespondent A Standard e Material eДокумент7 страницCorespondent A Standard e Material eionijhonnieОценок пока нет
- Copia de The Color Chart-2 OkДокумент67 страницCopia de The Color Chart-2 OkJesus MorenoОценок пока нет
- List Summary of Welder'S QualifiedДокумент4 страницыList Summary of Welder'S QualifiedakhtarwellmanОценок пока нет
- Westermann Tables NewДокумент157 страницWestermann Tables NewArul Gnana John100% (2)
- Gases For Welding and Cutting - OverviewДокумент1 страницаGases For Welding and Cutting - OverviewtomasinkaОценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- List of Welding Procedures.: Client: Emirates Aluminium Company Limited. Gmmos Job #: 801-4690Документ6 страницList of Welding Procedures.: Client: Emirates Aluminium Company Limited. Gmmos Job #: 801-4690ravi00098Оценок пока нет
- Austenite Perlite TransformationДокумент1 страницаAustenite Perlite TransformationkapsarcОценок пока нет
- STT Tên hóa chất, vật tư Xuất xứ Mã sản phẩm: Vanadyl acetylacetonate - OV (C5H7O2) 2Документ3 страницыSTT Tên hóa chất, vật tư Xuất xứ Mã sản phẩm: Vanadyl acetylacetonate - OV (C5H7O2) 2Duc Anh NguyenОценок пока нет
- Welding BrassДокумент5 страницWelding BrassMohammed NazeerОценок пока нет
- 17-07-23-Catalog of STEEL WORLDДокумент4 страницы17-07-23-Catalog of STEEL WORLDRajan BhardwajОценок пока нет
- Assessment of Welding ConsumablesДокумент17 страницAssessment of Welding Consumablesmahmoud_allam3Оценок пока нет
- LPP-Transition Elements and Coordination Compounds: Te Te Te EtДокумент4 страницыLPP-Transition Elements and Coordination Compounds: Te Te Te EtYash TandonОценок пока нет
- PT Report - Final - GPTP - Las - 41 - F - RRДокумент43 страницыPT Report - Final - GPTP - Las - 41 - F - RRShiv PandeyОценок пока нет