Вам также может понравиться
- Trabajo en Grupo - Proceos Termicos.Документ15 страницTrabajo en Grupo - Proceos Termicos.jeferson jefersonОценок пока нет
- Trabajo en Grupo - Procesos TermicosДокумент15 страницTrabajo en Grupo - Procesos Termicosjeferson jefersonОценок пока нет
- Hveragon - FUNDICION DE METALESДокумент50 страницHveragon - FUNDICION DE METALESluis pinzonОценок пока нет
- Moldeo en ArenaДокумент67 страницMoldeo en ArenaAnonymous 1WmJ260rОценок пока нет
- Trabajo de Laminas MetálicasДокумент22 страницыTrabajo de Laminas MetálicasFabio Andres Bermejo AltamarОценок пока нет
- Fundamentos de La Fundición de Metales Rev PDFДокумент45 страницFundamentos de La Fundición de Metales Rev PDFAXEL ESTEVA VASQUEZОценок пока нет
- Semana 04 Tecon 2023Документ39 страницSemana 04 Tecon 2023Wilmer Alberto Amambal Zambrano100% (1)
- Elaboración de Hacha Multipropósito Por FundiciónДокумент28 страницElaboración de Hacha Multipropósito Por FundiciónAlex VeizagaОценок пока нет
- ALUMINIOДокумент6 страницALUMINIODiego Zea RamirezОценок пока нет
- 5-Preparación de Superficies 2016 (Modo de Compatibilidad)Документ25 страниц5-Preparación de Superficies 2016 (Modo de Compatibilidad)alejandroОценок пока нет
- Clase 2 Procesos 2Документ33 страницыClase 2 Procesos 2jersson graciaОценок пока нет
- Clase 9 Polvos MetalurgicosДокумент57 страницClase 9 Polvos MetalurgicosGiancarlo anyosa benitesОценок пока нет
- FundicionДокумент4 страницыFundicionALEXIS ESPINALES MERCHANОценок пока нет
- Clase de FundicionДокумент15 страницClase de FundicionFelix Wf MongeОценок пока нет
- 0 7mo Laboratorio - Fallas Por Desgaste y Fricción 2021-IДокумент40 страниц0 7mo Laboratorio - Fallas Por Desgaste y Fricción 2021-IMilagros Becerra HuachacaОценок пока нет
- Curso Refractario Cemento e PDFДокумент83 страницыCurso Refractario Cemento e PDFHector041267% (3)
- S06 - Rectificado y BruñidoДокумент17 страницS06 - Rectificado y BruñidoSantiago Di NardoОценок пока нет
- TEMA 2 Desarrollos de La FundicionДокумент13 страницTEMA 2 Desarrollos de La FundicionMARIA PEREZОценок пока нет
- Proceso de TrefiladoДокумент21 страницаProceso de TrefiladoDiegoDueñasОценок пока нет
- Barras y Bolas de Acero de Alto Carbonoen MineriaДокумент38 страницBarras y Bolas de Acero de Alto Carbonoen Mineriaeduardo soto perez100% (2)
- Presentación Procesos de Deformación Plastica VolumétricaДокумент49 страницPresentación Procesos de Deformación Plastica VolumétricaFabio Andres Bermejo AltamarОценок пока нет
- Fundición en Molde PermanenteДокумент14 страницFundición en Molde PermanenteKaren VegaОценок пока нет
- Desarrollos de La Fundicion en ArenaДокумент13 страницDesarrollos de La Fundicion en ArenaarrimorОценок пока нет
- Met 3366 Cap-02Документ10 страницMet 3366 Cap-02Pam RochaОценок пока нет
- Informe CinsaДокумент2 страницыInforme CinsajdavОценок пока нет
- Laboratorio de Pulvimetalurgia Final Final..Документ37 страницLaboratorio de Pulvimetalurgia Final Final..Edwin Enrique Pinedo ChamaОценок пока нет
- Lab&inv #839-022 I&d - Municipalidad de ChorrillosДокумент11 страницLab&inv #839-022 I&d - Municipalidad de ChorrillosEdinhoCHОценок пока нет
- Diseño de MezclaДокумент12 страницDiseño de MezclaJohnny Ronald Raymundo OliveraОценок пока нет
- Tema 2: El CarrilДокумент35 страницTema 2: El CarrilJuan Miguel PañosОценок пока нет
- 2 Fundición en Arena (TPF) (23-24)Документ21 страница2 Fundición en Arena (TPF) (23-24)RodrigoОценок пока нет
- Cuadro de Las PartesДокумент2 страницыCuadro de Las PartesMaria Del Mar Garcia PosadaОценок пока нет
- Introduccion P Manuf Aula VirtДокумент93 страницыIntroduccion P Manuf Aula VirtPOB JesusОценок пока нет
- 2manufac FUNDICIÓNДокумент121 страница2manufac FUNDICIÓNSteffania MichelleОценок пока нет
- Proceso Costructivo Estructuras en AceroДокумент21 страницаProceso Costructivo Estructuras en AceroMacks ChoquetaypeОценок пока нет
- Procesos de Fundición 22.217.372 Staper Ronny 3er Corte 10%Документ5 страницProcesos de Fundición 22.217.372 Staper Ronny 3er Corte 10%R8 ShkОценок пока нет
- FundicionДокумент42 страницыFundicionVikyОценок пока нет
- Resumen FinalДокумент24 страницыResumen FinalNahuel BarbozaОценок пока нет
- 21 PPT Mejoramiento de Vias Secundarias y Terciarias en Colombia Con El Uso de Mezcla Asfaltica Natural en Frio EapcДокумент32 страницы21 PPT Mejoramiento de Vias Secundarias y Terciarias en Colombia Con El Uso de Mezcla Asfaltica Natural en Frio EapcSergio Ivan Arango ArenasОценок пока нет
- Sesion 9 - Plan de CierreДокумент38 страницSesion 9 - Plan de CierrePier CabanillasОценок пока нет
- FundiciónДокумент42 страницыFundiciónSEGUNDO ALEJANDRO VICENTE QUITOОценок пока нет
- Moldeo en VerdeДокумент60 страницMoldeo en VerdeChávez del Ángel Alan IsraelОценок пока нет
- Proceso de Fundicion.Документ5 страницProceso de Fundicion.Ramon De NoraОценок пока нет
- Informe Rectificado de SuperficiesДокумент5 страницInforme Rectificado de SuperficiesAndres NovoaОценок пока нет
- Clase 1 Procesos 2Документ77 страницClase 1 Procesos 2Alejandro MarinОценок пока нет
- TC4-31 - Proceso MetalmecanicoДокумент19 страницTC4-31 - Proceso MetalmecanicoMonica Suarez GutierrezОценок пока нет
- Grupo N°4 Forjado Troquel AbiertoДокумент27 страницGrupo N°4 Forjado Troquel AbiertoDiánelis OcampoОценок пока нет
- Talleres de Fundicion PДокумент41 страницаTalleres de Fundicion PAnderson GonzálezОценок пока нет
- Durabilidad - Casos en Chile - Actualización NCH 170-2016 PDFДокумент36 страницDurabilidad - Casos en Chile - Actualización NCH 170-2016 PDFFabian Toro CavieresОценок пока нет
- Grupo F Forjado Troquel AbiertoДокумент27 страницGrupo F Forjado Troquel AbiertoDiánelis OcampoОценок пока нет
- Solidificación y Procesos de FundiciónДокумент73 страницыSolidificación y Procesos de FundiciónJosué López Ávalos100% (2)
- CUPROALUMINIOДокумент21 страницаCUPROALUMINIOJavier Gualdrón PlataОценок пока нет
- Ficha TecnicaДокумент10 страницFicha TecnicamariaОценок пока нет
- Ceramic OsДокумент51 страницаCeramic OsAlex GuamanОценок пока нет
- Presentación Moldeo ArenaДокумент24 страницыPresentación Moldeo ArenaJosé Enrique CarrilloОценок пока нет
- Tarea 4 - Gaby - GonzalezДокумент8 страницTarea 4 - Gaby - GonzalezGabyalexa GonzalezОценок пока нет
- IMIN502 3-Producción, Modelo GeológicoДокумент12 страницIMIN502 3-Producción, Modelo GeológicoCatalina SalitОценок пока нет
- Procesos de Fundicion Autoguardado 1Документ73 страницыProcesos de Fundicion Autoguardado 1daniel ramosОценок пока нет
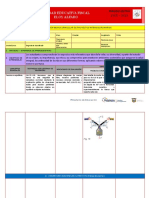
- Proyecto 2.... OCTAVO... PLANIFICACIÓN MICROCURRICULAR DEL PROYECTO INTERDISCIPLINARIOДокумент7 страницProyecto 2.... OCTAVO... PLANIFICACIÓN MICROCURRICULAR DEL PROYECTO INTERDISCIPLINARIOJadira Figueroa SorianoОценок пока нет
- Planificación Microcurricular Del Proyecto Interdisciplinario 2 Matematicas SegundoДокумент6 страницPlanificación Microcurricular Del Proyecto Interdisciplinario 2 Matematicas SegundoJadira Figueroa SorianoОценок пока нет
- Microplanificación Proyecto 2. Primero BguДокумент5 страницMicroplanificación Proyecto 2. Primero BguJadira Figueroa SorianoОценок пока нет
- Plan. Micro Proy.2 FÍSICA 2doДокумент6 страницPlan. Micro Proy.2 FÍSICA 2doJadira Figueroa SorianoОценок пока нет
- Tarea 7Документ1 страницаTarea 7Jadira Figueroa SorianoОценок пока нет
- 9no PLANIFICACIÓN 2 MICROCURRICULARДокумент5 страниц9no PLANIFICACIÓN 2 MICROCURRICULARJadira Figueroa Soriano100% (1)
- Verbal SPДокумент0 страницVerbal SPglobal_jaimeОценок пока нет
- Tareas Diagnósticas - SuperiorДокумент15 страницTareas Diagnósticas - SuperiorkacmОценок пока нет
- Caja de Herramientas - Sección 1 - Elementos Conceptuales - PДокумент10 страницCaja de Herramientas - Sección 1 - Elementos Conceptuales - Pgustavo silvaОценок пока нет
- 4.1 Fundición de MetalesДокумент42 страницы4.1 Fundición de MetalesJadira Figueroa SorianoОценок пока нет
- Currículo Priorizado para La Emergencia 2020-2021 PDFДокумент217 страницCurrículo Priorizado para La Emergencia 2020-2021 PDFNéstor CoelloОценок пока нет
- Cómo Tocar Keep It To Yourself - Sonny Boy Williamson II - Video Tutorial y Partitura - Lecciones de ArmonicaДокумент14 страницCómo Tocar Keep It To Yourself - Sonny Boy Williamson II - Video Tutorial y Partitura - Lecciones de ArmonicaLenin Campos ChambiОценок пока нет
- Temario Clinica Aws D11-2015 PDFДокумент15 страницTemario Clinica Aws D11-2015 PDFjavierОценок пока нет
- Guía de Análisis MarcaДокумент1 страницаGuía de Análisis Marcasic09100% (2)
- Hawker Lifetech Modular Instructions Spanish 0521Документ4 страницыHawker Lifetech Modular Instructions Spanish 0521Rafael ZuñigaОценок пока нет
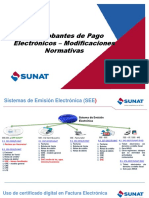
- SunatДокумент26 страницSunatyuli sanchezОценок пока нет
- Perfil Medio Ambiente y Seguridad Industrial para Salones de Eventos, Restaurantes, Discotecas y Bares.Документ22 страницыPerfil Medio Ambiente y Seguridad Industrial para Salones de Eventos, Restaurantes, Discotecas y Bares.Megan SotoОценок пока нет
- Cromograma en GanntДокумент1 страницаCromograma en GanntrykygonzalesОценок пока нет
- 2306C FGAF Manual de Usuario PerkinsДокумент0 страниц2306C FGAF Manual de Usuario Perkinsaaguilarm100% (1)
- Como Compilar La Librería GMP Bajo WindowsДокумент2 страницыComo Compilar La Librería GMP Bajo WindowsLuis Leandro Moya SolisОценок пока нет
- TP 1 WindowsДокумент20 страницTP 1 WindowsGeorginaPennella0% (1)
- N-103-1001 1ra Ed. Seguridad en Construccion de Planta Externa (WVP)Документ38 страницN-103-1001 1ra Ed. Seguridad en Construccion de Planta Externa (WVP)MiguelAngelCusipumaVillanuevaОценок пока нет
- Indutecnica - Tablero 0520-Tdi-101 - 521-7L61-118Документ11 страницIndutecnica - Tablero 0520-Tdi-101 - 521-7L61-118ozzneОценок пока нет
- Organigramas de La Evolución de CalidadДокумент2 страницыOrganigramas de La Evolución de CalidadJosseph Coffman100% (1)
- Intervención en Crisis, Karl A. Slaikeu - La Biblioteca DigitalДокумент1 страницаIntervención en Crisis, Karl A. Slaikeu - La Biblioteca DigitalPaulinoPerdomoCubillosОценок пока нет
- Deber Capitulo 1Документ6 страницDeber Capitulo 1Josseline Scar100% (1)
- Practica Nro. 4 Distribuciones Binomial, Hiperg, Gegom, PascalДокумент2 страницыPractica Nro. 4 Distribuciones Binomial, Hiperg, Gegom, Pascaleli sa0% (1)
- Trabajo de InvestigacionДокумент12 страницTrabajo de InvestigacionMaria FernanD'aОценок пока нет
- Catálogo Marce Store - CompressedДокумент33 страницыCatálogo Marce Store - CompressedYaser D Carvajal PОценок пока нет
- Estado Del Arte Iso 50001Документ7 страницEstado Del Arte Iso 50001Eric LedesmaОценок пока нет
- Tarifario Publicitario Clarín Online 2017Документ20 страницTarifario Publicitario Clarín Online 2017VictoriaОценок пока нет
- 001 Pdfsam USG+-+Manual+de+Construcción+con+YesoДокумент180 страниц001 Pdfsam USG+-+Manual+de+Construcción+con+YesoDany LagardeОценок пока нет
- Partir de Una Idea de CortometrajeДокумент38 страницPartir de Una Idea de CortometrajeAriel AzoОценок пока нет
- Metodologia IconixДокумент5 страницMetodologia IconixPabloYepezОценок пока нет
- N.° RUC Apellidos Y Nombres/Denominación O Razón Social Domicilio Fiscal Teléfono Celular Correo ElectrónicoДокумент1 страницаN.° RUC Apellidos Y Nombres/Denominación O Razón Social Domicilio Fiscal Teléfono Celular Correo ElectrónicoCELINAОценок пока нет
- Granulometria de AgregadosДокумент9 страницGranulometria de AgregadosJò Isco CamarenaОценок пока нет
- P y TP Ruidos y VibracionesДокумент14 страницP y TP Ruidos y VibracionesCele SerranoОценок пока нет
- Politica Control de AccesoДокумент2 страницыPolitica Control de AccesoDiana Paola EspinalОценок пока нет
- Problemas Diodos EGv 1Документ10 страницProblemas Diodos EGv 1Nigel JansenОценок пока нет
- Proyecto de Lab.Документ21 страницаProyecto de Lab.Anonymous fUMgz2100% (1)
- Edes Neuronales Multicapa Con Aprendizaje SupervisadoДокумент39 страницEdes Neuronales Multicapa Con Aprendizaje SupervisadoLuis Carlos Gonzales Rengifo100% (1)