Вам также может понравиться
- Abrasive Flow MachiningДокумент21 страницаAbrasive Flow MachiningnidhidarklordОценок пока нет
- Abrasive Flow MachiningДокумент12 страницAbrasive Flow MachiningfhjОценок пока нет
- Abrasive Flow Machining: Process Principle, Parameters and CapabilitiesДокумент19 страницAbrasive Flow Machining: Process Principle, Parameters and CapabilitiesAnuj ThakkarОценок пока нет
- Abrasive Flow MachiningДокумент4 страницыAbrasive Flow MachiningAnonymous dL8dsCncОценок пока нет
- Chapter 26-Nontraditional MachiningДокумент67 страницChapter 26-Nontraditional MachiningHassan AliОценок пока нет
- Electrochemical Grinding Ecg 160216024442Документ15 страницElectrochemical Grinding Ecg 160216024442sreejith2786Оценок пока нет
- EDMДокумент36 страницEDMshifas 558Оценок пока нет
- Plasma Arc MachiningДокумент24 страницыPlasma Arc MachiningArnav SharmaОценок пока нет
- Electro Chemical MachiningДокумент3 страницыElectro Chemical MachiningRishi RajОценок пока нет
- UNIT-2 Ultrasonic MachiningДокумент73 страницыUNIT-2 Ultrasonic MachiningraghurockramОценок пока нет
- Unit-4 Advanced Machining ProcessesДокумент61 страницаUnit-4 Advanced Machining ProcessesHarshalPatilОценок пока нет
- Electrostream Drilling PDFДокумент2 страницыElectrostream Drilling PDFHOD MechanicalОценок пока нет
- Ultrasonic Machinig: Click To Edit Master Title StyleДокумент16 страницUltrasonic Machinig: Click To Edit Master Title Stylebunty231Оценок пока нет
- Electron Beam MachiningДокумент18 страницElectron Beam MachiningAbhishek KumarОценок пока нет
- Chapter 07 - Non-Traditional MachiningДокумент34 страницыChapter 07 - Non-Traditional MachiningNurul AsyilahОценок пока нет
- Chemical MachiningДокумент25 страницChemical MachiningAbhishek KumarОценок пока нет
- Plasma Arc MachiningДокумент12 страницPlasma Arc MachiningAfsarShaikhОценок пока нет
- UCMP Unit 1Документ16 страницUCMP Unit 1Sreedhar ReddyОценок пока нет
- Electrochemical Grinding (ECG) : Dr. Sanjeev Sharma Professor, Deptt. of Mech. Engg. CEC, LandranДокумент14 страницElectrochemical Grinding (ECG) : Dr. Sanjeev Sharma Professor, Deptt. of Mech. Engg. CEC, LandranAbhishek KumarОценок пока нет
- Plasma Arc Machining (PAM)Документ27 страницPlasma Arc Machining (PAM)nikunjlimbachiyaОценок пока нет
- Non Traditional Machining Techniques - NotesДокумент63 страницыNon Traditional Machining Techniques - Notesjayabalaji_7759100% (1)
- Chapter 1 - Introduction To Hybrid Machining ProcessesДокумент31 страницаChapter 1 - Introduction To Hybrid Machining ProcessesGAURAV KUMAR100% (1)
- Unit - 6Документ22 страницыUnit - 6N Dhanunjaya Rao BorraОценок пока нет
- ELID GrindingДокумент43 страницыELID GrindingStephen.K67% (3)
- Abrasive Jet MachiningДокумент12 страницAbrasive Jet MachiningTejas SuratiОценок пока нет
- UNIT II Turret LatheДокумент29 страницUNIT II Turret LathePalak NaikОценок пока нет
- Hybrid Machining: Made By:-Hiragar Yashkumar Dalpatbhai Guidede By:-Alok SirДокумент28 страницHybrid Machining: Made By:-Hiragar Yashkumar Dalpatbhai Guidede By:-Alok SirYash Hiragar100% (1)
- Vibration Assisted EDMДокумент13 страницVibration Assisted EDMSanjay KumarОценок пока нет
- Non Traditional MachiningДокумент77 страницNon Traditional MachiningAnirudhОценок пока нет
- Electrochemical Machining Nov16th2010Документ47 страницElectrochemical Machining Nov16th2010rajdrklОценок пока нет
- Magnetic Abrasive Flow MachiningДокумент20 страницMagnetic Abrasive Flow Machiningsamarth111670100% (2)
- Electrochemical MachiningДокумент16 страницElectrochemical MachiningParthiban SoundarrajanОценок пока нет
- Non-Conventional Machining ProcessesДокумент31 страницаNon-Conventional Machining ProcessesmunazarОценок пока нет
- Non Conventional Machining PDFДокумент55 страницNon Conventional Machining PDFMarthande100% (1)
- Explosive WeldingДокумент18 страницExplosive WeldingShivam SharmaОценок пока нет
- Electrochemical Deburring Principle and EquipmentsДокумент30 страницElectrochemical Deburring Principle and EquipmentsBARANIОценок пока нет
- Electrochemical Machining (ECM) and GrindingДокумент29 страницElectrochemical Machining (ECM) and GrindingPradip PatelОценок пока нет
- Electrochemical Grinding-2Документ13 страницElectrochemical Grinding-2BhUPindER KhelaОценок пока нет
- EDM, LBM and ECMДокумент30 страницEDM, LBM and ECMSparsh KatiyarОценок пока нет
- Theory of Metal Cutting 2Документ39 страницTheory of Metal Cutting 2Ravichandran G67% (6)
- Magnetic Abrasive MachiningДокумент14 страницMagnetic Abrasive Machiningrajivekarthaa100% (1)
- Shaped Tube Electrolytic MachiningДокумент4 страницыShaped Tube Electrolytic MachiningKaustubh Joshi50% (2)
- Modern Manufacturing TechnologyДокумент15 страницModern Manufacturing TechnologyTHE NORTHCAP UNIVERSITYОценок пока нет
- IEM Notes Unit 2Документ19 страницIEM Notes Unit 2Nageswara Rao Thota100% (1)
- Al SiC MMCДокумент16 страницAl SiC MMCVinu VikkyОценок пока нет
- Lectut MIN-216 PDF UNIT 2 Advanced Manufacturing ProcessesДокумент92 страницыLectut MIN-216 PDF UNIT 2 Advanced Manufacturing Processesvishal guptaОценок пока нет
- Plasma Arc MachiningДокумент18 страницPlasma Arc MachiningStephen WeiОценок пока нет
- EdmДокумент31 страницаEdmSuvin PsОценок пока нет
- Chemical MachiningДокумент23 страницыChemical MachiningAbhishek Chadaga100% (6)
- Laser Beam Machining LBMДокумент32 страницыLaser Beam Machining LBMavinashОценок пока нет
- Lendi Process Manual PDFДокумент43 страницыLendi Process Manual PDFTejaswini PydiОценок пока нет
- Ultrasonic WeldingДокумент20 страницUltrasonic Weldingnayeem100% (3)
- MOdrobs - Mech 2017Документ6 страницMOdrobs - Mech 2017Anbalagan GuruОценок пока нет
- Chapter 2 - Overview of Hybrid Machining ProcessesДокумент32 страницыChapter 2 - Overview of Hybrid Machining ProcessesAman BansalОценок пока нет
- Electrobeam MachiningДокумент8 страницElectrobeam Machiningpatel ketan67% (3)
- Un Conventional Machining Process NotesДокумент174 страницыUn Conventional Machining Process Notesban murthy0% (1)
- Abrasive Flow MachningДокумент27 страницAbrasive Flow Machningraj2avinashОценок пока нет
- AFMpptДокумент9 страницAFMpptbt21107002 Khushi YadavОценок пока нет
- CH 4 MachiningДокумент18 страницCH 4 MachiningAbreham DerejeОценок пока нет
- Usm 1Документ47 страницUsm 1Abhishek KumarОценок пока нет
- Unit-Iv Thermal Metal Removal Processes: Electrical Discharge Machining (Edm)Документ26 страницUnit-Iv Thermal Metal Removal Processes: Electrical Discharge Machining (Edm)Abhishek KumarОценок пока нет
- Unit-Ii Advanced Mechanical Processes Ultrasonic MachiningДокумент14 страницUnit-Ii Advanced Mechanical Processes Ultrasonic MachiningAbhishek KumarОценок пока нет
- Plasma Arc Machining (Pam)Документ13 страницPlasma Arc Machining (Pam)Abhishek Kumar0% (1)
- NCM IДокумент23 страницыNCM IAbhishek KumarОценок пока нет
- Deburring and HonningДокумент23 страницыDeburring and HonningAbhishek Kumar100% (1)
- Electric Discharge Machining (EDM)Документ65 страницElectric Discharge Machining (EDM)Abhishek Kumar50% (2)
- Electrochemical Grinding (ECG) : Dr. Sanjeev Sharma Professor, Deptt. of Mech. Engg. CEC, LandranДокумент14 страницElectrochemical Grinding (ECG) : Dr. Sanjeev Sharma Professor, Deptt. of Mech. Engg. CEC, LandranAbhishek KumarОценок пока нет
- NTMP 2 Marks QuesДокумент1 страницаNTMP 2 Marks QuesAbhishek KumarОценок пока нет
- Electron Beam MachiningДокумент18 страницElectron Beam MachiningAbhishek KumarОценок пока нет
- Abrasive Water Jet Machining (AWJM) : Sanjeev Sharma Professor, Deptt. of Mech. Engg. CEC, LandranДокумент33 страницыAbrasive Water Jet Machining (AWJM) : Sanjeev Sharma Professor, Deptt. of Mech. Engg. CEC, LandranAbhishek KumarОценок пока нет
- Electrochemical Machining (ECM)Документ36 страницElectrochemical Machining (ECM)Abhishek KumarОценок пока нет
- Abrasive Jet Machining (AJM)Документ31 страницаAbrasive Jet Machining (AJM)Abhishek KumarОценок пока нет
- Chemical MachiningДокумент25 страницChemical MachiningAbhishek KumarОценок пока нет
- Basic Civil Engineering - 14Документ1 страницаBasic Civil Engineering - 14visanuОценок пока нет
- Spontaneous Combustion - WikipediaДокумент16 страницSpontaneous Combustion - WikipediaManojkumarОценок пока нет
- Flexible Coating For Manhole Tapers GAAДокумент2 страницыFlexible Coating For Manhole Tapers GAASlagalicaSlagalicaОценок пока нет
- Unit7-3-WWT-Biological Treatment PDFДокумент85 страницUnit7-3-WWT-Biological Treatment PDFnickОценок пока нет
- Corr-Con Inspection Services: Coating Procedure Test (CPT) ReportДокумент4 страницыCorr-Con Inspection Services: Coating Procedure Test (CPT) ReportArun Prasad100% (1)
- Welding PrincipleДокумент61 страницаWelding PrincipleRishu GroverОценок пока нет
- Henkel PDFДокумент20 страницHenkel PDFmangal deo pathakОценок пока нет
- Me8073 Unconventional Machining ProcessesДокумент16 страницMe8073 Unconventional Machining ProcessesVenkadesh Arumugam (Esaikaathalan)Оценок пока нет
- PBI-CCP-QA-0001 QA Welding Consumable Control ProcedureДокумент15 страницPBI-CCP-QA-0001 QA Welding Consumable Control ProcedureTadaya KasaharaОценок пока нет
- Scoop St7 Spare Parts Catalogue PDFДокумент890 страницScoop St7 Spare Parts Catalogue PDFRichard J. Castañeda EstrellaОценок пока нет
- ETHACURE 100-Plus TDSДокумент1 страницаETHACURE 100-Plus TDSsriatul2006Оценок пока нет
- Skill MatrixДокумент25 страницSkill MatrixHR SPEEVO INDUSTRIES LLPОценок пока нет
- Ae2253 LPДокумент2 страницыAe2253 LPசுஜித் குமார்Оценок пока нет
- Processing Chapter 3 Compression MoldingДокумент40 страницProcessing Chapter 3 Compression MoldingpandalynaОценок пока нет
- Action Plan For COPQДокумент7 страницAction Plan For COPQASHIM PAULОценок пока нет
- Indian Standard: Specification FOR Metal Chairs For Office PurposesДокумент10 страницIndian Standard: Specification FOR Metal Chairs For Office PurposesPramukh Test houseОценок пока нет
- RepairProcedurePatchRepair TBДокумент2 страницыRepairProcedurePatchRepair TBAleksandr TsymbalОценок пока нет
- Study and Determination of Tool WearДокумент7 страницStudy and Determination of Tool WearPaul MillerОценок пока нет
- Outline: Screenstar 0.65X Wide Angle AdapterДокумент1 страницаOutline: Screenstar 0.65X Wide Angle AdapterdnyaneshwaОценок пока нет
- Ship Repair Standards For Control of Welding and Material SpecificationsДокумент17 страницShip Repair Standards For Control of Welding and Material SpecificationsScott TrainorОценок пока нет
- Equalization Process in IndustriesДокумент20 страницEqualization Process in Industriesusmansherdin50% (2)
- Increased Grind Life For Trumpf Style Dies: Introducing..Документ1 страницаIncreased Grind Life For Trumpf Style Dies: Introducing..Egemen BatarayОценок пока нет
- Section II Par T A Fer Rous Material Specifications Sa 451 To End 2019 Asme Boiler and Pressure Vessel Code An International Code PDF Free - 7Документ1 страницаSection II Par T A Fer Rous Material Specifications Sa 451 To End 2019 Asme Boiler and Pressure Vessel Code An International Code PDF Free - 7洛霖Оценок пока нет
- 3D Printing Course OverviewДокумент8 страниц3D Printing Course OverviewMarihan AliОценок пока нет
- Data - TristarДокумент4 страницыData - TristarQuỳnh NhưОценок пока нет
- Kenna MetalДокумент80 страницKenna MetalJ Ferreyra LibanoОценок пока нет
- Soldering - TLEДокумент2 страницыSoldering - TLELady StaAnaОценок пока нет
- ARTS 7 - SECOND SUMMATIVE ASSESSMENT 2021-2022 - Google FormsДокумент9 страницARTS 7 - SECOND SUMMATIVE ASSESSMENT 2021-2022 - Google FormsCris LargoОценок пока нет
- Pva Bonding Agent AДокумент2 страницыPva Bonding Agent ANovaArieОценок пока нет
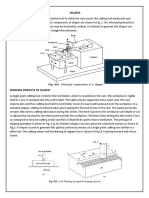
- Working Principle of ShaperДокумент9 страницWorking Principle of ShaperSamir BoseОценок пока нет