Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- New Text DocumentДокумент3 страницыNew Text DocumentHaroon KhanОценок пока нет
- New Text DocumentДокумент2 страницыNew Text DocumentHaroon KhanОценок пока нет
- New Text DocumentДокумент3 страницыNew Text DocumentHaroon KhanОценок пока нет
- Parts of SpeechДокумент4 страницыParts of SpeechGlory Rose G. Pingol-ErazoОценок пока нет
- Haroon KhanДокумент1 страницаHaroon KhanHaroon KhanОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Water Supply System in IndiaДокумент10 страницWater Supply System in IndiaAbhay SisodiaОценок пока нет
- Karaikudi Institute of Technology CE 6023 - INDUSTRIAL WASTE MANAGEMENT (Regulation 2013)Документ2 страницыKaraikudi Institute of Technology CE 6023 - INDUSTRIAL WASTE MANAGEMENT (Regulation 2013)ganesh15Оценок пока нет
- Sustainable Solid Waste Management System: Barangay Bayog, Los Baños, LagunaДокумент12 страницSustainable Solid Waste Management System: Barangay Bayog, Los Baños, Lagunabas haОценок пока нет
- Animal Cell Culture EquipmentДокумент59 страницAnimal Cell Culture EquipmentLeonОценок пока нет
- Biological Sludge Stabilization or DigestionДокумент25 страницBiological Sludge Stabilization or DigestionDr. Akepati Sivarami Reddy100% (1)
- TG Comply With WP Hygiene Proc 270812 PDFДокумент224 страницыTG Comply With WP Hygiene Proc 270812 PDFEmelita MendezОценок пока нет
- State of Loc Governance - ILOCOS NORTE VER1Документ50 страницState of Loc Governance - ILOCOS NORTE VER1JigsIsaacEspinaОценок пока нет
- Assignment 3 (Case Study)Документ5 страницAssignment 3 (Case Study)botakmbg60350% (1)
- Sir AquinoДокумент12 страницSir AquinoDarryl PeñaredondoОценок пока нет
- LB-603 Environmental Law Full Material January 2018 PDFДокумент249 страницLB-603 Environmental Law Full Material January 2018 PDFKavya GuptaОценок пока нет
- HEMPEL'S HI-VEE 5654050180 en-US PDFДокумент9 страницHEMPEL'S HI-VEE 5654050180 en-US PDFegsamir1075Оценок пока нет
- Cidex OPA 20390Документ7 страницCidex OPA 20390Winda SeptianaОценок пока нет
- Biomedical Waste Management E-POSTERДокумент1 страницаBiomedical Waste Management E-POSTERprabuОценок пока нет
- Safety Data Sheet: SECTION 1: Identification of The Substance/mixture and of The Company/undertakingДокумент12 страницSafety Data Sheet: SECTION 1: Identification of The Substance/mixture and of The Company/undertakingthjamesОценок пока нет
- Top 10 Terrifying Prehistoric Sea MonstersДокумент4 страницыTop 10 Terrifying Prehistoric Sea Monstersalexandreshah4844Оценок пока нет
- Ecological Footprint of DiapersДокумент18 страницEcological Footprint of DiaperstheycallmemooОценок пока нет
- Suraj Steam ConsumptionДокумент15 страницSuraj Steam ConsumptionSurajPowarОценок пока нет
- Composition of TyreДокумент5 страницComposition of TyreAnshul GhardeОценок пока нет
- Lakas Kampi-CMD and Teodoro Platform of GovernmentДокумент11 страницLakas Kampi-CMD and Teodoro Platform of GovernmentManuel L. Quezon IIIОценок пока нет
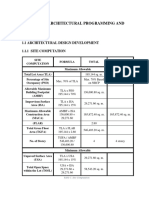
- Chapter 4 - Architectural Programming and Analysis: 1.1 Architectural Design Development 1.1.1 Site ComputationДокумент17 страницChapter 4 - Architectural Programming and Analysis: 1.1 Architectural Design Development 1.1.1 Site ComputationFranz Joseph Natino NicerioОценок пока нет
- Waste Management PlanДокумент63 страницыWaste Management PlanFrancisco Ivan SitoeОценок пока нет
- Lean AccountingДокумент70 страницLean AccountingWulandariОценок пока нет
- Dian Asri Puspa RatnaДокумент8 страницDian Asri Puspa RatnaNur AzizahОценок пока нет
- Malaprabha Biogas Plant Developed by DR S V MapuskarДокумент40 страницMalaprabha Biogas Plant Developed by DR S V Mapuskarsvmapuskar4914100% (3)
- Ie 673 Assignment 6Документ5 страницIe 673 Assignment 6api-346784164Оценок пока нет
- STP Present Used Lube Oil Re-Refining 25anniversaryДокумент89 страницSTP Present Used Lube Oil Re-Refining 25anniversaryEng D A MaxОценок пока нет
- Filtration+Separation - A New Trend in Mobile Water-Treatment Plant HireДокумент3 страницыFiltration+Separation - A New Trend in Mobile Water-Treatment Plant HireMaddenОценок пока нет
- All Brochures ETIДокумент33 страницыAll Brochures ETIPuji RahmawatiОценок пока нет
- Working With Words + Listening & Speaking 2022 - HICHAM OUAZENEДокумент4 страницыWorking With Words + Listening & Speaking 2022 - HICHAM OUAZENENouzha AkohОценок пока нет
- Cyclohexanol To Caprolactam PDFДокумент6 страницCyclohexanol To Caprolactam PDFArianne Faye de GuzmanОценок пока нет