Вам также может понравиться
- Leading with Lean: An Experience-Based Guide to Leading a Lean TransformationОт EverandLeading with Lean: An Experience-Based Guide to Leading a Lean TransformationОценок пока нет
- 02 - Introduction To Lean Principles - Supergraphic PDFДокумент2 страницы02 - Introduction To Lean Principles - Supergraphic PDFNoby BecheerОценок пока нет
- Implementing Lean Management SystemsДокумент54 страницыImplementing Lean Management Systemsomujicar100% (1)
- 25 Lean ToolsДокумент32 страницы25 Lean ToolsDema Dias89% (9)
- Implementing LeanДокумент22 страницыImplementing LeanVladislav Velikov100% (1)
- Process Improvement Tool For LeanДокумент1 страницаProcess Improvement Tool For LeanDhaneshKumarОценок пока нет
- Lean GuideДокумент155 страницLean GuideSujoy Kar100% (1)
- Advanced Lean Training ManualДокумент50 страницAdvanced Lean Training ManualJunjie Chen100% (2)
- Toyota+Kata+HEC+U Ghent+October+2015+v8-0+Students+ PDFДокумент68 страницToyota+Kata+HEC+U Ghent+October+2015+v8-0+Students+ PDFcheri kokОценок пока нет
- Hoshin KanriДокумент16 страницHoshin Kanri5235amitОценок пока нет
- Unit 49: Lean Manufacturing (WEEK 1) : by Daw Zin Mar Oo Assessor Mechanical DepartmentДокумент31 страницаUnit 49: Lean Manufacturing (WEEK 1) : by Daw Zin Mar Oo Assessor Mechanical DepartmentArkar PhyoОценок пока нет
- Lean Six Sigma Green Belt OrientationДокумент18 страницLean Six Sigma Green Belt OrientationJyoti Thonte-BukkapatilОценок пока нет
- Opex VSM Training Module 100711001122 Phpapp02Документ53 страницыOpex VSM Training Module 100711001122 Phpapp02Jesus Jose Hernandez GuerreroОценок пока нет
- Advanced Lean Training Manual Band 4Документ106 страницAdvanced Lean Training Manual Band 4EXDE601E100% (39)
- KPMG Lean Six Sigma CDP - Institutes - 2Документ23 страницыKPMG Lean Six Sigma CDP - Institutes - 2sharlinsdgmailcomОценок пока нет
- 8 Principles To Achieve OpEx by Kevin DugganДокумент11 страниц8 Principles To Achieve OpEx by Kevin DugganAlberto ForteОценок пока нет
- Making Material FlowДокумент108 страницMaking Material FlowSalvador Peña Ugalde100% (1)
- PerformancExcellence Six SigmaДокумент84 страницыPerformancExcellence Six SigmamrragnoОценок пока нет
- The Lean Production Toolbox PDFДокумент4 страницыThe Lean Production Toolbox PDFhcu8050% (1)
- Six Sigma ToolsДокумент56 страницSix Sigma Toolslandersjc100% (1)
- SMED Training MaterialДокумент35 страницSMED Training MaterialEr Jagadish MandalОценок пока нет
- 7 Wastes of Lean ManufacturingДокумент9 страниц7 Wastes of Lean ManufacturingAnamul Haq Siddiqe Masum0% (1)
- Lean Thinking and Just-in-Time SystemsДокумент37 страницLean Thinking and Just-in-Time SystemspravanthbabuОценок пока нет
- Value Stream Mapping FundamentalsДокумент28 страницValue Stream Mapping Fundamentalspedroalvarez0188% (8)
- 0051 Hoshin Kanri Powerpoint Template 16x9Документ10 страниц0051 Hoshin Kanri Powerpoint Template 16x9ASPIRAformance ProGigIn100% (3)
- Lean Six SigmaДокумент14 страницLean Six Sigmababudukku100% (10)
- TWIДокумент25 страницTWIKoRn0605Оценок пока нет
- Going Beyond LeanДокумент7 страницGoing Beyond Leanลูกหมู ตัวที่สามОценок пока нет
- A3 Project Management and Problem Solving Thinking 1. What Is An A3 Project?Документ11 страницA3 Project Management and Problem Solving Thinking 1. What Is An A3 Project?JESUSAA36Оценок пока нет
- 1.-Lean WastesДокумент22 страницы1.-Lean WastesAnkur100% (2)
- Lean Metrics GuideДокумент14 страницLean Metrics GuidebradleyjtennantОценок пока нет
- Lean Management Beyond Manufacturing PDFДокумент300 страницLean Management Beyond Manufacturing PDFjebemvamsve100% (1)
- Autoliv LeanДокумент50 страницAutoliv LeanRajasekaran Murugan100% (1)
- Lean in Public ServicesДокумент31 страницаLean in Public ServicesMario Alejandro Charlin SteinОценок пока нет
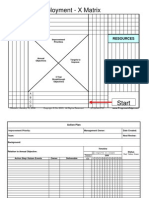
- Policy Deployment X Matrix2Документ4 страницыPolicy Deployment X Matrix2Jonathan Fuentes100% (1)
- Pizza Lean GameДокумент20 страницPizza Lean GamemarceloОценок пока нет
- How To Build A Lean Management SystemДокумент38 страницHow To Build A Lean Management SystemRifki Rizal Derrian100% (3)
- Freddy Balle, Michael Balle-The Gold Mine - A Novel of Lean Turnaround - Lean Enterprises Inst Inc (2005)Документ202 страницыFreddy Balle, Michael Balle-The Gold Mine - A Novel of Lean Turnaround - Lean Enterprises Inst Inc (2005)Anonymous I29NP3c100% (1)
- Kaizen Training Module4ArihantДокумент20 страницKaizen Training Module4ArihantArihant Delhi100% (1)
- Lean Six Sigma 1616096074Документ100 страницLean Six Sigma 1616096074Hany Rashad DawoodОценок пока нет
- Lean Six Sigma CrosswordДокумент1 страницаLean Six Sigma CrosswordexamplecgОценок пока нет
- Lean Six Sigma PrinciplesДокумент59 страницLean Six Sigma PrinciplesAdnan TariqОценок пока нет
- Lean Leaders MeetingДокумент7 страницLean Leaders MeetingdrustagiОценок пока нет
- Lean Six Sigma PDFДокумент28 страницLean Six Sigma PDFMohammed Said MaamraОценок пока нет
- Training LeanДокумент102 страницыTraining LeanMuhammad Mubeen Iqbal Puri100% (2)
- 5S & Visual ManagementДокумент34 страницы5S & Visual ManagementJezza WilsonОценок пока нет
- The Work of Leaders in A Lean Management Enterprise PDFДокумент128 страницThe Work of Leaders in A Lean Management Enterprise PDFolexОценок пока нет
- 001 3 Lean+Six+Sigma+Implementation+Manual V9 PDFДокумент81 страница001 3 Lean+Six+Sigma+Implementation+Manual V9 PDFJuan Pablo Azcuña C.Оценок пока нет
- Hoshin X MatrixДокумент6 страницHoshin X MatrixIndira Prastika ArifiandithaОценок пока нет
- Visual Management: Visual Management Is A Set of Techniques ThatДокумент28 страницVisual Management: Visual Management Is A Set of Techniques ThatBangaru BharathОценок пока нет
- What Is Leader Standard WorkДокумент5 страницWhat Is Leader Standard WorkcristianpetriceanОценок пока нет
- Digital - 20397123-Leading Processes To Lead Companies - Lean Six Sigma PDFДокумент345 страницDigital - 20397123-Leading Processes To Lead Companies - Lean Six Sigma PDFAAlfie Munawir's100% (1)
- Lean-Implementation A25 MakrandДокумент12 страницLean-Implementation A25 MakrandKolekarMakrandMahadeoОценок пока нет
- Description: Tags: 08commadminДокумент11 страницDescription: Tags: 08commadminanon-408015Оценок пока нет
- Description: Tags: 08cfoДокумент9 страницDescription: Tags: 08cfoanon-696737Оценок пока нет
- Description: Tags: 08aidawareДокумент11 страницDescription: Tags: 08aidawareanon-905483Оценок пока нет
- Description: Tags: 08ombudДокумент1 страницаDescription: Tags: 08ombudanon-463337Оценок пока нет
- Unit 7 The Firm and Its Customers - The EconomyДокумент1 страницаUnit 7 The Firm and Its Customers - The EconomyOğuzhan IzgiОценок пока нет
- Value-Map TM DeloitteДокумент1 страницаValue-Map TM DeloitteHugo SalazarОценок пока нет
- Description: Tags: 08cioДокумент29 страницDescription: Tags: 08cioanon-34801Оценок пока нет
- Nur EVS WorksheetДокумент3 страницыNur EVS Worksheetsharma301Оценок пока нет
- Vavilala: Letter of Invitation (Loi) RequestДокумент2 страницыVavilala: Letter of Invitation (Loi) Requestsharma301Оценок пока нет
- Prashanth Vavilala 2019Документ2 страницыPrashanth Vavilala 2019sharma301Оценок пока нет
- Prashanth Vavilala 2019Документ2 страницыPrashanth Vavilala 2019sharma301Оценок пока нет
- Prashanth Vavilala MGRДокумент2 страницыPrashanth Vavilala MGRsharma301Оценок пока нет
- Prashanth Vavilala MGRДокумент2 страницыPrashanth Vavilala MGRsharma301Оценок пока нет
- IOI 21st OctДокумент2 страницыIOI 21st Octsharma301Оценок пока нет
- IOI 21st OctДокумент2 страницыIOI 21st Octsharma301Оценок пока нет
- Part One Part TwoДокумент62 страницыPart One Part TwoLeo Patrick CabrigasОценок пока нет
- Midterm Financial Management Chapter IIДокумент119 страницMidterm Financial Management Chapter IIm_chan029Оценок пока нет
- APQC (Retail-Catalog-Mail) Industry (K06444 - PCF - Ver - 6.1.1 RET)Документ22 страницыAPQC (Retail-Catalog-Mail) Industry (K06444 - PCF - Ver - 6.1.1 RET)Magido MascateОценок пока нет
- ICE Sierra LeoneДокумент34 страницыICE Sierra LeonesanglethilОценок пока нет
- Chapter Two Cost Concepts and Classification: Value Chain Functions and Examples of Costs R&D Example of Cost DriverДокумент13 страницChapter Two Cost Concepts and Classification: Value Chain Functions and Examples of Costs R&D Example of Cost DriverEnoch HE100% (1)
- Etm SavicДокумент86 страницEtm SavicYashashree MuduliОценок пока нет
- Muhammad Usman Sikander - Supply Chain CVДокумент1 страницаMuhammad Usman Sikander - Supply Chain CVusmanОценок пока нет
- Mohanraj New CVДокумент5 страницMohanraj New CVmohan rajОценок пока нет
- PAS 2 Summary Objective of PAS 2Документ3 страницыPAS 2 Summary Objective of PAS 2Charles BarcelaОценок пока нет
- ZaraДокумент2 страницыZarashajeerpcОценок пока нет
- Financial Acct2 2Nd Edition Godwin Solutions Manual Full Chapter PDFДокумент56 страницFinancial Acct2 2Nd Edition Godwin Solutions Manual Full Chapter PDFphongtuanfhep4u100% (10)
- Cost Accountin Couse Out LineДокумент3 страницыCost Accountin Couse Out Linem_waseem_bariОценок пока нет
- FinQuiz Level2Mock2016Version3JuneAMQuestionsДокумент33 страницыFinQuiz Level2Mock2016Version3JuneAMQuestionsDavid LêОценок пока нет
- Arce Dairy Paper For Production and Operations ManagementДокумент36 страницArce Dairy Paper For Production and Operations ManagementBianca Jane Maaliw100% (2)
- Resa P2 Final April 2008Документ15 страницResa P2 Final April 2008Arianne Llorente100% (1)
- Working Capital Imp3Документ100 страницWorking Capital Imp3SamОценок пока нет
- Resume Akuntansi Keuangan Menengah (AKM)Документ10 страницResume Akuntansi Keuangan Menengah (AKM)Rizky AufaОценок пока нет
- 1analytical Procedure PDFДокумент16 страниц1analytical Procedure PDFDivyesh ParmarОценок пока нет
- Orion 10.6 - Maintenance - User ManualДокумент87 страницOrion 10.6 - Maintenance - User ManualJitendra Kumar100% (1)
- MRSUTRIALQ1G08Документ2 страницыMRSUTRIALQ1G08Saurav DashОценок пока нет
- Enterprise TechДокумент4 страницыEnterprise TechNatalie Daguiam100% (2)
- Project On Working Capital ManagementДокумент39 страницProject On Working Capital ManagementDevidas Sapat100% (1)
- MFRS 102Документ14 страницMFRS 102nadОценок пока нет
- 7 11 Stores CASE STUDYДокумент24 страницы7 11 Stores CASE STUDYgouatm_infy100% (17)
- MARTA: 2012 KPMG Phase II Final DraftДокумент114 страницMARTA: 2012 KPMG Phase II Final DraftthomaswheatleyОценок пока нет
- DX300 X4Документ3 страницыDX300 X4cakebuildОценок пока нет
- Logistics, Supply Chain Strategy and PlanningДокумент32 страницыLogistics, Supply Chain Strategy and PlanningSajal GargОценок пока нет
- Operations Research Dissertation TopicsДокумент5 страницOperations Research Dissertation TopicsBuyPaperOnlineCanada100% (1)
- Crack A Case - Sample Case Studies Strategy& PDFДокумент30 страницCrack A Case - Sample Case Studies Strategy& PDFAnkur ShahОценок пока нет
- Unit 5 (Complete)Документ20 страницUnit 5 (Complete)Tushar BhattacharyyaОценок пока нет