Вам также может понравиться
- A12 - Squirt Gun FMEA - AppendixДокумент3 страницыA12 - Squirt Gun FMEA - AppendixKefin TajebОценок пока нет
- A16 - Greenbelt Test AnswersДокумент9 страницA16 - Greenbelt Test AnswersKefin Tajeb0% (1)
- A05 - QOSC Flyer MFG., Asly. Instructions - AppendixДокумент5 страницA05 - QOSC Flyer MFG., Asly. Instructions - AppendixKefin TajebОценок пока нет
- A10 - Helicopter 2 Factor DOE Exercise - AppendixДокумент20 страницA10 - Helicopter 2 Factor DOE Exercise - AppendixKefin TajebОценок пока нет
- DRVДокумент73 страницыDRVKefin TajebОценок пока нет
- The Workplace: The Knowledge Academy Numbers Game v5.2Документ5 страницThe Workplace: The Knowledge Academy Numbers Game v5.2Kefin TajebОценок пока нет
- W.A.T.T.: Pupil Name: Form: DateДокумент4 страницыW.A.T.T.: Pupil Name: Form: DateKefin TajebОценок пока нет
- 4 Define Elements of Waste v10 3Документ19 страниц4 Define Elements of Waste v10 3Kefin TajebОценок пока нет
- Common Tools For Improve Phase: - Decision Making Pugh MatrixДокумент1 страницаCommon Tools For Improve Phase: - Decision Making Pugh MatrixKefin TajebОценок пока нет
- Phase DPMOДокумент65 страницPhase DPMOKefin TajebОценок пока нет
- 5 Analyze Hypothesis Testing Normal Data P1 v10 3Документ84 страницы5 Analyze Hypothesis Testing Normal Data P1 v10 3Kefin TajebОценок пока нет
- 3 Measure Six Sigma Statistics v10 3Документ60 страниц3 Measure Six Sigma Statistics v10 3Kefin TajebОценок пока нет
- Measure Phase: Process DiscoveryДокумент81 страницаMeasure Phase: Process DiscoveryKefin TajebОценок пока нет
- 2 Define Six Sigma Fundamentals v10 3Документ36 страниц2 Define Six Sigma Fundamentals v10 3Kefin TajebОценок пока нет
- Minitab GRR PracticeДокумент49 страницMinitab GRR PracticeKefin TajebОценок пока нет
- Black Belt Certification Exam Faq: DescriptionДокумент1 страницаBlack Belt Certification Exam Faq: DescriptionKefin Tajeb0% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Ford Six SigmaДокумент10 страницFord Six SigmaPrem PatelОценок пока нет
- MGT6 Module 3 Total Quality Management OMДокумент9 страницMGT6 Module 3 Total Quality Management OMEzra HuelgasОценок пока нет
- Quality MGMT Control 17Документ69 страницQuality MGMT Control 17raj0% (1)
- Discussion Notes: Finntrack Strategy: Analysis and Practice Mcgraw-Hill Education EuropeДокумент76 страницDiscussion Notes: Finntrack Strategy: Analysis and Practice Mcgraw-Hill Education EuropemosaferОценок пока нет
- A Review of Six Sigma Approach Methodology Obstacles and BenefitsДокумент5 страницA Review of Six Sigma Approach Methodology Obstacles and Benefitsjustin ambroseОценок пока нет
- Dmaic: Focused Improvement Nestlé Continuous ExcellenceДокумент21 страницаDmaic: Focused Improvement Nestlé Continuous ExcellenceRajaОценок пока нет
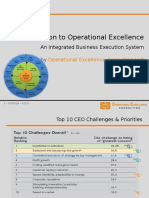
- Introduction To Operational ExcellenceДокумент40 страницIntroduction To Operational ExcellenceJesica OliviaОценок пока нет
- Derby Grey Is Leading Manufacturer of Leather Luggage Bags (Up To 62") For The Style-ConsciousДокумент3 страницыDerby Grey Is Leading Manufacturer of Leather Luggage Bags (Up To 62") For The Style-ConsciousAnonymous 3tLaI7oLAОценок пока нет
- Reinventing ExcellenceДокумент7 страницReinventing ExcellenceAnkur DhirОценок пока нет
- Total Quality Management and Six Sigma PDFДокумент296 страницTotal Quality Management and Six Sigma PDFnvaladorОценок пока нет
- Process Capability - A Managers Tool For 6 Sigma Quality AdvantageДокумент9 страницProcess Capability - A Managers Tool For 6 Sigma Quality AdvantageTahan SibueaОценок пока нет
- Cost of QualityДокумент4 страницыCost of QualitynowsheenbdОценок пока нет
- Implementation of Kaizen For ContinuousДокумент16 страницImplementation of Kaizen For ContinuousAbhinav AshishОценок пока нет
- Six Sigma Implementation in DELL and WIPROДокумент3 страницыSix Sigma Implementation in DELL and WIPROIndhu govindarajuОценок пока нет
- Six Sigma - Friend or Foe?Документ4 страницыSix Sigma - Friend or Foe?souravp2k5Оценок пока нет
- How To Compare Six Sigma Lean and The Theory of ConstraintsДокумент6 страницHow To Compare Six Sigma Lean and The Theory of ConstraintsJuanVelaverdeNolazcoSalasОценок пока нет
- How AI Touches Industry's Future: Machine Learning, Big Data Transform ManufacturingДокумент68 страницHow AI Touches Industry's Future: Machine Learning, Big Data Transform ManufacturingPriscila AbreuОценок пока нет
- Six Sigma Interview Questions & AnswersДокумент28 страницSix Sigma Interview Questions & AnswersF Cristina Queiroz100% (2)
- Six Sigma Implementation by Indian Manufacturing Smes - An Empirical StudyДокумент22 страницыSix Sigma Implementation by Indian Manufacturing Smes - An Empirical StudyRanti IrmarianiОценок пока нет
- Training Report of Iti MankapurДокумент48 страницTraining Report of Iti Mankapurbaladivya550% (2)
- Lecture 8Документ27 страницLecture 8Lê Thiên Giang 2KT-19Оценок пока нет
- Gdnta PDFДокумент108 страницGdnta PDFGagan SinghviОценок пока нет
- The Impact of Cost Management On The ComДокумент34 страницыThe Impact of Cost Management On The Comsell easyОценок пока нет
- Advanced Lean Training Manual Band 4Документ106 страницAdvanced Lean Training Manual Band 4EXDE601E100% (39)
- Discount Links All AIGPE CoursesДокумент3 страницыDiscount Links All AIGPE CoursesSebastianRodriguezCasasОценок пока нет
- Wipro HRДокумент3 страницыWipro HRaditya07gargОценок пока нет
- Six Sigma ToolsДокумент56 страницSix Sigma Toolslandersjc100% (1)
- SixSigma-Case Study QuestionsДокумент11 страницSixSigma-Case Study QuestionsPrasun MajumderОценок пока нет
- UpcyclingFashion CoolClothingPH RefashioningofUsedClothesforMarket-AFeasibilityStudyДокумент58 страницUpcyclingFashion CoolClothingPH RefashioningofUsedClothesforMarket-AFeasibilityStudyErine ContranoОценок пока нет
- CPPP Module 1Документ35 страницCPPP Module 1Murali100% (1)