Вам также может понравиться
- Soul Purpose FormulaДокумент6 страницSoul Purpose Formulanpclap100% (2)
- VEF-15-09 Catalog DetailsДокумент2 страницыVEF-15-09 Catalog DetailsViswa BhuvanОценок пока нет
- Fin Glass 6 PDFДокумент6 страницFin Glass 6 PDFEIWAA100% (1)
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsОт EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsОценок пока нет
- Forces and Motion ActivityДокумент5 страницForces and Motion Activityjanice alquizarОценок пока нет
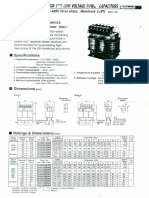
- Series Reactor Lok' V TAG Capacitors: 200 230V / 380-460V Three Phase Eact Nce L 6%Документ2 страницыSeries Reactor Lok' V TAG Capacitors: 200 230V / 380-460V Three Phase Eact Nce L 6%bcqbaoОценок пока нет
- Atc Q-Bridge Thermal ConductorДокумент4 страницыAtc Q-Bridge Thermal ConductorwjsynОценок пока нет
- Portable Power Factor Meters: FeaturesДокумент1 страницаPortable Power Factor Meters: FeaturesShang Divina EbradaОценок пока нет
- Weld Design SpreadsheetДокумент4 страницыWeld Design SpreadsheetAli AkbarОценок пока нет
- Welding Methods & Technology.: V.R.Ekbote Ces (Insp), Ril (PG)Документ52 страницыWelding Methods & Technology.: V.R.Ekbote Ces (Insp), Ril (PG)cyОценок пока нет
- NT90 NingboДокумент2 страницыNT90 NingboabcОценок пока нет
- Description Mechanical Dimensions: Watt ZENER DIODES (2.4V To 200V)Документ3 страницыDescription Mechanical Dimensions: Watt ZENER DIODES (2.4V To 200V)DennisSendoyaОценок пока нет
- DCCДокумент43 страницыDCCSharungomesОценок пока нет
- Hyundai Welding Co., LTD.: Low Alloy, Cellulosic Smaw For PipeДокумент6 страницHyundai Welding Co., LTD.: Low Alloy, Cellulosic Smaw For PipeKali AbdennourОценок пока нет
- J&D Transformateur de Courant Ouvrant 25a 10ma Compteur Energie ComДокумент2 страницыJ&D Transformateur de Courant Ouvrant 25a 10ma Compteur Energie ComChancys MbembaОценок пока нет
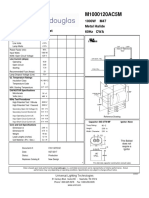
- M1000120AC5MДокумент1 страницаM1000120AC5MEnrique MurgiaОценок пока нет
- Aea0810151m035r - Kyocera Avx - SMD - 8.3 X 8.3 - AecДокумент6 страницAea0810151m035r - Kyocera Avx - SMD - 8.3 X 8.3 - AecAjay SadarОценок пока нет
- Sunon AC Axial Fan & BlowerДокумент27 страницSunon AC Axial Fan & Blowerfuturista25Оценок пока нет
- European Crane Rail: Tensile Strength: Standard LengthsДокумент1 страницаEuropean Crane Rail: Tensile Strength: Standard LengthsErika BravoОценок пока нет
- AMCO Lagerliste Kupfer Bleche PlattenДокумент2 страницыAMCO Lagerliste Kupfer Bleche PlattenReza PramataОценок пока нет
- WW25W, WW20W, WW10W, WW12W, WW08W, WW06W 1%, 5%Документ8 страницWW25W, WW20W, WW10W, WW12W, WW08W, WW06W 1%, 5%Fazli WadoodОценок пока нет
- WIEM 908: C Si MN MoДокумент1 страницаWIEM 908: C Si MN MoagrinjoshОценок пока нет
- Abd 0000 Ce 6 Pto 47 Uf 100 VbseriesДокумент6 страницAbd 0000 Ce 6 Pto 47 Uf 100 VbseriesIrvin FrederickОценок пока нет
- R15 473564 PDFДокумент7 страницR15 473564 PDFHENDER VILLEGASОценок пока нет
- General-Purpose Limit Switch HL-5000: Ordering InformationДокумент7 страницGeneral-Purpose Limit Switch HL-5000: Ordering InformationBudKhОценок пока нет
- Lecture-8DC MachinesДокумент55 страницLecture-8DC MachinesBisrat TeferiОценок пока нет
- Fin Glass 6Документ4 страницыFin Glass 6EIWAAОценок пока нет
- Elmeasure Split Core CT CatalogДокумент1 страницаElmeasure Split Core CT CatalogManikandan BОценок пока нет
- TDS ARGO HYTOS Coils For Solenoid Operated Valves EngДокумент18 страницTDS ARGO HYTOS Coils For Solenoid Operated Valves Engandres ramosОценок пока нет
- Delta Star Transformer BrochureДокумент12 страницDelta Star Transformer Brochureedmar jay conchadaОценок пока нет
- W005F.... W10F: 1.5 A 50 V To 1000 VДокумент4 страницыW005F.... W10F: 1.5 A 50 V To 1000 VBraulio Manuel Trejo PerezОценок пока нет
- Honeywell Generators - Transfer Switches - Commercial 100 400 AmpДокумент2 страницыHoneywell Generators - Transfer Switches - Commercial 100 400 AmpLuis Eder Marin GОценок пока нет
- LB-52 Lb-52u: Oh H Vu F Oh H VuДокумент1 страницаLB-52 Lb-52u: Oh H Vu F Oh H VuMohd Farid OsmanОценок пока нет
- Ordering Code: HA 8007 11/2014 Coils For Solenoid Operated ValvesДокумент18 страницOrdering Code: HA 8007 11/2014 Coils For Solenoid Operated ValvesOleksandr U.Оценок пока нет
- Acs - Catálogo InglêsДокумент3 страницыAcs - Catálogo InglêsPaulo SergioОценок пока нет
- Kaust S.M D.N 0335 PG 1 To 5Документ18 страницKaust S.M D.N 0335 PG 1 To 5aftab khanОценок пока нет
- Relay Finder 55 SeriesДокумент18 страницRelay Finder 55 SeriesBerlianiОценок пока нет
- Thick Film Chip Resistors: FeatureДокумент3 страницыThick Film Chip Resistors: Featurecodap90056Оценок пока нет
- Busbar Trunking Assembly: Horizontal and Vertical ApplicationsДокумент16 страницBusbar Trunking Assembly: Horizontal and Vertical ApplicationsMd.SafwanОценок пока нет
- Pinnacle Alloys E7018 E7018 1Документ2 страницыPinnacle Alloys E7018 E7018 1BerniIrleОценок пока нет
- Resistencia 220 Ohm 5 W PDFДокумент2 страницыResistencia 220 Ohm 5 W PDFAndrés JassoОценок пока нет
- 11KV - Detailed Material ListДокумент1 страница11KV - Detailed Material ListDolyОценок пока нет
- Datasheet Sandvik 2212htДокумент2 страницыDatasheet Sandvik 2212htDarryl007Оценок пока нет
- Atig Pac 315iiiДокумент2 страницыAtig Pac 315iiiharisОценок пока нет
- Pinnacle Alloys E6013Документ2 страницыPinnacle Alloys E6013rahulОценок пока нет
- Trihal TransformerДокумент4 страницыTrihal Transformerhino_kaguОценок пока нет
- NH40 Chint Reversora ManualДокумент3 страницыNH40 Chint Reversora ManualRicardo Nunes Pereira JuniorОценок пока нет
- Reporte de Puesta A TierraДокумент12 страницReporte de Puesta A TierraJesusjaimebaez4094Оценок пока нет
- Tesar Instrument Transformer EN 1499237036Документ28 страницTesar Instrument Transformer EN 1499237036Ana Raquel LeonidasОценок пока нет
- Advanced Power Transmission NotesДокумент52 страницыAdvanced Power Transmission Notes222 Piyush100% (1)
- EHV Cables Laying MethodДокумент22 страницыEHV Cables Laying MethodSudharsanan Sitrarasu100% (2)
- HF DiemasterДокумент18 страницHF DiemasteralphatoolsОценок пока нет
- Datasheet TL18-G enДокумент7 страницDatasheet TL18-G enstarringsideОценок пока нет
- Col. Design - SpreadsheetДокумент4 страницыCol. Design - SpreadsheetCSEC Uganda Ltd.Оценок пока нет
- 82 Series - Modular Timers 5 AДокумент5 страниц82 Series - Modular Timers 5 Adragos_dimitriuОценок пока нет
- Catalog PDFДокумент72 страницыCatalog PDFVIVEK UPADHYAYОценок пока нет
- Ac, Ac-At: Vishay DraloricДокумент12 страницAc, Ac-At: Vishay Draloricjns1606Оценок пока нет
- O 3DA/3DC Disconnector o 3DD/3DE Earthing Switch: AnnexДокумент1 страницаO 3DA/3DC Disconnector o 3DD/3DE Earthing Switch: AnnexttyОценок пока нет
- Ficha Contactores HGC enДокумент14 страницFicha Contactores HGC ensundewsОценок пока нет
- Diode, Transistor & Fet Circuits Manual: Newnes Circuits Manual SeriesОт EverandDiode, Transistor & Fet Circuits Manual: Newnes Circuits Manual SeriesРейтинг: 4.5 из 5 звезд4.5/5 (7)
- Design of An Acoustic Anechoic Chamber For Application in Hearing Aid REsearchДокумент6 страницDesign of An Acoustic Anechoic Chamber For Application in Hearing Aid REsearchJude SudarioОценок пока нет
- Soil Structure Interaction Under Dynamic LoadingДокумент9 страницSoil Structure Interaction Under Dynamic LoadingonurumanОценок пока нет
- Laboratory Report - EvaporationДокумент14 страницLaboratory Report - EvaporationWayne Tandingan0% (1)
- Astronomy - November 2013 (Gnv64)Документ80 страницAstronomy - November 2013 (Gnv64)edies50% (2)
- Gem Lesson 1Документ17 страницGem Lesson 1Ritheria100% (1)
- Yoga in Daily LifeДокумент9 страницYoga in Daily LifeLaerteОценок пока нет
- Linear Response Theory: 3.1 Measurements and Correlation FunctionsДокумент32 страницыLinear Response Theory: 3.1 Measurements and Correlation FunctionsJahan ClaesОценок пока нет
- Chapter1 Electrostatic 2016 ReviewedДокумент98 страницChapter1 Electrostatic 2016 ReviewedSyaza IzzatyОценок пока нет
- SilverThin Slewing Rings and Pinions CatalogДокумент16 страницSilverThin Slewing Rings and Pinions CatalogGanesh LohakareОценок пока нет
- Joshi Classes Test (+2) : One Marks QuestionsДокумент15 страницJoshi Classes Test (+2) : One Marks QuestionsPaavni SharmaОценок пока нет
- Certificate: Well Test Analysis For Gas Condensate ReservoirДокумент19 страницCertificate: Well Test Analysis For Gas Condensate Reservoiryash chavanОценок пока нет
- ACA 2010 Abstracts Manish Chandra PathakДокумент602 страницыACA 2010 Abstracts Manish Chandra Pathakpmcy2Оценок пока нет
- Example Design of A Cold-Formed Steel Lipped Channel Wall Stud in Compression PDFДокумент4 страницыExample Design of A Cold-Formed Steel Lipped Channel Wall Stud in Compression PDFOprisor Costin100% (1)
- Fluid Mechanics Unit1Документ100 страницFluid Mechanics Unit1anjuОценок пока нет
- Scientech 2502Документ2 страницыScientech 2502Rishi KeshОценок пока нет
- Laboratory Experimental Testing of InertersДокумент6 страницLaboratory Experimental Testing of Inertersนิติพล ไชยวงศ์Оценок пока нет
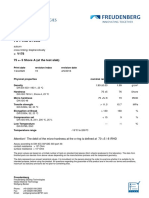
- FST - 70 FKM 37508 enДокумент2 страницыFST - 70 FKM 37508 enXavierОценок пока нет
- Scs 210 AmДокумент6 страницScs 210 AmAntonio CabelloОценок пока нет
- Discrete Element Modelling of Rockfill Railway EmbankmentsДокумент15 страницDiscrete Element Modelling of Rockfill Railway EmbankmentsHerdin AsyidiqОценок пока нет
- Paper - Fatigue Lifetime of Welded Joints Under Random Loading - Colombini P., Dolinski K. - 2001Документ11 страницPaper - Fatigue Lifetime of Welded Joints Under Random Loading - Colombini P., Dolinski K. - 2001Claudio RodriguesОценок пока нет
- How To Calculate The NPSH of Pump in HYSYSДокумент3 страницыHow To Calculate The NPSH of Pump in HYSYSAnonymous jqevOeP7100% (3)
- 2017 Tubing InformationДокумент28 страниц2017 Tubing InformationSatyabrat GaanОценок пока нет
- Syllabus - EE 211L - Electrical Circuits 1Документ8 страницSyllabus - EE 211L - Electrical Circuits 1Miko F. RodriguezОценок пока нет
- Instruction Manual System User's Guide Uv-1800 Shimadzu SpectrophotometerДокумент533 страницыInstruction Manual System User's Guide Uv-1800 Shimadzu SpectrophotometerAdrian Salazar100% (1)
- 1990 - A New Approach To Highefficiency Multibandgap Solar Cells PDFДокумент5 страниц1990 - A New Approach To Highefficiency Multibandgap Solar Cells PDFdarleydomingosОценок пока нет
- Manufacturing Processes II: Fundamentals of Metal FormingДокумент17 страницManufacturing Processes II: Fundamentals of Metal FormingMohamed Galal MekawyОценок пока нет
- ClabДокумент123 страницыClabScribd UserОценок пока нет
- Norwegian Maritime-Equipment 2016Документ568 страницNorwegian Maritime-Equipment 2016budiazis100% (1)