Вам также может понравиться
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- A958Документ5 страницA958DeepakRajurkarОценок пока нет
- BS 10143Документ14 страницBS 10143Satya N.G100% (1)
- General3 AnswerДокумент4 страницыGeneral3 AnswerAnonymous 8bH7sXpcEHОценок пока нет
- Gemology Sri LankaДокумент10 страницGemology Sri LankaDon Dilan BuddhikaОценок пока нет
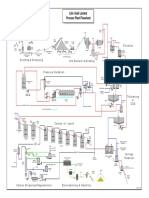
- Lihir Fs PDFДокумент1 страницаLihir Fs PDFKaye ReiesОценок пока нет
- Metallurgy Answer KeyДокумент44 страницыMetallurgy Answer Keymalsttar82% (11)
- ASME SEC IX - Welding Procedure and performance qualificationДокумент144 страницыASME SEC IX - Welding Procedure and performance qualificationसंजय घिल्डियालОценок пока нет
- Electrodes EquivalentДокумент15 страницElectrodes Equivalentgrameshkreddy2013Оценок пока нет
- Rehearsing and Recording Your PresentationДокумент14 страницRehearsing and Recording Your PresentationFattihi EkhmalОценок пока нет
- Crown and Griffin Books: Fiction Genre SalesДокумент4 страницыCrown and Griffin Books: Fiction Genre SalesJacobОценок пока нет
- Rehearsing and Recording Your PresentationДокумент14 страницRehearsing and Recording Your PresentationFattihi EkhmalОценок пока нет
- New Online Resident Portal: 1000 Lake Sylvan Boulevard - Orlando, FL 32804 A Buena Vida CommunityДокумент3 страницыNew Online Resident Portal: 1000 Lake Sylvan Boulevard - Orlando, FL 32804 A Buena Vida CommunityFaye Dianne Damian-BuenafeОценок пока нет
- Adworks Agency New Employee Orientation: Advertising On TargetДокумент12 страницAdworks Agency New Employee Orientation: Advertising On TargetFattihi EkhmalОценок пока нет
- Westbrook-Parker Monthly Report: JANUARY 2016Документ7 страницWestbrook-Parker Monthly Report: JANUARY 2016Fattihi EkhmalОценок пока нет
- Adworks Agency New Employee Orientation: Advertising On TargetДокумент12 страницAdworks Agency New Employee Orientation: Advertising On TargetFattihi EkhmalОценок пока нет
- Crown and Griffin Books: Fiction Genre SalesДокумент4 страницыCrown and Griffin Books: Fiction Genre SalesJacobОценок пока нет
- Rehearsing and Recording Your PresentationДокумент14 страницRehearsing and Recording Your PresentationFattihi EkhmalОценок пока нет
- Mongibello Artisan Pasta: About Our BusinessДокумент8 страницMongibello Artisan Pasta: About Our BusinessFattihi EkhmalОценок пока нет
- The Water CycleДокумент1 страницаThe Water CycleFattihi EkhmalОценок пока нет
- Geetting Started With PowerpointДокумент1 страницаGeetting Started With PowerpointFattihi EkhmalОценок пока нет
- Blaine Flower & Garden Festival: Blaine Central Park May 17-19Документ2 страницыBlaine Flower & Garden Festival: Blaine Central Park May 17-19Fattihi EkhmalОценок пока нет
- Aligning, Ordering, and Grouping ObjectsДокумент2 страницыAligning, Ordering, and Grouping ObjectsFattihi EkhmalОценок пока нет
- EMPLOYMENTДокумент2 страницыEMPLOYMENTFaye Dianne Damian-BuenafeОценок пока нет
- Headers and FootersДокумент29 страницHeaders and FootersFattihi EkhmalОценок пока нет
- Pictures and Text WrappingДокумент3 страницыPictures and Text WrappingFattihi EkhmalОценок пока нет
- Word2016 Pagenumbers PracticeДокумент29 страницWord2016 Pagenumbers PracticeAtik ChunnooОценок пока нет
- Annual Clearance: Get An Additional 25% Off When You Mention This Ad!Документ1 страницаAnnual Clearance: Get An Additional 25% Off When You Mention This Ad!Fattihi EkhmalОценок пока нет
- Monthly Sales Progress ReportДокумент1 страницаMonthly Sales Progress ReportFattihi EkhmalОценок пока нет
- Topic 4 Inside The Computer - Processing and MemoryДокумент77 страницTopic 4 Inside The Computer - Processing and MemoryMd Azani Sham0% (1)
- Weekly Chore Schedule: June 24 - June 28Документ3 страницыWeekly Chore Schedule: June 24 - June 28Fattihi EkhmalОценок пока нет
- Topic5systemsoftware PDFДокумент93 страницыTopic5systemsoftware PDFFattihi EkhmalОценок пока нет
- Teknologi Maklumat Dalam Pendidikan: Input and Output DevicesДокумент60 страницTeknologi Maklumat Dalam Pendidikan: Input and Output DevicesFattihi Ekhmal100% (1)
- Teknologi Maklumat Dalam Pendidikan: Data StorageДокумент91 страницаTeknologi Maklumat Dalam Pendidikan: Data StorageFattihi EkhmalОценок пока нет
- Teknologi Maklumat Dalam Pendidikan: Internet and World Wide WebДокумент55 страницTeknologi Maklumat Dalam Pendidikan: Internet and World Wide WebFattihi EkhmalОценок пока нет
- Topic 1 Introductionto ICTДокумент59 страницTopic 1 Introductionto ICTFattihi EkhmalОценок пока нет
- Topic6 ApplicationsoftwareДокумент79 страницTopic6 ApplicationsoftwareFattihi EkhmalОценок пока нет
- BBD 10803 Information Technology in Education: Network AndcommunicationДокумент26 страницBBD 10803 Information Technology in Education: Network AndcommunicationFattihi EkhmalОценок пока нет
- Computer Security, Ethics and Privacy in EducationДокумент70 страницComputer Security, Ethics and Privacy in EducationFattihi EkhmalОценок пока нет
- Direct Extraction of Copper From Copper Sulfide Minerals Using Deep Eutectic SolventsДокумент3 страницыDirect Extraction of Copper From Copper Sulfide Minerals Using Deep Eutectic SolventsFloren Ardila AlvaradoОценок пока нет
- 4140 HT GrowДокумент8 страниц4140 HT GrowEDISON DA ROSAОценок пока нет
- 14 JOINING ProcessesДокумент17 страниц14 JOINING ProcessesAlfred KuwodzaОценок пока нет
- Effect of Metal Coupling On Rusting of Iron: Chemistry Project FileДокумент8 страницEffect of Metal Coupling On Rusting of Iron: Chemistry Project FileSaroj JiОценок пока нет
- Account Information Sample Information Equipment InformationДокумент2 страницыAccount Information Sample Information Equipment Informationdhavit wijayantoОценок пока нет
- Material and PropertyДокумент14 страницMaterial and PropertyRutvikОценок пока нет
- Steel Making at JSWДокумент14 страницSteel Making at JSWSupreeth R KoundiniyaОценок пока нет
- Astm A109 A109m-08Документ9 страницAstm A109 A109m-08TàiChínhDoanhNghiệpОценок пока нет
- Fatigue Behavior of Friction Welded Medium Carbon Steel and Austenitic Stainless Steel Dissimilar JointsДокумент7 страницFatigue Behavior of Friction Welded Medium Carbon Steel and Austenitic Stainless Steel Dissimilar JointsVijay KumarОценок пока нет
- Morphotropic Phase Boundary in BNT-BZT Solid Solution: A Study by Raman Spectroscopy and Electromechanical ParametersДокумент7 страницMorphotropic Phase Boundary in BNT-BZT Solid Solution: A Study by Raman Spectroscopy and Electromechanical Parametersrahma rahmaОценок пока нет
- Porcas An310 DatasheetДокумент1 страницаPorcas An310 DatasheetleoarnoniОценок пока нет
- B 61 - 02 QjyxДокумент3 страницыB 61 - 02 QjyxFadjar ZulkarnainОценок пока нет
- Inventory StatusДокумент19 страницInventory StatusMuhaiminul IslamОценок пока нет
- Hydrochloric Acid Regeneration in Hydrometallurgical Processes A ReviewДокумент13 страницHydrochloric Acid Regeneration in Hydrometallurgical Processes A ReviewsunhaolanОценок пока нет
- Building Stones Characteristics UsesДокумент7 страницBuilding Stones Characteristics Usespruthvi rajОценок пока нет
- Chapter 6: Non Ferrous Metals: II.1. Presentation and PropertiesДокумент12 страницChapter 6: Non Ferrous Metals: II.1. Presentation and Propertieshoda melhemОценок пока нет
- Titanium Alloys for Dental Implants Reviewed: cpTi and Ti-6Al-4V Remain Superior ChoicesДокумент17 страницTitanium Alloys for Dental Implants Reviewed: cpTi and Ti-6Al-4V Remain Superior ChoicesMariska JuanitaОценок пока нет
- Myb1 2015 Nicke PDFДокумент18 страницMyb1 2015 Nicke PDFakbar suhadaОценок пока нет
- Copper and Copper Alloys EN Standards For Copper AlloysДокумент4 страницыCopper and Copper Alloys EN Standards For Copper AlloysLuis ReyesОценок пока нет
- Night School 18 Session 2Документ67 страницNight School 18 Session 2Luis CortesОценок пока нет
- Daftar PustakaДокумент3 страницыDaftar PustakaNur AisyahОценок пока нет
- Details - Aspx Coating Details: The Following Is A List of The Various Coating PropertiesДокумент6 страницDetails - Aspx Coating Details: The Following Is A List of The Various Coating PropertiesToolgripОценок пока нет