Вам также может понравиться
- Technical Aspects of Supervision: The Commonwealth and International Library: Supervisory StudiesОт EverandTechnical Aspects of Supervision: The Commonwealth and International Library: Supervisory StudiesОценок пока нет
- Session 6: Measuring Capacity in Customized and Variety Driven ProcessesДокумент30 страницSession 6: Measuring Capacity in Customized and Variety Driven ProcessesAniket BorseОценок пока нет
- A9 GroupAssignment Draft OMДокумент7 страницA9 GroupAssignment Draft OMsomechnitjОценок пока нет
- Donner Case Solution-Group13Документ8 страницDonner Case Solution-Group13Jenish KamdarОценок пока нет
- Flow ChartДокумент5 страницFlow Chartkarthikeyan.ntrjnОценок пока нет
- CAD Systems in Mechanical and Production EngineeringОт EverandCAD Systems in Mechanical and Production EngineeringРейтинг: 4.5 из 5 звезд4.5/5 (3)
- Group4 SecB MO DonnerCaseSubmissionДокумент7 страницGroup4 SecB MO DonnerCaseSubmissionAnkit NathОценок пока нет
- Flow DiagramДокумент6 страницFlow DiagramSergio Rivera StapperОценок пока нет
- Design Analysis and Manufacturing SystemsДокумент20 страницDesign Analysis and Manufacturing SystemsAjay MsdОценок пока нет
- Plant Layout and Facilities Planning (3 Credits Semester)Документ10 страницPlant Layout and Facilities Planning (3 Credits Semester)sandy PermadyОценок пока нет
- 5-Lecture 5 SlidesДокумент30 страниц5-Lecture 5 SlidesSooraj S NairОценок пока нет
- OM - Case - Analysis - Donner Company Case ReportДокумент8 страницOM - Case - Analysis - Donner Company Case Reportpusparghya pakrasiОценок пока нет
- SimulationДокумент66 страницSimulationMECH DR.VENKAT PRASATОценок пока нет
- Donner Company CaseanalysisДокумент6 страницDonner Company CaseanalysisShubham JakhmolaОценок пока нет
- Donner Case Operations ManagementДокумент3 страницыDonner Case Operations Managementleeladon0% (1)
- Process Selection and Facility Layout: Learning ObjectivesДокумент25 страницProcess Selection and Facility Layout: Learning ObjectivesWinter NaiОценок пока нет
- Queuing Models: Dr. Rika Ampuh Hadiguna Elita Amrina, PH.DДокумент28 страницQueuing Models: Dr. Rika Ampuh Hadiguna Elita Amrina, PH.Dوالد سميةОценок пока нет
- Comp B 60 DLDA Term Work Shashank RaiДокумент51 страницаComp B 60 DLDA Term Work Shashank Raishashank raiОценок пока нет
- Donner CompanyДокумент11 страницDonner Companymathilde_144100% (2)
- Week 7 - Adaptable Kanban System Maintains JIT ProductionДокумент36 страницWeek 7 - Adaptable Kanban System Maintains JIT ProductionQuynh Chau TranОценок пока нет
- Six Sigma Project ReportДокумент39 страницSix Sigma Project Reportsumeetsaini88Оценок пока нет
- Line Balancing: An Overview ofДокумент27 страницLine Balancing: An Overview ofSpremkumar SpremkumarОценок пока нет
- Line Balancing: An Overview ofДокумент27 страницLine Balancing: An Overview ofDileepSinghОценок пока нет
- Chemical Process DebottleneckingДокумент46 страницChemical Process DebottleneckingAhmed Ansari100% (2)
- Donner CompanyДокумент12 страницDonner Companynikitajain021100% (2)
- Process Engineering Basics of Process Planning For Computer ImplementationДокумент34 страницыProcess Engineering Basics of Process Planning For Computer ImplementationupenderОценок пока нет
- LIST OF TOOLS Css NC 2Документ4 страницыLIST OF TOOLS Css NC 2Cris VidalОценок пока нет
- Activity Relationship Chart (REL Chart)Документ22 страницыActivity Relationship Chart (REL Chart)Deb Tampubolon100% (1)
- Standard Facilities and EquipmentДокумент4 страницыStandard Facilities and Equipmentmoel_94Оценок пока нет
- Assembly-Line Balancing: A Valuable Tool For Increasing EfficiencyДокумент20 страницAssembly-Line Balancing: A Valuable Tool For Increasing Efficiencyaqsa imranОценок пока нет
- Lecture 2: Fundamental Simulation Concept (Simulation of The Single Server Queue)Документ52 страницыLecture 2: Fundamental Simulation Concept (Simulation of The Single Server Queue)Rahul AryanОценок пока нет
- Tutorial 1 QuestionsДокумент7 страницTutorial 1 QuestionsXuejing YangОценок пока нет
- Productivity Rate UAEДокумент41 страницаProductivity Rate UAEGovind ChhawsariaОценок пока нет
- Mini Assignment 5Документ7 страницMini Assignment 5Nitesh KumarОценок пока нет
- Daily Production Report CNC & VMC (28.2)Документ5 страницDaily Production Report CNC & VMC (28.2)Gujju S.p.Оценок пока нет
- How To Balance A Traditional Sewing Line?Документ22 страницыHow To Balance A Traditional Sewing Line?Cool JugglerОценок пока нет
- Chapter 2 Day 15.1Документ38 страницChapter 2 Day 15.1HOÀNG PHẠM HUYОценок пока нет
- NIKKEN NC303L - E - 220221-30mbДокумент340 страницNIKKEN NC303L - E - 220221-30mbGilberto XavierОценок пока нет
- PTLF 04Документ31 страницаPTLF 04Myhacker 24Оценок пока нет
- Pro-Coat Case StudyДокумент6 страницPro-Coat Case StudyKaranPahawaОценок пока нет
- Homework/Assignment: Full Name of submitter: Nguyễn Ngọc Hân Student ID: IEIEIU18152Документ8 страницHomework/Assignment: Full Name of submitter: Nguyễn Ngọc Hân Student ID: IEIEIU18152Quynh Chau TranОценок пока нет
- LSS MetricsДокумент18 страницLSS MetricsEr Darsh ChahalОценок пока нет
- Donner Case WorksheetДокумент3 страницыDonner Case WorksheetZhuoqi LiОценок пока нет
- 01 Exercise CrossmemberДокумент54 страницы01 Exercise CrossmemberSebastian OrdoñezОценок пока нет
- Line Balancing PresentationДокумент39 страницLine Balancing Presentationelmaakoul oussama67% (3)
- Basic Kaizen ToolsДокумент14 страницBasic Kaizen ToolsDaffa HanifОценок пока нет
- Standard Work Combination TablesДокумент14 страницStandard Work Combination Tablescoolpawan10Оценок пока нет
- 0609 User ManualДокумент45 страниц0609 User Manualmihaiparjolea100% (1)
- Lean Six Sigma Green Belt Certification Course: Business Results For Projects Part - 1Документ69 страницLean Six Sigma Green Belt Certification Course: Business Results For Projects Part - 1Rajkumar VijОценок пока нет
- TPM - Kenji Takemura PDFДокумент119 страницTPM - Kenji Takemura PDFtrungОценок пока нет
- Presentation Technology Department NAPCO BEDSДокумент6 страницPresentation Technology Department NAPCO BEDSNihad AhmićОценок пока нет
- tECHNICAL REPORTДокумент5 страницtECHNICAL REPORTAqil HadifОценок пока нет
- Hal-Report CompressДокумент19 страницHal-Report CompressAbdul QaderОценок пока нет
- Donner Company-Final - D - HoutДокумент12 страницDonner Company-Final - D - Houtp23sanjusОценок пока нет
- Process Analysis: Harish RaoДокумент26 страницProcess Analysis: Harish RaoKanav GuptaОценок пока нет
- Delta Calculations LTSW Module 2 EXERCISEДокумент20 страницDelta Calculations LTSW Module 2 EXERCISEdraganОценок пока нет
- Module 114 Basic Textile - 004-PrintingДокумент27 страницModule 114 Basic Textile - 004-PrintingTran Quoc VietОценок пока нет
- 3 HP CompressorДокумент3 страницы3 HP Compressorgokul saravananОценок пока нет
- NJ Lemon LawДокумент2 страницыNJ Lemon Lawscd9750Оценок пока нет
- Cone Crusher CH Series: Rock Processing Chapter DДокумент1 страницаCone Crusher CH Series: Rock Processing Chapter DMortal KombatОценок пока нет
- Jurnal e CommerceДокумент8 страницJurnal e Commercewawan_goodОценок пока нет
- Websphere Business Modeler TutorialДокумент46 страницWebsphere Business Modeler TutorialIda MariaОценок пока нет
- Document For AgileДокумент5 страницDocument For Agilemohan1221itОценок пока нет
- Masa ProfileДокумент20 страницMasa ProfileTasleem HabiОценок пока нет
- Aircraft Pressurization SystemДокумент13 страницAircraft Pressurization Systemviba1995100% (2)
- Design and Manufacturing of Lathe Tool Post Grinding AttachmentДокумент3 страницыDesign and Manufacturing of Lathe Tool Post Grinding AttachmentAnonymous kw8Yrp0R5rОценок пока нет
- Install GCC 4.7 On RHEL 6Документ3 страницыInstall GCC 4.7 On RHEL 6Zhou Yupeng PaulОценок пока нет
- Hrms TablesДокумент32 страницыHrms TablesJoshua MeyerОценок пока нет
- SKF Roller Bearing Handbook PDFДокумент42 страницыSKF Roller Bearing Handbook PDFsureshnfclОценок пока нет
- Pivot and Unpivot On SSISДокумент16 страницPivot and Unpivot On SSISsergiotarrillo100% (2)
- SIP ProjectДокумент69 страницSIP ProjectOmkar AnvekarОценок пока нет
- Connectivity Options Between Honeywell® and DeltaV™ SystemsДокумент17 страницConnectivity Options Between Honeywell® and DeltaV™ SystemsRicardo VillalongaОценок пока нет
- Control Valve PresentationДокумент61 страницаControl Valve PresentationDhanny Miharja100% (1)
- 2016 Strong Spas Comprehensive BrochureДокумент20 страниц2016 Strong Spas Comprehensive BrochureStephen MarcumОценок пока нет
- C M S College of Engineering, Namakkal - 637 003 Department of Management Studies BA9265 Organizational Theory, Design and Development Unit - IДокумент2 страницыC M S College of Engineering, Namakkal - 637 003 Department of Management Studies BA9265 Organizational Theory, Design and Development Unit - IsudhaaОценок пока нет
- Billypugh Practice1Документ9 страницBillypugh Practice1Bernie SimcsОценок пока нет
- MHPQ Pharm 35 Ayurvedic DrugsДокумент104 страницыMHPQ Pharm 35 Ayurvedic DrugsDurban Chamber of Commerce and IndustryОценок пока нет
- ECA Presentation Outline (Customer Copy)Документ12 страницECA Presentation Outline (Customer Copy)prabuharan89Оценок пока нет
- 1 - Training PDS Interface - Generate PCD and PDS RDB FilesДокумент25 страниц1 - Training PDS Interface - Generate PCD and PDS RDB Filesno1139Оценок пока нет
- MotorcycleДокумент4 страницыMotorcycleAlejo PerezОценок пока нет
- Comparison of Fixed AutomationДокумент11 страницComparison of Fixed AutomationEdielma OliveiraОценок пока нет
- TMC 2007 Technical BackgroundДокумент27 страницTMC 2007 Technical Backgroundluigi_mattoОценок пока нет
- Smart Investment E Copy Vol 17 Issue No 1 11th February 2024Документ88 страницSmart Investment E Copy Vol 17 Issue No 1 11th February 2024Kundariya MayurОценок пока нет
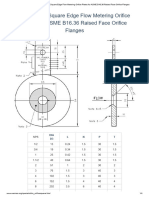
- Wermac - Dimensions of Square Edge Flow Metering Orifice Plates For ASME B16.36 Raised Face Orifice FlangesДокумент4 страницыWermac - Dimensions of Square Edge Flow Metering Orifice Plates For ASME B16.36 Raised Face Orifice Flangestechnicalei sulfindoОценок пока нет
- Hazard Alert Working Safely With Scissor Lifts OSHA3842Документ4 страницыHazard Alert Working Safely With Scissor Lifts OSHA3842ETОценок пока нет
- Mitsubishi Manuals 1045Документ297 страницMitsubishi Manuals 1045popica_barosanu1986100% (2)
- Steinway & Sons: Buying A Legend: Presented By: Group 4Документ20 страницSteinway & Sons: Buying A Legend: Presented By: Group 4adiОценок пока нет