Вам также может понравиться
- Tratamientos SuperficialesДокумент49 страницTratamientos SuperficialesCarlos CobeñasОценок пока нет
- Modelos OrganizacionalesДокумент14 страницModelos OrganizacionalesCarlos CobeñasОценок пока нет
- Combustibles para Fundición MetálicaДокумент41 страницаCombustibles para Fundición Metálicav1kt0r PatiñoОценок пока нет
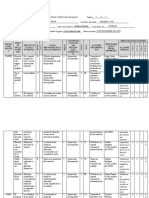
- AMEFДокумент6 страницAMEFPaulina NevarezОценок пока нет
- Tratamiento Termico NitruracionДокумент28 страницTratamiento Termico Nitruracionmiguel angel sebastianОценок пока нет
- Slickline y PistoneoДокумент29 страницSlickline y PistoneoWalter Jhimmy Flores Alcocer100% (1)
- Carpinteria de AluminioДокумент20 страницCarpinteria de AluminioJhoseph Gordillo TinadoОценок пока нет
- ASMEДокумент6 страницASMEMaria Del PilarОценок пока нет
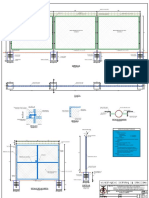
- K-Cerco Perimetrico Malla Olimpica-Cp-01Документ1 страницаK-Cerco Perimetrico Malla Olimpica-Cp-01Elisa Rivas CanoОценок пока нет
- Mecanismos de Transferencia de Calor FinalДокумент9 страницMecanismos de Transferencia de Calor FinaloneillОценок пока нет
- Polimerización Caucho SBRДокумент13 страницPolimerización Caucho SBRJadhira RamirezОценок пока нет
- Preparación de Arenas para FundiciónДокумент4 страницыPreparación de Arenas para FundiciónDiegoTaEzОценок пока нет
- Corrosion SelectivaДокумент25 страницCorrosion Selectivavinibenal100% (2)
- Breve Introduccion A Los Vidrios MetalicosДокумент6 страницBreve Introduccion A Los Vidrios MetalicosDaniel CalleОценок пока нет
- Carburizacion y NitruracionДокумент6 страницCarburizacion y NitruracionCarito Rios100% (1)
- Emulsión Rebombeable GasificadaДокумент37 страницEmulsión Rebombeable GasificadaAnthonyCruzadoОценок пока нет
- Procesamiento de CermetsДокумент11 страницProcesamiento de CermetsMarcela MОценок пока нет
- Proceso de CoquizaciónДокумент3 страницыProceso de CoquizaciónJosé Miguel Cusba100% (1)
- Hornos SoleraДокумент3 страницыHornos SoleraHillary MedinaОценок пока нет
- Clase 12 Procesos Pirometalurgicos - Refinación y MoldeoДокумент30 страницClase 12 Procesos Pirometalurgicos - Refinación y MoldeoBrenda OlivaresОценок пока нет
- Lixiviacion Alcalina ActualizadoДокумент50 страницLixiviacion Alcalina ActualizadoAngel VelasquezОценок пока нет
- Informe de CementacionДокумент8 страницInforme de CementacionperratoОценок пока нет
- Tostador de TiroДокумент11 страницTostador de TirodiegoОценок пока нет
- Lixiviacion en AutoclavesДокумент1 страницаLixiviacion en AutoclavesJesus Armas Cipriano100% (1)
- Dureza y Resilencia Tratamientos TermicosДокумент19 страницDureza y Resilencia Tratamientos TermicosAlvaro CcapatintaОценок пока нет
- Atmósfera ProtectoraДокумент2 страницыAtmósfera ProtectoraSebastián Andrés Rojas MontielОценок пока нет
- Solidificación de Aleaciones de Solución SólidaДокумент25 страницSolidificación de Aleaciones de Solución SólidaminoruxdОценок пока нет
- ESFEROIDIZACIONДокумент2 страницыESFEROIDIZACIONKevin Jose Alvarado Polo100% (2)
- REVENIDOДокумент6 страницREVENIDOMichel MadrigalОценок пока нет
- Tipos de MoldesДокумент5 страницTipos de MoldesNavarro ChavaОценок пока нет
- Horno de CrisolДокумент9 страницHorno de CrisolMarco MenchacaОценок пока нет
- Extrusión en CalienteДокумент7 страницExtrusión en CalienteJavier Reales CantilloОценок пока нет
- VERTICAL MILL - 4 Molino Vertical para La Molienda de Cemento PDFДокумент11 страницVERTICAL MILL - 4 Molino Vertical para La Molienda de Cemento PDFMarlon EspinozaОценок пока нет
- Nuevas Tecnologias para La Prevencion de La CorrosionДокумент42 страницыNuevas Tecnologias para La Prevencion de La CorrosionLENIN DIEGO100% (1)
- Fundición MaleableДокумент2 страницыFundición MaleableAnderson Jesus BartoloОценок пока нет
- Proceso HidrogenacionДокумент7 страницProceso HidrogenacionAntezana Ribera OscarОценок пока нет
- Practica 1. FundicionДокумент7 страницPractica 1. FundicionAle SalazarОценок пока нет
- Pregunta 9Документ7 страницPregunta 9AARON JHERSON ESPINOZA VASQUEZ0% (1)
- Molienda Caracterización y Equipos de OperaciónДокумент10 страницMolienda Caracterización y Equipos de OperaciónDANIEL FRANCISCO BOCANEGRA ROJASОценок пока нет
- Informe de TostacionДокумент19 страницInforme de TostacionLENIN DIEGO0% (1)
- Horno de Fundion Inco FlashДокумент4 страницыHorno de Fundion Inco FlashRubén Palomino0% (1)
- Diapos de Electroquimica MetalurgicaДокумент18 страницDiapos de Electroquimica MetalurgicaCristiams Magno SolorzanoОценок пока нет
- Secado y CoccionДокумент12 страницSecado y CoccionExon PerezОценок пока нет
- EValuativo Primer Corte Segunda Parte Leonardo Atencio 28.515.760Документ5 страницEValuativo Primer Corte Segunda Parte Leonardo Atencio 28.515.760oriannyОценок пока нет
- PulvimetalurgiaДокумент31 страницаPulvimetalurgiaEvi GinaОценок пока нет
- Lab 8 en ProcesoДокумент16 страницLab 8 en ProcesoKarina Mercedes Nunura MoreОценок пока нет
- Qué Es La PirometalurgiaДокумент4 страницыQué Es La PirometalurgiaRodolfo Patricio Berger TapiaОценок пока нет
- Etapas Del Proceso de FundiciónДокумент5 страницEtapas Del Proceso de FundiciónJorge AntonioОценок пока нет
- Hidrodinámica de La Separación de Medios DensosДокумент18 страницHidrodinámica de La Separación de Medios DensosDallance GuevaraОценок пока нет
- PELLETIZACIONДокумент10 страницPELLETIZACIONksteyonОценок пока нет
- 08 Practica - Secuencia de Operaciones-1Документ3 страницы08 Practica - Secuencia de Operaciones-1Jaime Alfonso Gonzalez Vivas50% (2)
- Informe de ArenasДокумент11 страницInforme de ArenasFrancoJavierYelaОценок пока нет
- Cromita RefractarioДокумент11 страницCromita RefractarioAnge SpinozaОценок пока нет
- Producción Del Amoniaco Por El Método HaberДокумент10 страницProducción Del Amoniaco Por El Método HaberMario Ramiro Humerez DiazОценок пока нет
- Fatiga de Los Elementos de MaquinaДокумент21 страницаFatiga de Los Elementos de MaquinaThalia NabilОценок пока нет
- Informe Introducción A La MetalúrgicaДокумент3 страницыInforme Introducción A La Metalúrgicakranos24Оценок пока нет
- Boruros MetalicosДокумент6 страницBoruros MetalicosmariaОценок пока нет
- Hornos FundicionДокумент18 страницHornos FundicioncamiloolayaОценок пока нет
- Hornos... Reactores Químicos Donde Se Realizan Las Operaciones PirometalúrgicasДокумент21 страницаHornos... Reactores Químicos Donde Se Realizan Las Operaciones PirometalúrgicasOscar SanabriaОценок пока нет
- Pre-Laboratorio #3Документ25 страницPre-Laboratorio #3Anonymous yEGP9hnОценок пока нет
- Tostación y Fusión de Concentrados Sulfurados de CobreДокумент19 страницTostación y Fusión de Concentrados Sulfurados de CobrePaul Lazo VicenteОценок пока нет
- Clase 13 Carbonitruración.αVДокумент55 страницClase 13 Carbonitruración.αVJulio GomezОценок пока нет
- Practica 2 TrituracionДокумент12 страницPractica 2 TrituracionAshby NarvaezОценок пока нет
- Tipo de FluidoДокумент1 страницаTipo de FluidoMarthiitaa PerezОценок пока нет
- Cementado ExposicionДокумент7 страницCementado ExposicionDiego SPОценок пока нет
- CementacionДокумент12 страницCementacionLUIS ANGEL MAX AGUILAR RAMIREZОценок пока нет
- CianurizadoДокумент8 страницCianurizadoJohan SanherОценок пока нет
- Ejercicio 02 Tema 5, DrakeДокумент4 страницыEjercicio 02 Tema 5, DrakeCarlos CobeñasОценок пока нет
- Bibliografía de Lineas de TransmisionДокумент2 страницыBibliografía de Lineas de TransmisionCarlos CobeñasОценок пока нет
- Modelos OrganizacionalesДокумент29 страницModelos OrganizacionalesCarlos Cobeñas100% (1)
- Grupo 5 - Método MONENCOДокумент17 страницGrupo 5 - Método MONENCOCarlos CobeñasОценок пока нет
- Sistemas Contables - Sem.06Документ34 страницыSistemas Contables - Sem.06Carlos CobeñasОценок пока нет
- Comandos para ProgramarДокумент2 страницыComandos para ProgramarCarlos CobeñasОценок пока нет
- Lab 4 Setafo 2Документ12 страницLab 4 Setafo 2Carlos CobeñasОценок пока нет
- Laaboratorio IV COB Circuitos IIДокумент16 страницLaaboratorio IV COB Circuitos IICarlos CobeñasОценок пока нет
- Calculo de Los Esfuerzos Principales en Vigas Con El Circulo de MohrДокумент8 страницCalculo de Los Esfuerzos Principales en Vigas Con El Circulo de MohrCarlos CobeñasОценок пока нет
- Laboratorio N 01 Instrumentos ElectricosДокумент22 страницыLaboratorio N 01 Instrumentos ElectricosCarlos CobeñasОценок пока нет
- EthernetДокумент5 страницEthernetCarlos CobeñasОценок пока нет
- Estrategias LocalizaciónДокумент6 страницEstrategias LocalizaciónCarlos CobeñasОценок пока нет
- Practica de Fisica Ii EjerciciosДокумент2 страницыPractica de Fisica Ii EjerciciosCarlos CobeñasОценок пока нет
- Torno CNCДокумент3 страницыTorno CNCJair PuicónОценок пока нет
- 3ra Entrega Cepilladopra de CodoДокумент11 страниц3ra Entrega Cepilladopra de CodoBrayan Alexis Gomez SuarezОценок пока нет
- Tecnologia de Las Herramientas de CorteДокумент16 страницTecnologia de Las Herramientas de CorteYoanela VargasОценок пока нет
- Soporte Armafix - Safe EnergyДокумент2 страницыSoporte Armafix - Safe EnergyStephanie Atoche ChaucaОценок пока нет
- Tema Nº10 El TornoДокумент25 страницTema Nº10 El TornoStefi erritoОценок пока нет
- Guía de ElectrodosДокумент3 страницыGuía de ElectrodosAlberto RiveraОценок пока нет
- Presupuesto Xa Banco 074-2017Документ2 страницыPresupuesto Xa Banco 074-2017Daniel HornaОценок пока нет
- Procesos de MoldeoДокумент50 страницProcesos de MoldeoOscar Ocampo EstradaОценок пока нет
- Ficha Tecnica Cincalum NormasДокумент5 страницFicha Tecnica Cincalum NormasEstéfano ZárateОценок пока нет
- ForjadoДокумент7 страницForjadojose aguilar roqueОценок пока нет
- Certificacion de SoldadoresДокумент2 страницыCertificacion de SoldadoresWILFREDO PORCO ESTRADAОценок пока нет
- COT MR 101 - 2019 Rellenado y Maquinado de Alojamiento de Rotulas de Cilindro PivotДокумент1 страницаCOT MR 101 - 2019 Rellenado y Maquinado de Alojamiento de Rotulas de Cilindro PivotChamakitoThuОценок пока нет
- Guía #2 - Procesos de Conservación de MasaДокумент3 страницыGuía #2 - Procesos de Conservación de MasaKlever TiguaОценок пока нет
- Procesos de Acabado de SuperficieДокумент16 страницProcesos de Acabado de SuperficiePablo OsorioОценок пока нет
- Charolas y Ductos-CablofilДокумент151 страницаCharolas y Ductos-CablofilCristhian RamirezОценок пока нет
- E.T. PuertasДокумент8 страницE.T. PuertasJack Edson CCОценок пока нет
- FT Anticorrosivo DOALДокумент1 страницаFT Anticorrosivo DOALSupervisores SertresОценок пока нет
- 11.1 Vc-Valvula de Control-A2Документ1 страница11.1 Vc-Valvula de Control-A2rolandoОценок пока нет
- Guia de Aprendizaje #4 G8Документ9 страницGuia de Aprendizaje #4 G8naidОценок пока нет
- Metodología para La Manufactura de Una PiezaДокумент30 страницMetodología para La Manufactura de Una PiezaRafael Aguilar RiosОценок пока нет
- VP300 VT Salida AuxiliarДокумент1 страницаVP300 VT Salida AuxiliarFrancisco Martin Calvera MottaОценок пока нет
- Catalogo General Lacunza 2017Документ68 страницCatalogo General Lacunza 2017danielgarciaviejoОценок пока нет
- M04 - Trabajos en CalienteДокумент10 страницM04 - Trabajos en CalienteChristian LoureiroОценок пока нет
- Ejercicios Der Autoestudio 2Документ4 страницыEjercicios Der Autoestudio 2ALEXIS GTОценок пока нет
- Monografía de Las Tuberías-Grupo #02Документ33 страницыMonografía de Las Tuberías-Grupo #02PatriciaBañezMautinoОценок пока нет