Вам также может понравиться
- ML Upper Int BEC Booklet - KeysДокумент12 страницML Upper Int BEC Booklet - KeysChris67% (3)
- ADDC Standard For MV SwitchgearДокумент47 страницADDC Standard For MV SwitchgearAsif Pervez100% (1)
- NZECP 34 1993 New Zealand Electrical Code of Practice For Electrical Safety Distances PDFДокумент29 страницNZECP 34 1993 New Zealand Electrical Code of Practice For Electrical Safety Distances PDFVatsan0% (1)
- BS8519 2010 PDFДокумент12 страницBS8519 2010 PDFwaytobhushan100% (1)
- 05-Engage With The Relevant Community and StakeholdersДокумент6 страниц05-Engage With The Relevant Community and Stakeholdersmehdi_hoseineeОценок пока нет
- SS638: Code of Practice For Electrical InstallationsДокумент2 страницыSS638: Code of Practice For Electrical InstallationsJeevaganОценок пока нет
- S-AAA-SWG-MV-AIS (Rev.0-2015) PDFДокумент29 страницS-AAA-SWG-MV-AIS (Rev.0-2015) PDFAnoop Ks0% (1)
- EP-MS-P4-S3-085 - 11kV Heat Shrinkable Joints - (KM Material Spec)Документ8 страницEP-MS-P4-S3-085 - 11kV Heat Shrinkable Joints - (KM Material Spec)dimaomarОценок пока нет
- FTTH Aerial InstallationДокумент5 страницFTTH Aerial InstallationMustafa KamalОценок пока нет
- Return of The Quants - Risk-Based InvestingДокумент13 страницReturn of The Quants - Risk-Based InvestingdoncalpeОценок пока нет
- Commissioning of Electrical SystemДокумент221 страницаCommissioning of Electrical SystemNguyễn Thế PhongОценок пока нет
- Requirements For Electrical Installations Iet Wiring Regulations 17th Edition PDFДокумент7 страницRequirements For Electrical Installations Iet Wiring Regulations 17th Edition PDFSyed Sufyian AliОценок пока нет
- Cable and Cable GlandsДокумент19 страницCable and Cable Glandstony6868Оценок пока нет
- Cable: Color-Code Standards: T-568A Straight-Through Ethernet CableДокумент3 страницыCable: Color-Code Standards: T-568A Straight-Through Ethernet CableRipunjay MishraОценок пока нет
- LUX Levels ChartДокумент16 страницLUX Levels ChartManoj IllangasooriyaОценок пока нет
- MODULE 4 Extra Low Voltage SystemsДокумент19 страницMODULE 4 Extra Low Voltage SystemsVismithaОценок пока нет
- CV - Electrical Engineer-Design-VigneshДокумент2 страницыCV - Electrical Engineer-Design-VigneshvigneshОценок пока нет
- Assembly VerificationДокумент22 страницыAssembly Verificationmaster9137Оценок пока нет
- S Aa Cab Inst LV (Rev.0 2010)Документ20 страницS Aa Cab Inst LV (Rev.0 2010)Wael AlmassriОценок пока нет
- Fire Resistant 08Документ36 страницFire Resistant 08mehdi227Оценок пока нет
- Kenwood TH-D72 Users ManualДокумент51 страницаKenwood TH-D72 Users ManualrickcobbОценок пока нет
- Brochure For Electrical Design Engineering Oil Gas PDFДокумент10 страницBrochure For Electrical Design Engineering Oil Gas PDFNaveen YallapuОценок пока нет
- Basic Electrical Requirment KSAДокумент10 страницBasic Electrical Requirment KSAfarooq929Оценок пока нет
- Electrical Design Calculations PDFДокумент32 страницыElectrical Design Calculations PDFRAMAKRISHNA0% (1)
- CH 1 - Introduction Electrical Installation Design 2010-2011 A4Документ10 страницCH 1 - Introduction Electrical Installation Design 2010-2011 A4Mohd Farkhan Abu BakarОценок пока нет
- 8113 Cable TrayДокумент5 страниц8113 Cable TrayFarhan SaadatОценок пока нет
- Copper Wire Install StandardДокумент70 страницCopper Wire Install Standardcharlesc5746100% (1)
- Underground Cable ScreenДокумент40 страницUnderground Cable ScreenMilan Djumic100% (1)
- Switchboards, Distribution Boards and Control PanelsДокумент45 страницSwitchboards, Distribution Boards and Control PanelsRachel IngramОценок пока нет
- Specification ADWEAДокумент2 страницыSpecification ADWEASaad AkramОценок пока нет
- 7 Extra Low Voltage System PDFДокумент83 страницы7 Extra Low Voltage System PDFManjunath Beleri0% (1)
- 11 KV SwitchgearДокумент13 страниц11 KV SwitchgearSandip AhireОценок пока нет
- Spec EarthingДокумент10 страницSpec EarthingDolyОценок пока нет
- Nec Cable Bending RadiusДокумент3 страницыNec Cable Bending Radiusact_rahul53Оценок пока нет
- Alstom P542 TNBGuideBookДокумент19 страницAlstom P542 TNBGuideBookZharif SamionОценок пока нет
- Cleveland CablesДокумент144 страницыCleveland CablesPhil PhilipОценок пока нет
- Main Switchboads FAQ AS/NZS StandardДокумент6 страницMain Switchboads FAQ AS/NZS StandardTosikur RahmanОценок пока нет
- Addc Guidlines For LV Services Cable Selection and Fuse RatingДокумент10 страницAddc Guidlines For LV Services Cable Selection and Fuse RatingJon Smith50% (4)
- Accesories For Medium Voltage Distribution NetworkДокумент52 страницыAccesories For Medium Voltage Distribution NetworkFedericoОценок пока нет
- Specification - Rmu - Fpi PDFДокумент35 страницSpecification - Rmu - Fpi PDFprseОценок пока нет
- Cable Calculation FormulaДокумент18 страницCable Calculation FormulaAlok Nath100% (5)
- Associations and Reference StandardsДокумент13 страницAssociations and Reference StandardsgaburrОценок пока нет
- Itu-T: The International Identification Plan For Public Networks and SubscriptionsДокумент26 страницItu-T: The International Identification Plan For Public Networks and SubscriptionspluedonОценок пока нет
- How To Choose A Form of Separation For LV Switchboard and How To Classify ThemДокумент12 страницHow To Choose A Form of Separation For LV Switchboard and How To Classify ThemEnar PauОценок пока нет
- Cable Size - Voltage Drop Calculation (1.1.19)Документ51 страницаCable Size - Voltage Drop Calculation (1.1.19)SizerCircuitОценок пока нет
- Supervisory Interface Panel: Item DescriptionДокумент5 страницSupervisory Interface Panel: Item DescriptionMohd Izham IdrisОценок пока нет
- AS - NZ Standards ListДокумент6 страницAS - NZ Standards Listmarkigldmm918Оценок пока нет
- FEWAДокумент33 страницыFEWArasheed313Оценок пока нет
- Busbar SizeДокумент1 страницаBusbar SizealageshvijayОценок пока нет
- Type of CableДокумент8 страницType of CableAsmadi MusaОценок пока нет
- Cable Sizing CalculationsДокумент37 страницCable Sizing Calculationsraymondushray100% (2)
- Multiple Earthed NeutralДокумент6 страницMultiple Earthed Neutralrajpre1213Оценок пока нет
- Chapter1. Electrical Installations Standards and RegulationsДокумент29 страницChapter1. Electrical Installations Standards and RegulationsHashem ZohbiОценок пока нет
- XLPE Insulated Low Voltage Cables 2012Документ40 страницXLPE Insulated Low Voltage Cables 2012Jeremy McfaddenОценок пока нет
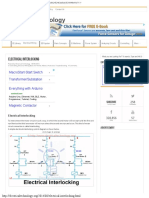
- Electrical InterlockingДокумент2 страницыElectrical InterlockingSeindahNya100% (2)
- Fiber Optic Basics: On-Line CourseДокумент16 страницFiber Optic Basics: On-Line CourseDiana OctaОценок пока нет
- Cabling Presentation: by Caleb KandoroДокумент18 страницCabling Presentation: by Caleb KandoroShione T MundawararaОценок пока нет
- Chapter 3 - Summary-1Документ38 страницChapter 3 - Summary-1Arthur TrevorОценок пока нет
- Ej6i Ons PPTДокумент118 страницEj6i Ons PPTPALLAV MANDVE100% (2)
- PowerGuide ADSS Cable Osp 154Документ8 страницPowerGuide ADSS Cable Osp 154bharatsehgal00Оценок пока нет
- Optical Fiber Composite Overhead Ground Wire (OPGW)Документ5 страницOptical Fiber Composite Overhead Ground Wire (OPGW)Yuli Katherin ChОценок пока нет
- CISA Exam - Testing Concept-Network Physical Media (Fiber Optic/ UTP/STP/Co-axial) (Domain-4)От EverandCISA Exam - Testing Concept-Network Physical Media (Fiber Optic/ UTP/STP/Co-axial) (Domain-4)Оценок пока нет
- Air Canada - Dubai To Tornto - 10-5-2022Документ3 страницыAir Canada - Dubai To Tornto - 10-5-2022gaurang1111Оценок пока нет
- Transformer Monitoring : Protective RelaysДокумент7 страницTransformer Monitoring : Protective Relaysgaurang1111Оценок пока нет
- Switchyard EquipmentsДокумент6 страницSwitchyard Equipmentsgaurang1111Оценок пока нет
- Test Report TFE GGДокумент14 страницTest Report TFE GGgaurang1111Оценок пока нет
- Types: Inertness Magnetic ElectrodeДокумент7 страницTypes: Inertness Magnetic Electrodegaurang1111Оценок пока нет
- Welcome To: Power & Telecommunication Co-Ordination Committee (PTCC)Документ38 страницWelcome To: Power & Telecommunication Co-Ordination Committee (PTCC)gaurang1111Оценок пока нет
- Coal Dominates The Energy Mix With 55% of Total Primary Energy ConsumptionДокумент40 страницCoal Dominates The Energy Mix With 55% of Total Primary Energy Consumptiongaurang1111Оценок пока нет
- Electricity Act 2003.Документ60 страницElectricity Act 2003.gaurang1111Оценок пока нет
- Ems Modules in Uldc: S.P.Kumar CM (Scada-It), SRLDC, BangaloreДокумент69 страницEms Modules in Uldc: S.P.Kumar CM (Scada-It), SRLDC, Bangaloregaurang1111Оценок пока нет
- Fault Level, Sub-Station Capacity, Equipment SelectionДокумент13 страницFault Level, Sub-Station Capacity, Equipment Selectiongaurang1111Оценок пока нет
- DCRM Workshop PGCI BhiwadiДокумент75 страницDCRM Workshop PGCI Bhiwadigaurang1111Оценок пока нет
- Cost Accounting, Contract Costing, Transfer Pricing, Responsible Accounting, Target CostingДокумент33 страницыCost Accounting, Contract Costing, Transfer Pricing, Responsible Accounting, Target Costinggaurang1111Оценок пока нет
- Short Term Open Access: Experience So FarДокумент8 страницShort Term Open Access: Experience So Fargaurang1111Оценок пока нет
- Safety During ConstructionДокумент38 страницSafety During Constructiongaurang1111Оценок пока нет
- Measuring Element - Comparing Element - Control Trip ElementДокумент33 страницыMeasuring Element - Comparing Element - Control Trip Elementgaurang1111Оценок пока нет
- DG SetДокумент42 страницыDG Setgaurang1111Оценок пока нет
- Bay Design, Choice of Switching Schemes, Selection & Sizing of Sub-Station EquipmentДокумент52 страницыBay Design, Choice of Switching Schemes, Selection & Sizing of Sub-Station Equipmentgaurang1111100% (2)
- 10-5 YEARS 1-5 YEARS: Real Time 15 MT Blocks Week To Day AheadДокумент11 страниц10-5 YEARS 1-5 YEARS: Real Time 15 MT Blocks Week To Day Aheadgaurang1111Оценок пока нет
- Condition Monitoring Through DCRMДокумент47 страницCondition Monitoring Through DCRMgaurang1111Оценок пока нет
- High Voltage Distribution System: ApspdclДокумент45 страницHigh Voltage Distribution System: Apspdclgaurang1111Оценок пока нет
- GUBBI Project Distribution & End-Use Efficiency ImprovementsДокумент27 страницGUBBI Project Distribution & End-Use Efficiency Improvementsgaurang1111Оценок пока нет
- Data Acquisition: T.Kalanithy Chief Manager, SRLDC Power Grid Corporation of India LTD, BangaloreДокумент118 страницData Acquisition: T.Kalanithy Chief Manager, SRLDC Power Grid Corporation of India LTD, Bangaloregaurang1111Оценок пока нет
- Biomass Energy and CogenerationДокумент64 страницыBiomass Energy and Cogenerationgaurang1111Оценок пока нет
- BSBRSK501 Manage RiskДокумент9 страницBSBRSK501 Manage RiskStavros NathanailОценок пока нет
- Qrmo Qrma QRMP Qcro QRGP: BulletinДокумент4 страницыQrmo Qrma QRMP Qcro QRGP: BulletinIlham Ahmad RosyadiОценок пока нет
- Code of Corporate Governance For Publicly-Listed CompaniesДокумент41 страницаCode of Corporate Governance For Publicly-Listed CompaniesTherese Janine HetutuaОценок пока нет
- Annex A Grant Application FormДокумент40 страницAnnex A Grant Application FormEugeniu100% (1)
- Course: Project Management Essentials Class: MSPM 1 Instructor: Zaigham Omer UsmaniДокумент17 страницCourse: Project Management Essentials Class: MSPM 1 Instructor: Zaigham Omer UsmaniOsama SajjadОценок пока нет
- Psihologia Sociala ArticolДокумент71 страницаPsihologia Sociala ArticolLiana Maria DrileaОценок пока нет
- CQS102 Residential Tendering Assessment 1: Weighting Learning OutcomeДокумент6 страницCQS102 Residential Tendering Assessment 1: Weighting Learning OutcomeTrish GilvrayОценок пока нет
- Business Studies Project Class 11-CompressedДокумент23 страницыBusiness Studies Project Class 11-CompressedRidhima MungekarОценок пока нет
- Lecture 2 - Module I - Concept of DiversificationДокумент8 страницLecture 2 - Module I - Concept of DiversificationUbaid DarОценок пока нет
- The 5 Voices in Every TeamДокумент17 страницThe 5 Voices in Every TeamBridget WanyagaОценок пока нет
- Macro ProjectДокумент4 страницыMacro ProjectedwinОценок пока нет
- Fatorie and Seekamp (2017) Are Cultural Heritage and Resources Threatened by Climate Change. A Systematic Literature ReviewДокумент28 страницFatorie and Seekamp (2017) Are Cultural Heritage and Resources Threatened by Climate Change. A Systematic Literature ReviewJossias Hélder HumbaneОценок пока нет
- K3L Bab#4 Process SafetyДокумент20 страницK3L Bab#4 Process SafetyayyishОценок пока нет
- 9 Types of MaintenanceДокумент63 страницы9 Types of MaintenanceDaniel ErgichoОценок пока нет
- Values and Standards: of The British ArmyДокумент19 страницValues and Standards: of The British ArmySantiago SigОценок пока нет
- F2004-06 09d Risk Management For Microtunneled SewersДокумент15 страницF2004-06 09d Risk Management For Microtunneled SewersswhuntОценок пока нет
- 02 900-PRC-HS-2170 Task Risk Assessment (23 Jul 2007)Документ44 страницы02 900-PRC-HS-2170 Task Risk Assessment (23 Jul 2007)Syaifulloh Amro100% (1)
- SELEX Sensors and Airborne Systems UK Case Study: Company ProfileДокумент3 страницыSELEX Sensors and Airborne Systems UK Case Study: Company Profileciccio267Оценок пока нет
- Chapter 28 Credit ManagementДокумент26 страницChapter 28 Credit ManagementKapil BansalОценок пока нет
- Melbourne Mercer Global Pension Index 2012 ReportДокумент66 страницMelbourne Mercer Global Pension Index 2012 Reportmau_mmx5738Оценок пока нет
- Heavy Resistance Training Versus Plyometric TrainiДокумент22 страницыHeavy Resistance Training Versus Plyometric Trainiaris58Оценок пока нет
- Foreword: ©association For Investment Management and ResearchДокумент80 страницForeword: ©association For Investment Management and Researchhelvian adeОценок пока нет
- Shareholder Wealth MaximizationДокумент3 страницыShareholder Wealth MaximizationAnonymous fE2l3DzlОценок пока нет
- Back To Back ContractsДокумент4 страницыBack To Back ContractshumaidjafriОценок пока нет
- Risk and ReturnsДокумент17 страницRisk and ReturnsLeica Jayme100% (1)
- Risk Analysis-Production Dept ISOДокумент4 страницыRisk Analysis-Production Dept ISODevashrigodboleОценок пока нет
- NCP 1Документ1 страницаNCP 1John Martelino EnriquezОценок пока нет
- DFSA Business Plan 21-22-Hires SpreadДокумент16 страницDFSA Business Plan 21-22-Hires SpreadForkLogОценок пока нет