Вам также может понравиться
- 1.PPC IntroductionДокумент70 страниц1.PPC IntroductionAbhinav ReddyОценок пока нет
- Plant LayoutДокумент17 страницPlant LayoutChintan GosarОценок пока нет
- Unit I 1.5 Group Technology, Part Classi, CodingДокумент36 страницUnit I 1.5 Group Technology, Part Classi, Codingprof_panneer0% (1)
- Dr. B K Singh's GTДокумент16 страницDr. B K Singh's GTTesfa TeshomeОценок пока нет
- Cellular Manufacturing: Dr. Mohamed A.A. MansourДокумент59 страницCellular Manufacturing: Dr. Mohamed A.A. MansourMohammed MansorОценок пока нет
- GT and CAPPДокумент20 страницGT and CAPPBizuayehu TadesseОценок пока нет
- GT Mod 1Документ17 страницGT Mod 1Sudheesh SОценок пока нет
- Lecture 9-10 - Group Technology and Cellular ManufacturingДокумент48 страницLecture 9-10 - Group Technology and Cellular ManufacturingRakibul HaqueОценок пока нет
- QOM Question Bank For End-Sem ExaminationДокумент9 страницQOM Question Bank For End-Sem ExaminationAyushi ShahОценок пока нет
- Flexible Manufacturing SystemДокумент55 страницFlexible Manufacturing SystemMiftachul HudaОценок пока нет
- DR Rabie 331S06 Introd Mod1Документ31 страницаDR Rabie 331S06 Introd Mod1AlucardAtemОценок пока нет
- M03 Aggragate Planning PPCДокумент29 страницM03 Aggragate Planning PPCAiman Naufal RОценок пока нет
- MM UNIT 3a 2021Документ129 страницMM UNIT 3a 2021Mr. S. Paul JoshuaОценок пока нет
- MM Unit 2Документ208 страницMM Unit 2Mr. S. Paul JoshuaОценок пока нет
- Bragado, Manilyn Barcenas, Michael Kevin Colima, Lady Laurince Kim, Tae Kyoung Nonesa, Rudy MarcДокумент12 страницBragado, Manilyn Barcenas, Michael Kevin Colima, Lady Laurince Kim, Tae Kyoung Nonesa, Rudy MarcChristoferBarruetoОценок пока нет
- Productivity Improvement of Gear Housing by Reduction of Lead TimeДокумент7 страницProductivity Improvement of Gear Housing by Reduction of Lead Timegoutham ramОценок пока нет
- Process Selection and LayoutДокумент19 страницProcess Selection and LayoutSatish RAjОценок пока нет
- PDPP - Presentation.1..Manufacturing Systems and Computers - Jan.2021Документ11 страницPDPP - Presentation.1..Manufacturing Systems and Computers - Jan.2021Ashish KumarОценок пока нет
- Operation ManagementДокумент6 страницOperation ManagementWinter NaiОценок пока нет
- Process Technology StrategyДокумент18 страницProcess Technology Strategyjugraj randhawaОценок пока нет
- Emm5706 - Lecture 04Документ41 страницаEmm5706 - Lecture 04JayОценок пока нет
- 2.3 Group Technology and Cellular Manufacturing-1Документ13 страниц2.3 Group Technology and Cellular Manufacturing-1Joeb DsouzaОценок пока нет
- Operations Management: Process StrategyДокумент54 страницыOperations Management: Process Strategyapi-19482678Оценок пока нет
- Part-Bb Questions: Essay FamilyДокумент2 страницыPart-Bb Questions: Essay FamilyChadaram JagadishОценок пока нет
- Group TechnologyДокумент161 страницаGroup TechnologyjayananthanОценок пока нет
- Norma Isa 95: Enterprise-Control System Integration Standard B2Mml Business To Manufacturing Markup LanguageДокумент79 страницNorma Isa 95: Enterprise-Control System Integration Standard B2Mml Business To Manufacturing Markup LanguageĐan VũОценок пока нет
- Process Designs: Topic 7Документ64 страницыProcess Designs: Topic 7LattaОценок пока нет
- 4 - Group TechnologyДокумент7 страниц4 - Group TechnologySangeeth P DasОценок пока нет
- Oracle Product Lifecycle Management ENGДокумент60 страницOracle Product Lifecycle Management ENGRidwansyah HaryoОценок пока нет
- Process DesignДокумент64 страницыProcess DesignahyaniluthfianasariОценок пока нет
- 5 Group TechnologyДокумент45 страниц5 Group Technologymax hopusОценок пока нет
- JITfinalДокумент32 страницыJITfinalPradeepОценок пока нет
- Group Technology and Cellular AmnufacturingДокумент38 страницGroup Technology and Cellular Amnufacturingkbragkiros75Оценок пока нет
- Process Characteristics: Variety FlowДокумент38 страницProcess Characteristics: Variety Flowpranjali shindeОценок пока нет
- Lean Tool PDFДокумент2 страницыLean Tool PDFTuong Tan100% (1)
- Development of ERP SystemsДокумент16 страницDevelopment of ERP SystemsAbhishek ChadagaОценок пока нет
- Assignment 04Документ5 страницAssignment 04Muhammad Ahsan Waqar KhanОценок пока нет
- Importance of Group Technology and Lean Concepts in Manufacturing - A ReviewДокумент3 страницыImportance of Group Technology and Lean Concepts in Manufacturing - A ReviewAnonymous 66QA81Оценок пока нет
- Lect 2. Types of Production Systems, Group Technology and Cellular Manufacturing SystemДокумент79 страницLect 2. Types of Production Systems, Group Technology and Cellular Manufacturing Systemraja harisОценок пока нет
- Code PenomoranДокумент15 страницCode PenomoranHerwandi AlwiОценок пока нет
- Handout 5 - BUS 309-UpdatedДокумент22 страницыHandout 5 - BUS 309-UpdatedahmedeОценок пока нет
- Supply Chain Applications: - Process StrategyДокумент54 страницыSupply Chain Applications: - Process StrategyUsman GhaniОценок пока нет
- Types of Production SystemДокумент19 страницTypes of Production SystemRahul KukrejaОценок пока нет
- Chp10 Impact of JIT 367 ErpBookДокумент26 страницChp10 Impact of JIT 367 ErpBookchiuwuching260Оценок пока нет
- Presentation On: Capacity Plannig AND LayoutДокумент30 страницPresentation On: Capacity Plannig AND LayoutPuja RajaniОценок пока нет
- Computer Integrated Manufacturing: A Seminar OnДокумент66 страницComputer Integrated Manufacturing: A Seminar OnZoya RizviОценок пока нет
- Production Kpi CollectionДокумент24 страницыProduction Kpi CollectionSaad MuneebОценок пока нет
- Process Strategy: 生產與作業管理 (Production and OperationДокумент26 страницProcess Strategy: 生產與作業管理 (Production and Operationengineeringhandbook100% (4)
- AdsaДокумент72 страницыAdsafexara9242Оценок пока нет
- 88anurag 140430022558 Phpapp02 PDFДокумент25 страниц88anurag 140430022558 Phpapp02 PDFAtul ShandilyaОценок пока нет
- Top 25 Lean Tools White PaperДокумент2 страницыTop 25 Lean Tools White PaperVelu KaruppiahОценок пока нет
- UNIT I 1.6 Group-TechnologyДокумент78 страницUNIT I 1.6 Group-Technologyprof_panneerОценок пока нет
- Chap-4 Facility LayoutДокумент26 страницChap-4 Facility Layoutsushant chaudharyОценок пока нет
- Value Streams: Fundamentals of Manufacturing Excellence ProgramДокумент30 страницValue Streams: Fundamentals of Manufacturing Excellence ProgramTuan AnhОценок пока нет
- Top Solid Integration 2003 UsДокумент12 страницTop Solid Integration 2003 Usapi-3725036Оценок пока нет
- Enterprise Architecture 101. (Includes Numerous Samples - Templates Produced Using TOGAF Methodology) Shail SoodДокумент31 страницаEnterprise Architecture 101. (Includes Numerous Samples - Templates Produced Using TOGAF Methodology) Shail SoodJg ZhouОценок пока нет
- DME-814 Computer Integrated ManufacturingДокумент76 страницDME-814 Computer Integrated ManufacturingFarooq ShahОценок пока нет
- SMED – How to Do a Quick Changeover?: Toyota Production System ConceptsОт EverandSMED – How to Do a Quick Changeover?: Toyota Production System ConceptsРейтинг: 4.5 из 5 звезд4.5/5 (2)
- International Journal of Green and Herbal Chemistry: Anti Ageing Drugs in AyurvedaДокумент14 страницInternational Journal of Green and Herbal Chemistry: Anti Ageing Drugs in AyurvedaananthakumarОценок пока нет
- Chemo Mechanical PolishingДокумент5 страницChemo Mechanical PolishingananthakumarОценок пока нет
- On The Chemo-Mechanical Polishing For Nano-Scale Surface Finish of Brittle WafersДокумент8 страницOn The Chemo-Mechanical Polishing For Nano-Scale Surface Finish of Brittle WafersananthakumarОценок пока нет
- Nakshatra Based Rainfall Climatology: India Meteorological Department, Pune - 411005, IndiaДокумент8 страницNakshatra Based Rainfall Climatology: India Meteorological Department, Pune - 411005, IndiaananthakumarОценок пока нет
- CH 12Документ212 страницCH 12ananthakumarОценок пока нет
- UCMP Int 3 Scheme of EvaluationДокумент9 страницUCMP Int 3 Scheme of EvaluationananthakumarОценок пока нет
- Measurement: To WhatДокумент8 страницMeasurement: To WhatananthakumarОценок пока нет
- Koduvilarpatti, Theni - 625 534. Department of Computer Science and Engineering Theni Kammavar Sangam College of TechnologyДокумент2 страницыKoduvilarpatti, Theni - 625 534. Department of Computer Science and Engineering Theni Kammavar Sangam College of TechnologyananthakumarОценок пока нет
- Scanned by TapscannerДокумент7 страницScanned by TapscannerananthakumarОценок пока нет
- Heat Transfer by Radiation: Ie Castom Sea SearchДокумент8 страницHeat Transfer by Radiation: Ie Castom Sea SearchananthakumarОценок пока нет
- Scanned With CamscannerДокумент9 страницScanned With CamscannerananthakumarОценок пока нет
- Feedback: Heat Transfer by RadiationДокумент9 страницFeedback: Heat Transfer by RadiationananthakumarОценок пока нет
- Theni Kammavar Sangam College of Technology Koduvilarpatti, Theni DTДокумент2 страницыTheni Kammavar Sangam College of Technology Koduvilarpatti, Theni DTananthakumarОценок пока нет
- Theni Kammavar Sangam College of Technology Koduvilarpatti, Theni DTДокумент2 страницыTheni Kammavar Sangam College of Technology Koduvilarpatti, Theni DTananthakumarОценок пока нет
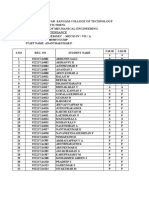
- Koduvilarpatti, Theni - 625 534. Department of Mechanical Engineering Theni Kammavar Sangam College of TechnologyДокумент6 страницKoduvilarpatti, Theni - 625 534. Department of Mechanical Engineering Theni Kammavar Sangam College of TechnologyananthakumarОценок пока нет
- Winners List: GHSS-THEVARAM (Total 4 Prizes)Документ1 страницаWinners List: GHSS-THEVARAM (Total 4 Prizes)ananthakumarОценок пока нет
- Webinar Master FormatДокумент2 страницыWebinar Master FormatananthakumarОценок пока нет
- Notification NAD PDFДокумент1 страницаNotification NAD PDFananthakumarОценок пока нет
- Ucmp Full Attendance 25 Sep To 1 OctДокумент2 страницыUcmp Full Attendance 25 Sep To 1 OctananthakumarОценок пока нет
- Mech Quiz - SecondaryДокумент3 страницыMech Quiz - SecondaryananthakumarОценок пока нет
- 3.10.20 To 8.10.20 UCMPДокумент2 страницы3.10.20 To 8.10.20 UCMPananthakumarОценок пока нет
- UCMP Int 1Документ1 страницаUCMP Int 1ananthakumarОценок пока нет
- The GD-04 "David" GSM Communicator: Table 1 - A Brief List of Programming SMS InstructionsДокумент8 страницThe GD-04 "David" GSM Communicator: Table 1 - A Brief List of Programming SMS InstructionsJesús UrrietaОценок пока нет
- New Sorvall BP-Blood-Banking-BrochureДокумент13 страницNew Sorvall BP-Blood-Banking-BrochureQBP. Luz GómezОценок пока нет
- Godzilla: Seamless 2D and 3D Sketch Environment For Reflective and Creative Design WorkДокумент8 страницGodzilla: Seamless 2D and 3D Sketch Environment For Reflective and Creative Design Worksinghishpal24374Оценок пока нет
- Book Name Authors Publisher Amazon LinkДокумент2 страницыBook Name Authors Publisher Amazon LinkOmar ShahidОценок пока нет
- Sepam Protokol IEC 60870-5-103 Seped305002en PDFДокумент44 страницыSepam Protokol IEC 60870-5-103 Seped305002en PDFApril AustinОценок пока нет
- Interview Qs On r12 p2pДокумент15 страницInterview Qs On r12 p2pAmitPradhanОценок пока нет
- Flare June July 2009Документ102 страницыFlare June July 2009khan_b66Оценок пока нет
- Diris A 30 A 41 Multifunction Measuring Unit PMD Catalogue Pages 2022 11 Dcg00733 enДокумент6 страницDiris A 30 A 41 Multifunction Measuring Unit PMD Catalogue Pages 2022 11 Dcg00733 enAbdelrazek MohamedОценок пока нет
- Internship Mechatronics EnglishДокумент1 страницаInternship Mechatronics EnglishHassan KhalilОценок пока нет
- Backing Up A Domain and Upgrading Weblogic ServerДокумент27 страницBacking Up A Domain and Upgrading Weblogic ServerNetting NichoОценок пока нет
- Acceptable Use AgreementДокумент2 страницыAcceptable Use Agreementapi-325973069Оценок пока нет
- Shunt Capacitor Bank Applications Protection FundamentalsДокумент32 страницыShunt Capacitor Bank Applications Protection Fundamentalsganesamoorthy1987Оценок пока нет
- Fido Jan20 - 2023 2587774662Документ10 страницFido Jan20 - 2023 2587774662Joel Paulose varghese100% (1)
- HangmanДокумент3 страницыHangmanP Sivakumar100% (1)
- ME100 Draft Report Evaluation, Group 2 Final ReportДокумент2 страницыME100 Draft Report Evaluation, Group 2 Final ReportDavid WheatleОценок пока нет
- ACS350 Technical CatalogueДокумент20 страницACS350 Technical CatalogueJОценок пока нет
- 25KW High Frequency Mobile DR System YJ-X5200AДокумент5 страниц25KW High Frequency Mobile DR System YJ-X5200Ajcdavidm2000Оценок пока нет
- Macro Teste de ResistenciaДокумент1 страницаMacro Teste de ResistenciaFelipe MouraОценок пока нет
- Visual Basic 2019 Made Easy: by DR - LiewДокумент41 страницаVisual Basic 2019 Made Easy: by DR - LiewAnup AravindakshanОценок пока нет
- Scrum: The Art of Doing Twice The Work in Half The TimeДокумент3 страницыScrum: The Art of Doing Twice The Work in Half The TimeSyarifudin Zuhri100% (3)
- Predicting The Stock Market Using Machine Learning and Deep Learning PDFДокумент58 страницPredicting The Stock Market Using Machine Learning and Deep Learning PDFPrakash PokhrelОценок пока нет
- Theories & Practices in Local GovernanceДокумент21 страницаTheories & Practices in Local GovernanceLindsey MarieОценок пока нет
- WK 3 PE 3032 TF Signal Flow Graphs Mason Ed0314Документ38 страницWK 3 PE 3032 TF Signal Flow Graphs Mason Ed0314gashawletaОценок пока нет
- Checkpoint Sofaware Release WebДокумент31 страницаCheckpoint Sofaware Release WebjoumorОценок пока нет
- Latitude 9p0 Datasheet USДокумент2 страницыLatitude 9p0 Datasheet USGuillermo IbarraОценок пока нет
- Beluru Sudarshana Profile in BriefДокумент1 страницаBeluru Sudarshana Profile in BriefbeluruОценок пока нет
- Current Mode Bandgap ReferenceДокумент22 страницыCurrent Mode Bandgap ReferenceSovan GhoshОценок пока нет
- MSD 26 PDFДокумент146 страницMSD 26 PDFxana_sweetОценок пока нет
- SEO AdTech Dave ChaffeyДокумент44 страницыSEO AdTech Dave ChaffeysrinivasОценок пока нет