Вам также может понравиться
- 10 Principles For Material HandlingДокумент43 страницы10 Principles For Material HandlingThangahaigaОценок пока нет
- Material Handling-: Unit 3Документ76 страницMaterial Handling-: Unit 3Lihas AirohalОценок пока нет
- Creating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowОт EverandCreating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowРейтинг: 4 из 5 звезд4/5 (1)
- The Ten Principles of Material Handling: The Key To Greater Productivity, Customer Service and ProfitabilityДокумент43 страницыThe Ten Principles of Material Handling: The Key To Greater Productivity, Customer Service and ProfitabilitySajid Yasin100% (1)
- 5S: A Practical Guide to Visualizing and Organizing Workplaces to Improve ProductivityОт Everand5S: A Practical Guide to Visualizing and Organizing Workplaces to Improve ProductivityРейтинг: 5 из 5 звезд5/5 (3)
- 10 Principles Material HandlingДокумент44 страницы10 Principles Material Handlingafiqo aidilОценок пока нет
- Advanced Manufactuing AssignmentДокумент7 страницAdvanced Manufactuing AssignmentJawad AbidОценок пока нет
- Gec524 - Handling EquipmentДокумент10 страницGec524 - Handling EquipmentElfawizzyОценок пока нет
- 10 PrinciplesДокумент5 страниц10 PrinciplesChristian IvanОценок пока нет
- CH 2. PLANNING PRINCIPLEДокумент40 страницCH 2. PLANNING PRINCIPLEAbenezer TasewОценок пока нет
- The Ten Principles of Material HandlingДокумент35 страницThe Ten Principles of Material HandlingpasaykОценок пока нет
- Methods, Processes and Equipment Involved in Handling of SolidsДокумент137 страницMethods, Processes and Equipment Involved in Handling of SolidsRhadel Gantuangco100% (1)
- Chapter 1Документ12 страницChapter 1Priya dharshiniОценок пока нет
- Iyyappan Chapter 1 DONEДокумент14 страницIyyappan Chapter 1 DONEPriya dharshiniОценок пока нет
- 10 Principles of Material HandlingДокумент11 страниц10 Principles of Material HandlingPrateek SharmaОценок пока нет
- The Ten Principles of Material HandlingДокумент46 страницThe Ten Principles of Material HandlingAyush ChopraОценок пока нет
- The Ten Principles of Material HandlingДокумент44 страницыThe Ten Principles of Material HandlingAmira Jane F. VaelОценок пока нет
- Material HandlingДокумент15 страницMaterial HandlingusamaОценок пока нет
- The Ten Principles of Material HandlingДокумент40 страницThe Ten Principles of Material HandlingAtulMauryaОценок пока нет
- Principles of Material HandlingДокумент20 страницPrinciples of Material HandlingTechnical ResearchОценок пока нет
- Bba PM 4Документ10 страницBba PM 4jyoti.singhОценок пока нет
- SCMДокумент10 страницSCMNishi KoshtaОценок пока нет
- Material Handling Systems: For Exploiting Productivity Potential in LogisticsДокумент25 страницMaterial Handling Systems: For Exploiting Productivity Potential in LogisticsSwapnil MalpathakОценок пока нет
- Material Handling: By: Sandeep Kumar Gupta MT14IND021 (Industrial Engineering) Mechanical Engineering DepartmentДокумент21 страницаMaterial Handling: By: Sandeep Kumar Gupta MT14IND021 (Industrial Engineering) Mechanical Engineering DepartmentAhmad Fatih ASОценок пока нет
- Pom 176Документ3 страницыPom 176Mir OsailОценок пока нет
- Material HandelingДокумент14 страницMaterial HandelingAakanshaОценок пока нет
- Material HandlingДокумент17 страницMaterial HandlingJessica SaballeroОценок пока нет
- Materials HandlingДокумент18 страницMaterials HandlingJessica SaballeroОценок пока нет
- Mat HandlingДокумент41 страницаMat HandlingMd EliasОценок пока нет
- Revised CH 5 Material Handling PDFДокумент19 страницRevised CH 5 Material Handling PDFTaha Bzizi100% (1)
- Material Handling Ch-1&2Документ98 страницMaterial Handling Ch-1&2Shuguta LatiОценок пока нет
- Material Handling PrinciplesДокумент22 страницыMaterial Handling PrinciplesABHILASH NОценок пока нет
- Chp.7 Material HandlingДокумент26 страницChp.7 Material HandlinganfaalОценок пока нет
- Mat HandlingДокумент41 страницаMat Handlingvarshasdm1987Оценок пока нет
- Materials HandlingДокумент41 страницаMaterials HandlinghijzainОценок пока нет
- Introduction of Material HandlingДокумент14 страницIntroduction of Material HandlingsankasturkarОценок пока нет
- Material Handling: Jomon Joseph Roll No: 029Документ17 страницMaterial Handling: Jomon Joseph Roll No: 029Jomon JosephОценок пока нет
- MM CH 6Документ7 страницMM CH 6dawitsam7Оценок пока нет
- Mat HandlingДокумент41 страницаMat HandlingkarthiyuvenОценок пока нет
- By/ Rawan Ashraf - 14104116 Represented To DR/ Aya El-WardanyДокумент9 страницBy/ Rawan Ashraf - 14104116 Represented To DR/ Aya El-WardanyRawan AshrafОценок пока нет
- Material Handling and Equipments: Chapter-OneДокумент35 страницMaterial Handling and Equipments: Chapter-Oneeba yohannesОценок пока нет
- Mat HandlingДокумент41 страницаMat Handlingmuniraju mОценок пока нет
- WINSEM2021-22 MEE1018 TH VL2021220503069 Reference Material I 11-04-2022 Module6Документ57 страницWINSEM2021-22 MEE1018 TH VL2021220503069 Reference Material I 11-04-2022 Module6Harsh VermaОценок пока нет
- Mat HandlingДокумент41 страницаMat HandlingkhanomerОценок пока нет
- Chapter 3. Facilities LayoutДокумент18 страницChapter 3. Facilities Layoutmunawer abdusamedОценок пока нет
- Chapter 3 - MATERIAL HANDLING PDFДокумент10 страницChapter 3 - MATERIAL HANDLING PDFShiverrania 29080% (1)
- Material HandlingДокумент12 страницMaterial Handlingseid negashОценок пока нет
- Material Handling SystemsДокумент15 страницMaterial Handling SystemsShreyas JyothishОценок пока нет
- The Moving, Packaging and Storing of Substances in Any FormДокумент7 страницThe Moving, Packaging and Storing of Substances in Any FormKanchan MishraОценок пока нет
- Operation ManagementДокумент32 страницыOperation ManagementTABAHI YADAVОценок пока нет
- Iare PL&MH PptsДокумент47 страницIare PL&MH PptsdheenathayalОценок пока нет
- A Scientific Criteria For Determining A Good Plant LayoutДокумент36 страницA Scientific Criteria For Determining A Good Plant LayoutSenthilKumar SubramanianОценок пока нет
- UNIT 1 - Introduction To Material Handling EquipmentsДокумент20 страницUNIT 1 - Introduction To Material Handling EquipmentsAdugna GosaОценок пока нет
- Material Handling SystemДокумент2 страницыMaterial Handling SystemsureshОценок пока нет
- Chapter 4Документ12 страницChapter 4Melindo JommarОценок пока нет
- Tugas Resume Perencanaan FasilitasДокумент11 страницTugas Resume Perencanaan FasilitasFathi RahmanОценок пока нет
- Material Handling: Submitted byДокумент19 страницMaterial Handling: Submitted byprateek gandhiОценок пока нет
- Module 2 Material Handling - Part 2 by ADFerrerДокумент56 страницModule 2 Material Handling - Part 2 by ADFerrerCzarina OpagueОценок пока нет
- Chapter 1-Introduction To Garment Manufacturing ProcessДокумент29 страницChapter 1-Introduction To Garment Manufacturing ProcessEndashaw YohannesОценок пока нет
- Chapter 2-Capacity Study and Machine LoadingДокумент9 страницChapter 2-Capacity Study and Machine LoadingEndashaw YohannesОценок пока нет
- Chapter 3-Assembly Line BalancingДокумент8 страницChapter 3-Assembly Line BalancingEndashaw YohannesОценок пока нет
- Chapter Two Capacity Study and Machine LoadingДокумент9 страницChapter Two Capacity Study and Machine LoadingEndashaw YohannesОценок пока нет
- Chapter Five Apparel Manufacturing StrategiesДокумент12 страницChapter Five Apparel Manufacturing StrategiesEndashaw YohannesОценок пока нет
- Chapter Six Systems and Control Techniques in Production PlanningДокумент14 страницChapter Six Systems and Control Techniques in Production PlanningEndashaw YohannesОценок пока нет
- Chapter ThreeДокумент8 страницChapter ThreeEndashaw YohannesОценок пока нет
- Chapter TwoДокумент38 страницChapter TwoEndashaw Yohannes100% (1)
- Chapter Four 1. Participative Team Exercise: Managing Assembly LineДокумент10 страницChapter Four 1. Participative Team Exercise: Managing Assembly LineEndashaw YohannesОценок пока нет
- Chapter OneДокумент29 страницChapter OneEndashaw YohannesОценок пока нет
- Plant Layout and Facility Design: Kiot Course Code: Greg 4181 Target Group: 4 Year GEDДокумент31 страницаPlant Layout and Facility Design: Kiot Course Code: Greg 4181 Target Group: 4 Year GEDEndashaw YohannesОценок пока нет
- Chapter OneДокумент30 страницChapter OneEndashaw YohannesОценок пока нет
- Chapter OneДокумент28 страницChapter OneEndashaw YohannesОценок пока нет
- Chapter TwoДокумент36 страницChapter TwoEndashaw YohannesОценок пока нет
- Chapter FourДокумент51 страницаChapter FourEndashaw YohannesОценок пока нет
- Chapter ThreeДокумент60 страницChapter ThreeEndashaw YohannesОценок пока нет
- Table Top ExerciseДокумент21 страницаTable Top ExerciseHala ElasriОценок пока нет
- Year 8 Fractions and PercentagesДокумент20 страницYear 8 Fractions and PercentagessanduedОценок пока нет
- Chapter Two: 4.1 The Structured Paradigm Versus The Object-Oriented ParadigmДокумент43 страницыChapter Two: 4.1 The Structured Paradigm Versus The Object-Oriented ParadigmAmanuel DereseОценок пока нет
- DPR Qa QCДокумент2 страницыDPR Qa QCDarayani AstutiОценок пока нет
- The Definitive Guide To CIIДокумент59 страницThe Definitive Guide To CIIAli HanifОценок пока нет
- 344 - Vaagdevi College of Engineering - WGLДокумент2 страницы344 - Vaagdevi College of Engineering - WGLvishnavi vishuОценок пока нет
- Dometic SMXHT ManualДокумент2 страницыDometic SMXHT ManualAndri MorenoОценок пока нет
- Kennvood DMF9020 SMДокумент29 страницKennvood DMF9020 SMbetmenn45Оценок пока нет
- Sales Order & Pricelist Jobs - Id (Promo Februari 2021)Документ1 страницаSales Order & Pricelist Jobs - Id (Promo Februari 2021)Asriadi KPF SemarangОценок пока нет
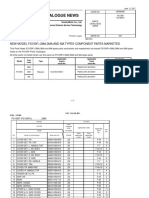
- Parts Catalogue News: New Model Fs150F - 2MA, 3MA and Ma Types Component Parts-MarketedДокумент17 страницParts Catalogue News: New Model Fs150F - 2MA, 3MA and Ma Types Component Parts-MarketedJimanx Haziman100% (1)
- KK Line-Topographic Survey report-TS02Документ25 страницKK Line-Topographic Survey report-TS02Aparna CkОценок пока нет
- Library Copy Merge ProcedureДокумент6 страницLibrary Copy Merge ProcedurecarloОценок пока нет
- BOQ - Project BatangasДокумент3 страницыBOQ - Project BatangasViktoria YumangОценок пока нет
- Mil STD 1554Документ60 страницMil STD 1554myk42Оценок пока нет
- Ga-H61m-Ds2 Hdmi - R10Документ31 страницаGa-H61m-Ds2 Hdmi - R10Emerson SilvaОценок пока нет
- Gave Motorised-And-Ats 099ca00567.07enДокумент32 страницыGave Motorised-And-Ats 099ca00567.07enNugraha D. SaputraОценок пока нет
- Library Management Java ProjectДокумент2 страницыLibrary Management Java ProjectNeha Upadhyay0% (2)
- BAR EXAMINATIONS APPLICATION PROCESS Supreme Court of The PhilippinesДокумент1 страницаBAR EXAMINATIONS APPLICATION PROCESS Supreme Court of The PhilippinesPrettyОценок пока нет
- ESP V-Programming & Data StructureДокумент70 страницESP V-Programming & Data StructureAhana MukherjeeОценок пока нет
- Uae Contractors' Association Members List: Company Name Tel. No. Fax. No. P.O.Box Emirate WebsiteДокумент17 страницUae Contractors' Association Members List: Company Name Tel. No. Fax. No. P.O.Box Emirate WebsiteHiro Ryuuno-sukeОценок пока нет
- Dust Bowl Pictures With DescriptionsДокумент5 страницDust Bowl Pictures With DescriptionsEamon BarkhordarianОценок пока нет
- DBA Lab Ass 2Документ10 страницDBA Lab Ass 2Tao CacheОценок пока нет
- Variable Voltaje AlternadorДокумент37 страницVariable Voltaje AlternadorFrank Araya DiazОценок пока нет
- Testsdumps: Latest Test Dumps For It Exam CertificationДокумент7 страницTestsdumps: Latest Test Dumps For It Exam CertificationSekharОценок пока нет
- AADvance Controller System BuildДокумент161 страницаAADvance Controller System BuildFer EscalonaОценок пока нет
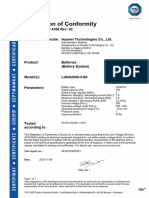
- Luna2000-5-S0 Cert N8aДокумент1 страницаLuna2000-5-S0 Cert N8acatalinnnspinuuuОценок пока нет
- Lukas Erzett - Catalog - 2018 GBДокумент443 страницыLukas Erzett - Catalog - 2018 GBGabriel DobrescuОценок пока нет
- Topic Wise Bundle PDF Course 2022 - Quantitative Aptitude Ages Set-1Документ5 страницTopic Wise Bundle PDF Course 2022 - Quantitative Aptitude Ages Set-1bala15876Оценок пока нет
- Disk Speed Test ManualДокумент78 страницDisk Speed Test ManualKarl Si AkoОценок пока нет
- Shop Heroes Data Spreadsheet - v1.0.91013Документ485 страницShop Heroes Data Spreadsheet - v1.0.91013kjsv1987Оценок пока нет