Вам также может понравиться
- 17) Calcium Propionate Manufacturing ProcessДокумент2 страницы17) Calcium Propionate Manufacturing ProcessShankar kumar roy100% (3)
- Case Study Report Engl Bisc 3Документ64 страницыCase Study Report Engl Bisc 3hammy8680% (5)
- Design CalculationsДокумент43 страницыDesign CalculationsRanjan Rahi100% (1)
- Farmlot Subdivision GuidelinesДокумент27 страницFarmlot Subdivision GuidelinesArnoldAlarcon100% (18)
- Water Balance ChartДокумент2 страницыWater Balance ChartRiyanОценок пока нет
- LegendДокумент152 страницыLegendWard BoothОценок пока нет
- DM Plant OperationДокумент23 страницыDM Plant OperationKanaga Sundaram80% (5)
- Assignment SolutionsДокумент10 страницAssignment SolutionsArrianne Jaye MataОценок пока нет
- Demineralization and Condensate Polishing BasicsДокумент16 страницDemineralization and Condensate Polishing BasicsvenkeekuОценок пока нет
- Environment Management PlanДокумент24 страницыEnvironment Management PlanAnji MettuОценок пока нет
- Water Chemistry & DM Plant Rev00Документ27 страницWater Chemistry & DM Plant Rev00AbhiОценок пока нет
- Thickners Methods & SystemsДокумент13 страницThickners Methods & SystemslucianotigreОценок пока нет
- 03-Carbonatation, Updated July 08Документ32 страницы03-Carbonatation, Updated July 08jantskie100% (2)
- SOBM Calculation SheetДокумент15 страницSOBM Calculation SheetChintan GohelОценок пока нет
- A. Power Plant Overview (By Mr. Tomy Suryatama)Документ34 страницыA. Power Plant Overview (By Mr. Tomy Suryatama)Dimas Febrian SaputraОценок пока нет
- .Water Treatment - O.r.ureteДокумент57 страниц.Water Treatment - O.r.ureteyogeshОценок пока нет
- E-Brite B-150: Brass Plating ProcessДокумент7 страницE-Brite B-150: Brass Plating Processm daneshpourОценок пока нет
- Water Treatment PlantДокумент28 страницWater Treatment PlantVuthpalachaitanya Krishna0% (1)
- 01 10basicfactsCKenglДокумент52 страницы01 10basicfactsCKenglmahmoud13Оценок пока нет
- Un Sustainable Development Goal 12Документ2 страницыUn Sustainable Development Goal 12api-409520086Оценок пока нет
- BalaДокумент26 страницBalamkgchemОценок пока нет
- MATERI 2 Water Treatment Plant and LaboratoriumДокумент15 страницMATERI 2 Water Treatment Plant and LaboratoriumNur Ali SaidОценок пока нет
- An Overview of Demineralisation Plant in Thermal Power StationДокумент37 страницAn Overview of Demineralisation Plant in Thermal Power StationAnirban Pal80% (5)
- Materi 2: Water Treatment Plant & LaboratoriumДокумент15 страницMateri 2: Water Treatment Plant & LaboratoriumNur Ali SaidОценок пока нет
- APTI413 PP Ch8Документ65 страницAPTI413 PP Ch8Stefanos DiamantisОценок пока нет
- PTPДокумент15 страницPTPAnshumanSrivastavaОценок пока нет
- SOBM Calculation SheetДокумент18 страницSOBM Calculation Sheetongcchemist gd chitraОценок пока нет
- 0 0 1211812181211ManufacturingProcessДокумент17 страниц0 0 1211812181211ManufacturingProcessLUISОценок пока нет
- Guatemala DM Ro BWT CWT 2011Документ127 страницGuatemala DM Ro BWT CWT 2011Rolando PosseОценок пока нет
- 4P Multiple Conventional Hydraulic Fracturing Modeling in Directional Wells. Historical Case Well PN3 1 Pumping Treatment Thru BLT Gas Lift Installation in Offshore RiglesДокумент26 страниц4P Multiple Conventional Hydraulic Fracturing Modeling in Directional Wells. Historical Case Well PN3 1 Pumping Treatment Thru BLT Gas Lift Installation in Offshore RiglesBrayan Herrera CastilloОценок пока нет
- Water ChemistryДокумент99 страницWater Chemistryvit200711100% (1)
- WATERДокумент47 страницWATERTarun NairОценок пока нет
- 18.) Calcium Stearate: (A) Manufacturing ProcessДокумент2 страницы18.) Calcium Stearate: (A) Manufacturing ProcessShankar kumar royОценок пока нет
- CTA PlantДокумент3 страницыCTA PlantrgОценок пока нет
- 21.) Potassium Oxalate: (A) Manufacturing ProcessДокумент2 страницы21.) Potassium Oxalate: (A) Manufacturing ProcessShankar kumar roy100% (1)
- Design Basis R4Документ2 страницыDesign Basis R4sunil patelОценок пока нет
- SiteДокумент6 страницSiteAlok KumarОценок пока нет
- 1.distinguish Between Sludge and Scale With An Example: Part - AДокумент17 страниц1.distinguish Between Sludge and Scale With An Example: Part - ADinesh Kumar MОценок пока нет
- Desalting Process in GOSP1 - ٠٤١٩٣١Документ13 страницDesalting Process in GOSP1 - ٠٤١٩٣١elkasehoОценок пока нет
- Boq - 100 KLD STP Plant DJ Group ModinagarДокумент1 страницаBoq - 100 KLD STP Plant DJ Group ModinagarVishal shuklaОценок пока нет
- CSTPS ChemistryДокумент146 страницCSTPS ChemistryRitesh MokhadeОценок пока нет
- Third - Bay-Presentation - Seeded Slurry BCДокумент30 страницThird - Bay-Presentation - Seeded Slurry BChassan.yaqoobОценок пока нет
- Sitara Chemical InternshipДокумент23 страницыSitara Chemical Internshipmuhammad uzairОценок пока нет
- Valve Sizing Calculation8Документ2 страницыValve Sizing Calculation8PIDОценок пока нет
- fouling factor 중량 비체적: ft^2/Btu m^2/Kcal lb/ft kg/m lb/ft^3 kg/m^3 0.3689556791 1.4881889764 16.018732594Документ27 страницfouling factor 중량 비체적: ft^2/Btu m^2/Kcal lb/ft kg/m lb/ft^3 kg/m^3 0.3689556791 1.4881889764 16.018732594김종민Оценок пока нет
- Desal PresentationДокумент18 страницDesal PresentationMurugan BalajiОценок пока нет
- Water 2PRTДокумент12 страницWater 2PRTghost66indОценок пока нет
- Pre-Leach Thickener Leach Tank 3 Leach Tank 2 Leach Tank 1Документ2 страницыPre-Leach Thickener Leach Tank 3 Leach Tank 2 Leach Tank 1francis tenkorangОценок пока нет
- Sewage Treatment PlantДокумент17 страницSewage Treatment Plantsoumyarm942Оценок пока нет
- Flowsheet WWT IKPPДокумент5 страницFlowsheet WWT IKPPDiffa achmadОценок пока нет
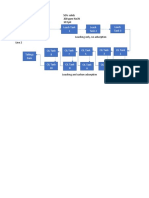
- Acetylene Drying Section SketchДокумент1 страницаAcetylene Drying Section SketchTKT ConsultantОценок пока нет
- CE523 Assignment 6 Solutions: SolutionДокумент10 страницCE523 Assignment 6 Solutions: SolutionAin NadiahОценок пока нет
- PSL261S - Assignment 2 FINALLДокумент3 страницыPSL261S - Assignment 2 FINALLziziphomkosana2003Оценок пока нет
- Sewage Treatment Is The Process of Removing ContaminantsДокумент52 страницыSewage Treatment Is The Process of Removing ContaminantsKedir omerОценок пока нет
- Power Plant ChemistryДокумент101 страницаPower Plant ChemistryNaveen ChodagiriОценок пока нет
- Crude Distillation & Desalting-IICHE Online Summer Training-05.06.2020 7 PMДокумент30 страницCrude Distillation & Desalting-IICHE Online Summer Training-05.06.2020 7 PMAnanjan MukhopadhyayОценок пока нет
- Brochure-Chlorine Di-Oxide Generation and Dosing SystemДокумент4 страницыBrochure-Chlorine Di-Oxide Generation and Dosing SystemsamirОценок пока нет
- Carboxymethyl Cellulose Synthesis From Durian Seed Flour: The Effect of Sodium Chloroacetate VariationДокумент11 страницCarboxymethyl Cellulose Synthesis From Durian Seed Flour: The Effect of Sodium Chloroacetate VariationALОценок пока нет
- Water 2SДокумент35 страницWater 2SIshan Satya PrakashОценок пока нет
- Introductory Of: UtilityДокумент49 страницIntroductory Of: UtilitynugrohoОценок пока нет
- Pollution Control For ETPДокумент2 страницыPollution Control For ETPRiyanОценок пока нет
- Industrial Effluent Treatment System (IETS)Документ26 страницIndustrial Effluent Treatment System (IETS)Muhammad UthmanОценок пока нет
- Power Plant-Part - 2 of 1Документ10 страницPower Plant-Part - 2 of 1Thiru AnanthОценок пока нет
- Sulfuric Acid Alkylation Technology: Dr. Girish K. Chitnis Mr. Ron D. Mcgihon Mr. Aneesh Prasad Mr. Christopher M. DeanДокумент18 страницSulfuric Acid Alkylation Technology: Dr. Girish K. Chitnis Mr. Ron D. Mcgihon Mr. Aneesh Prasad Mr. Christopher M. DeanmarraezОценок пока нет
- Industrial Green Chemistry World (IGCW 2011), Symposium and ExpoДокумент1 страницаIndustrial Green Chemistry World (IGCW 2011), Symposium and ExpoIndustrial Green Chemistry WorldОценок пока нет
- Key Initiatives in Sustainable Development: DR M G Palekar Atul LTDДокумент22 страницыKey Initiatives in Sustainable Development: DR M G Palekar Atul LTDIndustrial Green Chemistry WorldОценок пока нет
- Recycle@Source: To End of The Pipe TreatmentДокумент31 страницаRecycle@Source: To End of The Pipe TreatmentIndustrial Green Chemistry WorldОценок пока нет
- Organizers: Renaissance Hotel The Convention Center Mumbai, IndiaДокумент20 страницOrganizers: Renaissance Hotel The Convention Center Mumbai, IndiaIndustrial Green Chemistry WorldОценок пока нет
- Camiling Catholic School Arellano St. Pob. B. Camiling, TarlacДокумент3 страницыCamiling Catholic School Arellano St. Pob. B. Camiling, TarlacDonna Jace MangrobangОценок пока нет
- MSDS M-Kurita KF SBL-20 (R1) CasДокумент2 страницыMSDS M-Kurita KF SBL-20 (R1) CasArief SetiawanОценок пока нет
- Swatch: Waste Destruction / Decomposition SystemДокумент9 страницSwatch: Waste Destruction / Decomposition SystemMridupaban DuttaОценок пока нет
- As 4310-2004 DN80 Piston Type Vacuum Interface Valves For Municipal Sewer SystemsДокумент7 страницAs 4310-2004 DN80 Piston Type Vacuum Interface Valves For Municipal Sewer SystemsSAI Global - APACОценок пока нет
- UntitledДокумент4 страницыUntitledJeffelyn MojarОценок пока нет
- MSDS LubeДокумент2 страницыMSDS LubeYeriss RamirezОценок пока нет
- LJF5-Bulk (MSDS) NABAKEM SR-600Документ5 страницLJF5-Bulk (MSDS) NABAKEM SR-600zuhandri0% (1)
- Mobilgear 600 XP 680 Msds - 638450Документ11 страницMobilgear 600 XP 680 Msds - 638450Nguyen DatОценок пока нет
- Cata Mauria Case Study EcoДокумент6 страницCata Mauria Case Study EcoLalaine RideraОценок пока нет
- Please Note That This Is An Example of Our Rating Only. Please Contact An Austin Energy Green Building Representative To Find OutДокумент6 страницPlease Note That This Is An Example of Our Rating Only. Please Contact An Austin Energy Green Building Representative To Find OutM-NCPPCОценок пока нет
- Concrete Placement Finishing Swms 10064-7Документ12 страницConcrete Placement Finishing Swms 10064-7JamesОценок пока нет
- Pualas-Validated-Community-Profile Final For Printing June26 - PDFДокумент44 страницыPualas-Validated-Community-Profile Final For Printing June26 - PDFZubair BatuaОценок пока нет
- Etha FoamДокумент4 страницыEtha Foaml561926Оценок пока нет
- A2 3 11calculatingpropertydrainageanskeyДокумент8 страницA2 3 11calculatingpropertydrainageanskeyapi-247436935Оценок пока нет
- Virat Singh 7 C: St. Mary's Convent Inter College Manak Nagar, LucknowДокумент21 страницаVirat Singh 7 C: St. Mary's Convent Inter College Manak Nagar, LucknowShakilОценок пока нет
- Application of Raiseboring ForДокумент54 страницыApplication of Raiseboring Foralvaroaac4Оценок пока нет
- Design of Incinerator For The Treatment of BioДокумент11 страницDesign of Incinerator For The Treatment of Biomubashar husain ansarОценок пока нет
- Sago Industry: Wastes and Environmental ProblemsДокумент12 страницSago Industry: Wastes and Environmental ProblemsSRI100% (1)
- UU Food Waste PresentationДокумент22 страницыUU Food Waste PresentationKomban CreditonОценок пока нет
- With Us You Will Get Safe Food: We Follow These 10 Golden RulesДокумент2 страницыWith Us You Will Get Safe Food: We Follow These 10 Golden RulesAkshay DeshmukhОценок пока нет
- Environment StudyДокумент54 страницыEnvironment StudyEralyn Mae DorolОценок пока нет
- Mohtasham 2015 Review Article-Renewable EnergiesДокумент9 страницMohtasham 2015 Review Article-Renewable EnergiesSasidhar JannuОценок пока нет
- Equipment Section A v12.17 PDFДокумент130 страницEquipment Section A v12.17 PDFeuqehtbОценок пока нет
- Material Safety Data Sheet: 2710 Wycliff Road Raleigh, North Carolina 27607-3033 Effective Date: 8-07 (919) 781-4550Документ6 страницMaterial Safety Data Sheet: 2710 Wycliff Road Raleigh, North Carolina 27607-3033 Effective Date: 8-07 (919) 781-4550salem enwaijiОценок пока нет
- Environmental Issues Having Impact On Project ImplementationДокумент27 страницEnvironmental Issues Having Impact On Project ImplementationPratibha KhemchandaniОценок пока нет