Вам также может понравиться
- Допуски и Посадеи Типовых СоединенийДокумент27 страницДопуски и Посадеи Типовых СоединенийAnatolii BergОценок пока нет
- Условные обозн допусковДокумент66 страницУсловные обозн допусковAnatolii BergОценок пока нет
- Условные обозн допусковДокумент66 страницУсловные обозн допусковAnatolii BergОценок пока нет
- Уклон и конусностьДокумент31 страницаУклон и конусностьAnatolii BergОценок пока нет
- Геодезические Работы При Укладке Железнодорожных ПутейДокумент4 страницыГеодезические Работы При Укладке Железнодорожных ПутейAnatolii BergОценок пока нет
- Полевое трассированиеДокумент14 страницПолевое трассированиеAnatolii BergОценок пока нет
- Нормирование точности геометрической формы деталейДокумент40 страницНормирование точности геометрической формы деталейAnatolii BergОценок пока нет
- Уклон и конусностьДокумент31 страницаУклон и конусностьAnatolii BergОценок пока нет
- Выверка наклонностиДокумент38 страницВыверка наклонностиAnatolii BergОценок пока нет
- Выверка Конструкций По ВертикалиДокумент5 страницВыверка Конструкций По ВертикалиAnatolii BergОценок пока нет
- Методы измерений геометрических параметров PDFДокумент90 страницМетоды измерений геометрических параметров PDFAnatolii BergОценок пока нет
- Методы измерений геометрических параметров PDFДокумент90 страницМетоды измерений геометрических параметров PDFAnatolii BergОценок пока нет
- Датчики ударныхимпульсовДокумент4 страницыДатчики ударныхимпульсовAnatolii BergОценок пока нет
- ИЗМЕРЕНИЕ ЗАЗОРОВДокумент16 страницИЗМЕРЕНИЕ ЗАЗОРОВAnatolii BergОценок пока нет
- ИЗМЕРЕНИЕ ЗАЗОРОВДокумент16 страницИЗМЕРЕНИЕ ЗАЗОРОВAnatolii BergОценок пока нет
- DIN 936 Гайки низкие шестигранные с резьбой М8-М52 Кл.точности А и ВДокумент4 страницыDIN 936 Гайки низкие шестигранные с резьбой М8-М52 Кл.точности А и ВЮлия ШутОценок пока нет
- Rus - Stub Ansi Asme b1.8 88Документ43 страницыRus - Stub Ansi Asme b1.8 88Perfect Signature0% (1)
- (SM Rus) HD325 (405) - 6 (SRBM015103)Документ1 044 страницы(SM Rus) HD325 (405) - 6 (SRBM015103)Nick E100% (1)
- КАК СОБРАТЬ МЕБЕЛЬ ИКЕАДокумент4 страницыКАК СОБРАТЬ МЕБЕЛЬ ИКЕААлина АсановаОценок пока нет
- NW1213 Parts ManualДокумент243 страницыNW1213 Parts ManualCan AkpakОценок пока нет
- Din 933 BoltДокумент9 страницDin 933 BoltannccknarimeОценок пока нет
- Lider Krepej RuДокумент470 страницLider Krepej Rusonik2021Оценок пока нет
- Vreznie KolcaДокумент30 страницVreznie KolcaRomanОценок пока нет
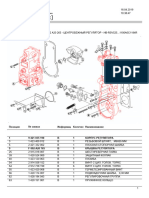
- F002A20265 - ЦЕНТРОБЕЖНЫЙ РЕГУЛЯТОР - HB-RSV525... 1100A0C1184RДокумент2 страницыF002A20265 - ЦЕНТРОБЕЖНЫЙ РЕГУЛЯТОР - HB-RSV525... 1100A0C1184RRbm InfoОценок пока нет
- Din 127 A - BДокумент3 страницыDin 127 A - BMICHELОценок пока нет