Вам также может понравиться
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
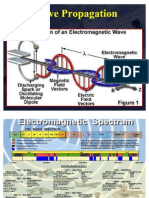
- Lesson 2 Wave PropagationДокумент31 страницаLesson 2 Wave PropagationChuck LynchОценок пока нет
- ManualДокумент63 страницыManualGus Shuga100% (1)
- PLCДокумент41 страницаPLCmgmohit723Оценок пока нет
- YORK VRF Old Fashion Wired Remote Controller JCWA10NEWQ - Installation & Operation Manual - H7W02215 PDFДокумент12 страницYORK VRF Old Fashion Wired Remote Controller JCWA10NEWQ - Installation & Operation Manual - H7W02215 PDFFadul Chamie TietjenОценок пока нет
- Microsoft Diversification StrategyДокумент3 страницыMicrosoft Diversification Strategyalexisg87Оценок пока нет
- Must UpsДокумент3 страницыMust UpsM Sulaiman NUОценок пока нет
- Cara Update - Windows Phone 8.1. Ke Update 2Документ4 страницыCara Update - Windows Phone 8.1. Ke Update 2Eddy Irawan BatunaОценок пока нет
- HC-12 Wireless Serial Port Communication Module User Manual: Product ApplicationДокумент10 страницHC-12 Wireless Serial Port Communication Module User Manual: Product ApplicationBakhtiar TiarОценок пока нет
- Downloaded From Manuals Search EngineДокумент62 страницыDownloaded From Manuals Search EnginezorktronicsОценок пока нет
- 4th Sem B.tech BME SyllabusДокумент8 страниц4th Sem B.tech BME SyllabusSouvik DasОценок пока нет
- Berlin Strings Exp DДокумент12 страницBerlin Strings Exp Dnick mendezОценок пока нет
- Unit09.programmable Logic Devices EnglishДокумент20 страницUnit09.programmable Logic Devices EnglishRufo LemurОценок пока нет
- Bubble PowerДокумент16 страницBubble Powersachinsdurgad100% (1)
- Ficha Técnica - Monitor de Signos Vitales - ePM Compact - ePM 10-12-15Документ4 страницыFicha Técnica - Monitor de Signos Vitales - ePM Compact - ePM 10-12-15Angie Urrea VasquezОценок пока нет
- LG 32,37,42lc2d-EcДокумент61 страницаLG 32,37,42lc2d-EcvideosonОценок пока нет
- Unit 1: What Is A Computer?Документ20 страницUnit 1: What Is A Computer?EL InstructorОценок пока нет
- Ultra FXДокумент17 страницUltra FXmanikumar0Оценок пока нет
- BEEДокумент151 страницаBEESrimanth Raj SRОценок пока нет
- HT CatalogueДокумент48 страницHT CatalogueHydrotechnik UK LtdОценок пока нет
- QTS User Manual Home Eng 4.1Документ320 страницQTS User Manual Home Eng 4.1C BaumanОценок пока нет
- Fly XPR 5582Документ2 страницыFly XPR 5582Miguel Angel Rodriguez FloresОценок пока нет
- All Type ESB ScriptsДокумент109 страницAll Type ESB Scriptspraveen singh BhimОценок пока нет
- Octave Ultrasonic Installation - GuideДокумент16 страницOctave Ultrasonic Installation - GuideCHRISTIAN JOSE BARRETO ROJASОценок пока нет
- AMESAK TransEnglishRussainGlossaryДокумент415 страницAMESAK TransEnglishRussainGlossaryIrinaMatusОценок пока нет
- Arjuna Jee MathematicsModule 02Документ24 страницыArjuna Jee MathematicsModule 02Sandip GhoshОценок пока нет
- System 4000 - SpecificationsДокумент4 страницыSystem 4000 - SpecificationsshunkherОценок пока нет
- Schneider-Relee de Timp PDFДокумент28 страницSchneider-Relee de Timp PDFChioibasNicolaeОценок пока нет
- Power Electronics Ned Mohan Slides Ch29Документ12 страницPower Electronics Ned Mohan Slides Ch29Anoop MathewОценок пока нет
- 020 100031 01 Christie CP2000 X User ManualДокумент164 страницы020 100031 01 Christie CP2000 X User ManualDSERPAXОценок пока нет
- Graybar Security Catalogue 2013Документ124 страницыGraybar Security Catalogue 2013o0Silas0oОценок пока нет