Вам также может понравиться
- Relatório Tec Lácteos - RequeijãoДокумент12 страницRelatório Tec Lácteos - RequeijãoAndressa Gonçalves100% (2)
- Apostila Fabiano Coelho Gestao de Custos PDFДокумент115 страницApostila Fabiano Coelho Gestao de Custos PDFMary Robison AleixoОценок пока нет
- Gabarito prova matemática financeira juros simples compostosДокумент2 страницыGabarito prova matemática financeira juros simples compostosMarco Rodrigues100% (2)
- Como Decorar o Quarto Com Pouco DinheiroДокумент13 страницComo Decorar o Quarto Com Pouco DinheiroJorge EstevesОценок пока нет
- Norma Brasileira: Abnt NBR IEC 60079-31Документ18 страницNorma Brasileira: Abnt NBR IEC 60079-31Caio Cézar100% (1)
- Exercicio IIДокумент13 страницExercicio IIRITA DE CASSIAОценок пока нет
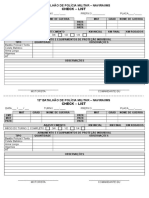
- Check-list de veículo do 12o BPM de NaviraíДокумент2 страницыCheck-list de veículo do 12o BPM de NaviraíkaiqueОценок пока нет
- Justificativa Edital 5 - Ronda EscolarДокумент7 страницJustificativa Edital 5 - Ronda EscolarMarcos Daniel Schmidt GarofaloОценок пока нет
- Apostila de Auditoria para ConcursosДокумент16 страницApostila de Auditoria para ConcursosAchei Concursos0% (1)
- Inovação - Como Aplicar Design Thinking Na Administração Pública - PDFДокумент5 страницInovação - Como Aplicar Design Thinking Na Administração Pública - PDFAlberto BrandãoОценок пока нет
- TCC Farmácia ClinicaДокумент11 страницTCC Farmácia ClinicaHenrique JuniorОценок пока нет
- Simulado Pne 01Документ4 страницыSimulado Pne 01Helio Dos Santos CorreiaОценок пока нет
- Reflexão Cultura Comunicação e MédiaДокумент1 страницаReflexão Cultura Comunicação e MédiaMélita MeloОценок пока нет
- Artigo Qsar Leave OutДокумент9 страницArtigo Qsar Leave OutClauber HenriqueОценок пока нет
- Avaliação Finalidade VantagensДокумент13 страницAvaliação Finalidade VantagensManuel MargaridaОценок пока нет
- OrganofluxogramaДокумент1 страницаOrganofluxogramaLivia AlessandraОценок пока нет
- Infraestruturas de água e saneamentoДокумент20 страницInfraestruturas de água e saneamentoGerson MacaringueОценок пока нет
- Globalização e Desenvolvimento - AlcoforadoДокумент19 страницGlobalização e Desenvolvimento - AlcoforadoBruno LopesОценок пока нет
- Livro Sucesso+no+Leite PDFДокумент99 страницLivro Sucesso+no+Leite PDFAndressa NunesОценок пока нет
- 01 - Lista de Comunicações ÓpticasДокумент7 страниц01 - Lista de Comunicações ÓpticasGabriel MachadoОценок пока нет
- Respostas SIMULADOДокумент61 страницаRespostas SIMULADOVictor Hugo Soares Lima33% (3)
- Diário Da Justiça Eletrônico - Data Da Veiculação - 23 - 08 - 2023Документ240 страницDiário Da Justiça Eletrônico - Data Da Veiculação - 23 - 08 - 2023desapegolivrosОценок пока нет
- NR 07 - Vigilância Epidemiológica e Doenças Ocupacionais RespiratóriasДокумент4 страницыNR 07 - Vigilância Epidemiológica e Doenças Ocupacionais RespiratóriasCPSSTОценок пока нет
- Capitulo 06 - HeapsortДокумент92 страницыCapitulo 06 - Heapsortasdadsda4434343Оценок пока нет
- Licenciamento ambiental de portosДокумент32 страницыLicenciamento ambiental de portosRoger landinОценок пока нет
- Lâmina - VLT® Micro Drive FC 51 - PTДокумент2 страницыLâmina - VLT® Micro Drive FC 51 - PTMarkyn FerreiraОценок пока нет
- Resumo - Família - 2º BiДокумент30 страницResumo - Família - 2º Bi9g7jzcdx5fОценок пока нет
- Inovação em óculos de segurança digitaisДокумент8 страницInovação em óculos de segurança digitaisdesetekОценок пока нет
- NBR 08348 NB 763 - Execucao de Sinalizacao Horizontal de Pistas e Patios em AeroportosДокумент2 страницыNBR 08348 NB 763 - Execucao de Sinalizacao Horizontal de Pistas e Patios em AeroportosFelipe Prestes BatistaОценок пока нет
- Relatório de Máquinas ElétricasДокумент30 страницRelatório de Máquinas ElétricasEder NelsonОценок пока нет