Вам также может понравиться
- Alvenaria Estrutural: evolução histórica dos elementos estruturaisДокумент32 страницыAlvenaria Estrutural: evolução histórica dos elementos estruturaisemilematias50% (2)
- Estaca de fundação em solo argilosoДокумент10 страницEstaca de fundação em solo argilosoEleu Eduardo Mehret Scorsin FilhoОценок пока нет
- Unidade 03 - Dimensionamento de Tubulações - Parte 2Документ91 страницаUnidade 03 - Dimensionamento de Tubulações - Parte 2Marcio LuizОценок пока нет
- NBR 13281-1 - 2023Документ26 страницNBR 13281-1 - 2023Eduardo Pires100% (4)
- Proteccao, Reparacao e Reforcode Estruturas de Betao ArmadoДокумент301 страницаProteccao, Reparacao e Reforcode Estruturas de Betao Armadoalvaro cesarОценок пока нет
- TEORIA 05 - Contenções Parede Diafragma, Perfil Metálico e Tirante Conceitos Básicos PDFДокумент123 страницыTEORIA 05 - Contenções Parede Diafragma, Perfil Metálico e Tirante Conceitos Básicos PDFDiego MeloОценок пока нет
- Processos EstaleirosДокумент92 страницыProcessos EstaleirosPaulo Figueiredo OliveiraОценок пока нет
- O Socialismo Libertário-BakuninДокумент33 страницыO Socialismo Libertário-Bakuninguerradeclasses67% (3)
- Classificação e Propriedades dos Agregados para ConstruçãoДокумент29 страницClassificação e Propriedades dos Agregados para ConstruçãoMarcosОценок пока нет
- Fundação profunda para edifício comercialДокумент4 страницыFundação profunda para edifício comercialFrota Engenharia100% (1)
- Análise comparativa de concepções estruturais metálicas para edifícios industriais segundo o EC3Документ176 страницAnálise comparativa de concepções estruturais metálicas para edifícios industriais segundo o EC3Efraim Fernandes FernandesОценок пока нет
- Especificação técnica de protensão e injeção em pilares de vertedouroДокумент18 страницEspecificação técnica de protensão e injeção em pilares de vertedouroJoão Carlos Protz ProtzОценок пока нет
- AVELINO, Nildo. Estudos Anarquistas E Teoria Política - Entre Proudhon e FoucaultДокумент20 страницAVELINO, Nildo. Estudos Anarquistas E Teoria Política - Entre Proudhon e FoucaultLuiz Guilherme AugsburgerОценок пока нет
- Artigo 01Документ10 страницArtigo 01Leandro Luiz Dos SantosОценок пока нет
- Shell MoldingДокумент4 страницыShell MoldingLeandro Luiz Dos SantosОценок пока нет
- Projeto de Sistemas de Tratamento de EsgotoДокумент2 страницыProjeto de Sistemas de Tratamento de EsgotoMateusGehlenОценок пока нет
- Projetos Estruturais - Apostila PUC GOДокумент81 страницаProjetos Estruturais - Apostila PUC GOjulianaОценок пока нет
- Acessorios para CorrimaoДокумент16 страницAcessorios para CorrimaoVandrossmdb MirandaОценок пока нет
- Relatório de Inspeção Do Elevador 2-1Документ5 страницRelatório de Inspeção Do Elevador 2-1Nixon ErickОценок пока нет
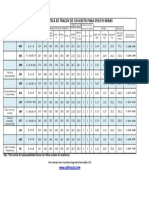
- Tabela de Traços de ConcretoДокумент1 страницаTabela de Traços de ConcretoWagner NildaОценок пока нет
- CXR15Документ4 страницыCXR15Pedro VelozoОценок пока нет
- K0870 Datasheet 18430 Parafusos Sextavados Com Rosca Parcial DIN 931 DIN EN ISO 4014 DIN EN 24014 - PTДокумент6 страницK0870 Datasheet 18430 Parafusos Sextavados Com Rosca Parcial DIN 931 DIN EN ISO 4014 DIN EN 24014 - PTEng. EmersonОценок пока нет
- Relatório: Universidade Paulista - Unip Hidraulica E Hidrologia LaboratórioДокумент6 страницRelatório: Universidade Paulista - Unip Hidraulica E Hidrologia LaboratórioEdelcio AraujoОценок пока нет
- 16 Estruturas Prefabricadas - CORДокумент116 страниц16 Estruturas Prefabricadas - CORFilipe FeioОценок пока нет
- Catalogo Formas Pre Moldados BarracoesДокумент20 страницCatalogo Formas Pre Moldados BarracoesDouglas LopesОценок пока нет
- Base Orc - Modulo - 01 - Casa-In-Box - 000Документ12 страницBase Orc - Modulo - 01 - Casa-In-Box - 000Thiago LimaОценок пока нет
- Venturis para coletores de pó tipo jato pulsanteДокумент2 страницыVenturis para coletores de pó tipo jato pulsanteLuis E.SОценок пока нет
- Chagas Manual TecnicoДокумент168 страницChagas Manual TecnicoCarlos JorgeОценок пока нет
- M0104 Tijolo Simples 30x20x15 Com Argamassa TradicionalДокумент1 страницаM0104 Tijolo Simples 30x20x15 Com Argamassa TradicionalFilipa PintoОценок пока нет
- Kennedyano - Maro de 2010Документ6 страницKennedyano - Maro de 2010farofadevozОценок пока нет
- Siltec 1700Документ1 страницаSiltec 1700Jhonathan BispoОценок пока нет
- Banheiras Acrílico - Spas Versati - Kenya 11.21Документ14 страницBanheiras Acrílico - Spas Versati - Kenya 11.21Eduardo GuedesОценок пока нет
- Arquiteta com experiência em projetos residenciais e comerciaisДокумент1 страницаArquiteta com experiência em projetos residenciais e comerciaisGiovanna Cristovam Moraes Cristovam MoraesОценок пока нет