Вам также может понравиться
- Frat UraДокумент57 страницFrat UraMurilo AquinoОценок пока нет
- Fratura PDFДокумент50 страницFratura PDFSoraia SandesОценок пока нет
- Exp. AMP. INVДокумент3 страницыExp. AMP. INVAndre RodriguesОценок пока нет
- Circuitos Elétricos Segunda Prova de 2005 1dadoДокумент2 страницыCircuitos Elétricos Segunda Prova de 2005 1dadoAndre RodriguesОценок пока нет
- Virtual Wi Fi Router Download BaixakiДокумент8 страницVirtual Wi Fi Router Download BaixakiPauloОценок пока нет
- Ap3 Pesquisa Mercadologica Uninta - Passei DiretoДокумент11 страницAp3 Pesquisa Mercadologica Uninta - Passei DiretoFelipe LimaОценок пока нет
- Ficha Tecnica - Disjuntor Caixa Moldada Eletronico Dle250 HДокумент2 страницыFicha Tecnica - Disjuntor Caixa Moldada Eletronico Dle250 HAlex BozzОценок пока нет
- Procedimento Operacional Padrão: TituloДокумент7 страницProcedimento Operacional Padrão: TituloDeyvid OliveiraОценок пока нет
- LIVRO DE MAT - ANDRINI - 7 Ano-2Документ1 страницаLIVRO DE MAT - ANDRINI - 7 Ano-2Ronaldo SidneiОценок пока нет
- Portugal - Marcas de Contrast Aria e de ResponsabilidadeДокумент3 страницыPortugal - Marcas de Contrast Aria e de ResponsabilidadeClara RamosОценок пока нет
- Comunidades de Prática Na Educação Superior A DistânciaДокумент4 страницыComunidades de Prática Na Educação Superior A DistânciakehrleОценок пока нет
- NBR14040 10Документ9 страницNBR14040 10EduardoCPinheiroОценок пока нет
- Sistema tratamento efluentes residência 4 pessoasДокумент3 страницыSistema tratamento efluentes residência 4 pessoasweber100% (1)
- Lista de verificação para inclusão de arma por compra na indústria nacionalДокумент1 страницаLista de verificação para inclusão de arma por compra na indústria nacionalNet WalkerОценок пока нет
- SimposioANPEPP 2008Документ178 страницSimposioANPEPP 2008Hábilis Augusto BiazottoОценок пока нет
- A Vida de Uma Princesa Árabe Revela a Opressão das MulheresДокумент144 страницыA Vida de Uma Princesa Árabe Revela a Opressão das MulheresMarcos Bezerra da CostaОценок пока нет
- Morte e Vida Severina de João CabralДокумент28 страницMorte e Vida Severina de João CabralAndré MoreiraОценок пока нет
- Introdução À Metodologiade Investigação Científica: Jerónimo LangaДокумент32 страницыIntrodução À Metodologiade Investigação Científica: Jerónimo Langaosvaldo panguanaОценок пока нет
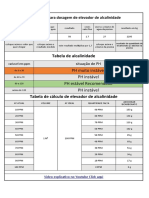
- Tabela de AlcalinidadeДокумент1 страницаTabela de AlcalinidadeedsonОценок пока нет
- Diagnóstico dos 5 Ps da estratégia em empresa de usinagemДокумент3 страницыDiagnóstico dos 5 Ps da estratégia em empresa de usinagemJoão Paulo G. SilveiraОценок пока нет
- l086dz FullДокумент3 страницыl086dz FullluiztigrefreitasОценок пока нет
- Trabalho Completo Ev154 MD1 Sa136 Id4319112021235951Документ20 страницTrabalho Completo Ev154 MD1 Sa136 Id4319112021235951LEAFAR ZAIDОценок пока нет
- Relatório Financeiro 2022Документ3 страницыRelatório Financeiro 2022Diogo FranciscoОценок пока нет
- Curso de Fotografia Digital: 40 HorasДокумент35 страницCurso de Fotografia Digital: 40 HorasAdriana Britto100% (1)
- Modulo 2 FTFДокумент16 страницModulo 2 FTFAmanda SáОценок пока нет
- 2º Encontro Ciências 15-03-2022Документ14 страниц2º Encontro Ciências 15-03-2022Edson AraujoОценок пока нет
- 2815-lms FileДокумент5 страниц2815-lms FileShayrula AliceОценок пока нет
- A concepção durkheimiana da regulação moral da economiaДокумент20 страницA concepção durkheimiana da regulação moral da economiaMatheus CostaОценок пока нет
- Manual do Aluno Village Park DogДокумент4 страницыManual do Aluno Village Park DogSadm SorocabaОценок пока нет
- Plano de Educação Ambiental para Trabalhadores - Rev01Документ7 страницPlano de Educação Ambiental para Trabalhadores - Rev01smsengemon jequieОценок пока нет
- 878250-1 Lista de ExerciciosДокумент2 страницы878250-1 Lista de ExerciciosURANIOОценок пока нет
- Avaliação em Educação Física AdaptadaДокумент4 страницыAvaliação em Educação Física AdaptadaBianca MeloОценок пока нет
- Criar ConteúdoДокумент62 страницыCriar ConteúdoDavidCamarinhaОценок пока нет