Вам также может понравиться
- ГОСТ 10304 80 ЗАКЛЕПКИ КЛАССОВ ТОЧНОСТИ В И СДокумент7 страницГОСТ 10304 80 ЗАКЛЕПКИ КЛАССОВ ТОЧНОСТИ В И Сzherebcov1920Оценок пока нет
- Bich GOCT 12821-80Документ19 страницBich GOCT 12821-80Nguyen hanhОценок пока нет
- .Trashed 1707919237 4294852722Документ4 страницы.Trashed 1707919237 4294852722acingizОценок пока нет
- Gost 1759Документ19 страницGost 1759Kemo TufoОценок пока нет
- ГОСТ 21986-76 - ДетонітиДокумент11 страницГОСТ 21986-76 - ДетонітиІгор ЗаболотнийОценок пока нет
- 8228Документ15 страниц8228Конструктор ентер стиилОценок пока нет
- ГОСТ 22790-89 Сборочные единицы и детали трубопроводов на Ру св. 10 до 100 МПаДокумент47 страницГОСТ 22790-89 Сборочные единицы и детали трубопроводов на Ру св. 10 до 100 МПаncp.mypОценок пока нет
- ГОСТ 32528-2013 - Трубы стальные бесшовные горячедеформированные. ТУДокумент25 страницГОСТ 32528-2013 - Трубы стальные бесшовные горячедеформированные. ТУGoodDogОценок пока нет
- ГОСТ 28338-89 Проходы условныеДокумент3 страницыГОСТ 28338-89 Проходы условныеSalimonОценок пока нет
- ГОСТ 19281-89Документ15 страницГОСТ 19281-89KaterynaОценок пока нет
- ОСТ 1 90171-83 Покр Мет и Немет Неорг. Выбор Видов и ТолщДокумент96 страницОСТ 1 90171-83 Покр Мет и Немет Неорг. Выбор Видов и ТолщДмитрий БоярскийОценок пока нет
- ОСТ 92-0748Документ15 страницОСТ 92-0748Александр ЖдановОценок пока нет
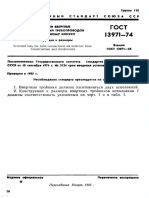
- ГОСТ 13962-74 - Угольники проходные для соединений трубопроводов по наружному конусу. Конструкция и размерыДокумент3 страницыГОСТ 13962-74 - Угольники проходные для соединений трубопроводов по наружному конусу. Конструкция и размерыGoodDogОценок пока нет
- ГОСТ 891-75 Бумага и картон для текстилныйх патронов и конусовДокумент7 страницГОСТ 891-75 Бумага и картон для текстилныйх патронов и конусовworldofdrunkensteinОценок пока нет
- UntitledДокумент35 страницUntitledKaterynaОценок пока нет
- ГОСТ 27321-87 - Леса стоечные приставные для строительно-монтажный работДокумент7 страницГОСТ 27321-87 - Леса стоечные приставные для строительно-монтажный работvladzikОценок пока нет
- ОСТ 26-07-2027-80 - Условное обозначение материаловДокумент25 страницОСТ 26-07-2027-80 - Условное обозначение материаловKaterynaОценок пока нет
- ГОСТ 14637-89 (ИСО 4995-78) Прокат толстолистовой из углеродистой стали обыкновенного качества. Технические условияДокумент19 страницГОСТ 14637-89 (ИСО 4995-78) Прокат толстолистовой из углеродистой стали обыкновенного качества. Технические условияEвгенийОценок пока нет
- Gost 1583-93Документ28 страницGost 1583-93Nikola PolimenovОценок пока нет
- ГОСТ 7502-98 «Рулетки измерительные металлические. Технические условия»Документ11 страницГОСТ 7502-98 «Рулетки измерительные металлические. Технические условия»MiguelОценок пока нет
- 4294823336Документ11 страниц4294823336RomanОценок пока нет
- ЦНИИ "Лот", 1997Документ19 страницЦНИИ "Лот", 1997Ариян НакибуллаОценок пока нет
- Gost 19128-73Документ4 страницыGost 19128-73Fang NinaОценок пока нет
- СнипДокумент49 страницСнипJackОценок пока нет
- Gost BoltДокумент41 страницаGost BoltChristian VgОценок пока нет
- ГОСТ 4121-96 - Рельсы крановые. Технические условияДокумент9 страницГОСТ 4121-96 - Рельсы крановые. Технические условияMyNameSuperFeforОценок пока нет
- Предохранители Плавкие Низковольтные Gost 17242-86Документ45 страницПредохранители Плавкие Низковольтные Gost 17242-86litiger9999Оценок пока нет
- 2016Документ13 страниц2016AbdullahОценок пока нет
- ГОСТ 380-2005 Сталь Углеродистая Обыкновенного КачестваДокумент12 страницГОСТ 380-2005 Сталь Углеродистая Обыкновенного КачестваVasiliy RogachОценок пока нет
- ГОСТ 21357-87 Отливки из хлсдостой сталиДокумент10 страницГОСТ 21357-87 Отливки из хлсдостой сталиSergeyОценок пока нет
- Скачать ГОСТ 5009-82 Шкурка шлифовальная тканевая. Технические условияДокумент12 страницСкачать ГОСТ 5009-82 Шкурка шлифовальная тканевая. Технические условияВалерий ИвановОценок пока нет
- КапсюлиДетонаторыГОСТДокумент12 страницКапсюлиДетонаторыГОСТartyomОценок пока нет
- ГОСТ 20692-2003Документ11 страницГОСТ 20692-2003div02Оценок пока нет
- ГОСТ 12815 Фланцы арматуры и соединительных частей трубопроводовДокумент19 страницГОСТ 12815 Фланцы арматуры и соединительных частей трубопроводовsumyturbo23Оценок пока нет
- ГОСТ 21985-76 - Аммонал скальний №1Документ8 страницГОСТ 21985-76 - Аммонал скальний №1Ігор ЗаболотнийОценок пока нет
- ГОСТ 25054-81 Поковки Корроз-стойких Ст и СпДокумент10 страницГОСТ 25054-81 Поковки Корроз-стойких Ст и СпДмитрий БоярскийОценок пока нет
- 11219Документ7 страниц11219rvikran33Оценок пока нет
- Gost 24379.1-2012Документ41 страницаGost 24379.1-2012ricardo mamaniОценок пока нет
- Gost 8594 80Документ13 страницGost 8594 80IONОценок пока нет
- ГОСТ 2590-2006 (EN 10060 - 2003) Прокат сортовой стальной горячекатаный круглыйДокумент10 страницГОСТ 2590-2006 (EN 10060 - 2003) Прокат сортовой стальной горячекатаный круглыйЮляОценок пока нет
- ГОСТ 25088-98 Двери судовыеДокумент27 страницГОСТ 25088-98 Двери судовыеВячеслав ЮневичОценок пока нет
- 2001Документ50 страниц2001kats124katsОценок пока нет
- Конвеерные ленты ГОСТ 20-85Документ35 страницКонвеерные ленты ГОСТ 20-85go.home.2022.ruОценок пока нет
- Chốt trụ 35010-78Документ7 страницChốt trụ 35010-78Bach Do CongОценок пока нет
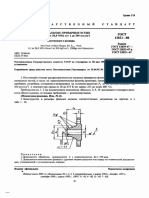
- ГОСТ 8000-78 Станки зуборезные для конических колес с круговыми зубьями. Основные размеры.Документ4 страницыГОСТ 8000-78 Станки зуборезные для конических колес с круговыми зубьями. Основные размеры.Nikola Mor ChenchenkoОценок пока нет
- Conica Rusa Datos Tecnicos PDFДокумент28 страницConica Rusa Datos Tecnicos PDFcarrialdiОценок пока нет
- 4294828224Документ7 страниц4294828224Олег ШибекоОценок пока нет
- ГОСТ 16118Документ13 страницГОСТ 16118ИванОценок пока нет
- ТУ 14-1-3297-82 PDFДокумент15 страницТУ 14-1-3297-82 PDFVesna Nikolic100% (1)
- ОСТ5Р 9370-2011Документ22 страницыОСТ5Р 9370-2011Stan FerrariОценок пока нет
- ГОСТ 8479-70Документ9 страницГОСТ 8479-70СергейОценок пока нет
- ГОСТ Р 57358-2016 СВАИ ВЫТЕСНИТЕЛЬНЫЕ. ППРДокумент28 страницГОСТ Р 57358-2016 СВАИ ВЫТЕСНИТЕЛЬНЫЕ. ППРyegres.saratovОценок пока нет
- ГОСТ 27579-88 Фермы Стальные Стропильные Из Гнутосварных Профилей Прямоугольного Сечения. Технические УсловияДокумент14 страницГОСТ 27579-88 Фермы Стальные Стропильные Из Гнутосварных Профилей Прямоугольного Сечения. Технические УсловияАртем ТерОценок пока нет
- ГОСТ 2833-77Документ4 страницыГОСТ 2833-77aliautodesign93Оценок пока нет
- 25734Документ6 страниц25734ДмитрийОценок пока нет
- Gost 22790 89 PDFДокумент17 страницGost 22790 89 PDFsmith willОценок пока нет
- Gost 21345-2005Документ19 страницGost 21345-2005Murat CKОценок пока нет
- М Еж Государственны Й Совет По Стандартизации, Метрологии И Сертификации (МГС) Interstate Council For Standardization, Metrology And Certification (ISC)Документ28 страницМ Еж Государственны Й Совет По Стандартизации, Метрологии И Сертификации (МГС) Interstate Council For Standardization, Metrology And Certification (ISC)ДмитрийОценок пока нет
- SP 28.13330Документ118 страницSP 28.13330Maxim PeshkovОценок пока нет
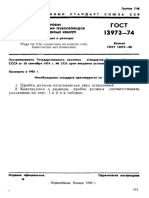
- ГОСТ 13964-74 - Тройники проходные для соединений трубопроводов по наружному конусу. Конструкция и размерыДокумент3 страницыГОСТ 13964-74 - Тройники проходные для соединений трубопроводов по наружному конусу. Конструкция и размерыGoodDogОценок пока нет
- ГОСТ 13966-74 - Тройники фланцевые проходные для соединений трубопроводов по наружному конусу. Конструкция и размерыДокумент10 страницГОСТ 13966-74 - Тройники фланцевые проходные для соединений трубопроводов по наружному конусу. Конструкция и размерыGoodDogОценок пока нет
- ГОСТ 13968-74 - Крестовины переходные для соединений трубопроводов по наружному конусу. Конструкция и размерыДокумент12 страницГОСТ 13968-74 - Крестовины переходные для соединений трубопроводов по наружному конусу. Конструкция и размерыGoodDogОценок пока нет
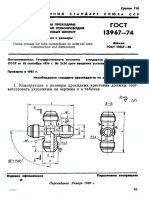
- ГОСТ 13967-74 - Крестовины Проходные Для Соединений Трубопроводов По Наружному Конусу. Конструкция и РазмерыДокумент3 страницыГОСТ 13967-74 - Крестовины Проходные Для Соединений Трубопроводов По Наружному Конусу. Конструкция и РазмерыGoodDogОценок пока нет
- ГОСТ 13967-74 - Крестовины проходные для соединений трубопроводов по наружному конусу. Конструкция и размерыДокумент3 страницыГОСТ 13967-74 - Крестовины проходные для соединений трубопроводов по наружному конусу. Конструкция и размерыGoodDogОценок пока нет
- ГОСТ 13965-74 - Тройники переходные для соединений трубопроводов по наружному конусу. Конструкция и размерыДокумент17 страницГОСТ 13965-74 - Тройники переходные для соединений трубопроводов по наружному конусу. Конструкция и размерыGoodDogОценок пока нет
- ГОСТ 13963-74 - Угольники фланцевые проходные для соединений трубопроводов по наружному конусу. Конструкция и размерыДокумент8 страницГОСТ 13963-74 - Угольники фланцевые проходные для соединений трубопроводов по наружному конусу. Конструкция и размерыGoodDogОценок пока нет
- ГОСТ 13969-74 - Проходники ввертные для соединений трубопроводов по наружному конусу. Конструкция и размерыДокумент4 страницыГОСТ 13969-74 - Проходники ввертные для соединений трубопроводов по наружному конусу. Конструкция и размерыGoodDogОценок пока нет
- ГОСТ 13972-74 - Крестовины ввертные для соединений трубопроводов по наружному конусу. Конструкция и размерыДокумент4 страницыГОСТ 13972-74 - Крестовины ввертные для соединений трубопроводов по наружному конусу. Конструкция и размерыGoodDogОценок пока нет
- ГОСТ 13974-74 - Заглушки гнезд под ввертную арматуру для соединений трубопроводов по наружному конусу. Конструкция и размерыДокумент4 страницыГОСТ 13974-74 - Заглушки гнезд под ввертную арматуру для соединений трубопроводов по наружному конусу. Конструкция и размерыGoodDogОценок пока нет
- ГОСТ 13970-74 - Угольники ввертные для соединений трубопроводов по наружному конусу. Конструкция и размерыДокумент10 страницГОСТ 13970-74 - Угольники ввертные для соединений трубопроводов по наружному конусу. Конструкция и размерыGoodDogОценок пока нет
- ГОСТ 13973-74 - Пробки для соединений трубопроводов по наружному конусу. Конструкция и размерыДокумент4 страницыГОСТ 13973-74 - Пробки для соединений трубопроводов по наружному конусу. Конструкция и размерыGoodDogОценок пока нет
- ГОСТ 13971-74 - Тройники ввертные для соединений трубопроводов по наружному конусу. Конструкция и размерыДокумент9 страницГОСТ 13971-74 - Тройники ввертные для соединений трубопроводов по наружному конусу. Конструкция и размерыGoodDogОценок пока нет
- ГОСТ 3262-75 - Трубы стальные водогазопроводные. ТУДокумент6 страницГОСТ 3262-75 - Трубы стальные водогазопроводные. ТУGoodDogОценок пока нет
- ГОСТ 32528-2013 - Трубы стальные бесшовные горячедеформированные. ТУДокумент25 страницГОСТ 32528-2013 - Трубы стальные бесшовные горячедеформированные. ТУGoodDogОценок пока нет
- ГОСТ 13976-74 - Крышки для соединений трубопроводов по наружному конусу. Конструкция и размерыДокумент4 страницыГОСТ 13976-74 - Крышки для соединений трубопроводов по наружному конусу. Конструкция и размерыGoodDogОценок пока нет
- ГОСТ 8734-75 - Трубы стальные бесшовные холоднодеформированные. СортаментДокумент12 страницГОСТ 8734-75 - Трубы стальные бесшовные холоднодеформированные. СортаментGoodDogОценок пока нет
- ГОСТ 9941-81 - Трубы бесшовные холодно- и теплодеформированные из коррозионно-стойкой стали. ТУДокумент10 страницГОСТ 9941-81 - Трубы бесшовные холодно- и теплодеформированные из коррозионно-стойкой стали. ТУGoodDogОценок пока нет
- ГОСТ 17527-2020 - Упаковка. Термины и определенияДокумент28 страницГОСТ 17527-2020 - Упаковка. Термины и определенияGoodDogОценок пока нет
- ГОСТ 8732-78 - Трубы стальные бесшовные горячедеформированные. СортаментДокумент11 страницГОСТ 8732-78 - Трубы стальные бесшовные горячедеформированные. СортаментGoodDogОценок пока нет
- ГОСТ 10704-91 - Трубы стальные электросварные прямошовные. СортаментДокумент15 страницГОСТ 10704-91 - Трубы стальные электросварные прямошовные. СортаментGoodDogОценок пока нет
- Отменен - ГОСТ 17365-71 - Трубопроводы для агрессивных сред. Общие технические требованияДокумент11 страницОтменен - ГОСТ 17365-71 - Трубопроводы для агрессивных сред. Общие технические требованияGoodDogОценок пока нет
- ГОСТ 10705-80 - Трубы стальные электросварные. ТУДокумент8 страницГОСТ 10705-80 - Трубы стальные электросварные. ТУGoodDogОценок пока нет
- ГОСТ 2991-85 - Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические условияДокумент20 страницГОСТ 2991-85 - Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические условияGoodDogОценок пока нет
- ГОСТ 15180-86 - Прокладки плоские эластичные. Основные параметры и размерыДокумент23 страницыГОСТ 15180-86 - Прокладки плоские эластичные. Основные параметры и размерыGoodDogОценок пока нет
- ГОСТ Р 58174-2018 - Тележки покупательские. Технические условияДокумент30 страницГОСТ Р 58174-2018 - Тележки покупательские. Технические условияGoodDogОценок пока нет
- ГОСТ 12821-80 - Фланцы стальные приварные встык на Ру от 0,1 до 20,0 МПа (от 1 до 200 кгс - см2) - Конструкция и размерыДокумент19 страницГОСТ 12821-80 - Фланцы стальные приварные встык на Ру от 0,1 до 20,0 МПа (от 1 до 200 кгс - см2) - Конструкция и размерыGoodDogОценок пока нет
- ГОСТ Р 51474-99 - Упаковка. Маркировка, указывающая на способ обращения с грузамиДокумент11 страницГОСТ Р 51474-99 - Упаковка. Маркировка, указывающая на способ обращения с грузамиGoodDogОценок пока нет
- ГОСТ Р 51349-99 - Транспорт напольный безрельсовый. Плиты грузовые, вилы. ТУДокумент12 страницГОСТ Р 51349-99 - Транспорт напольный безрельсовый. Плиты грузовые, вилы. ТУGoodDogОценок пока нет
- ГОСТ 12202-66 - Приспособления станочные. Пробки резьбовые. КонструкцияДокумент5 страницГОСТ 12202-66 - Приспособления станочные. Пробки резьбовые. КонструкцияGoodDogОценок пока нет
- Социальные медиа маркетинг для малого бизнеса: Как привлечь новых клиентов, заработать больше денег и выделиться из толпыОт EverandСоциальные медиа маркетинг для малого бизнеса: Как привлечь новых клиентов, заработать больше денег и выделиться из толпыОценок пока нет
- 40 алгоритмов, которые должен знать каждый программист на PythonОт Everand40 алгоритмов, которые должен знать каждый программист на PythonОценок пока нет
- Unity в действии. Мультиплатформенная разработка на C#. 2-е межд. изданиеОт EverandUnity в действии. Мультиплатформенная разработка на C#. 2-е межд. изданиеОценок пока нет
- Система моделирования и исследования радиоэлектронных устройств Multisim 10От EverandСистема моделирования и исследования радиоэлектронных устройств Multisim 10Оценок пока нет
- Заставьте данные говорить: Как сделать бизнес-дашборд в Excel. Руководство по визуализации данныхОт EverandЗаставьте данные говорить: Как сделать бизнес-дашборд в Excel. Руководство по визуализации данныхОценок пока нет
- Блокчейн: архитектура, криптовалюты, инструменты разработки, смарт-контрактыОт EverandБлокчейн: архитектура, криптовалюты, инструменты разработки, смарт-контрактыОценок пока нет
- Rasskaz-Sensatsiya: unconventional Russian language textbook / Russian readerОт EverandRasskaz-Sensatsiya: unconventional Russian language textbook / Russian readerРейтинг: 5 из 5 звезд5/5 (3)
- Простой подход к фундаментальному инвестиционному анализу: Вводное руководство по методам фундаментального анализа и стратегиям предвидения событий, которые движут рынкамиОт EverandПростой подход к фундаментальному инвестиционному анализу: Вводное руководство по методам фундаментального анализа и стратегиям предвидения событий, которые движут рынкамиОценок пока нет
- Руководство по рекламе Google: Вводный путеводитель по самой известной и популярной рекламной программе в сети: основная информация и ключевые моменты, которые необходимо знатьОт EverandРуководство по рекламе Google: Вводный путеводитель по самой известной и популярной рекламной программе в сети: основная информация и ключевые моменты, которые необходимо знатьОценок пока нет
- Революция и конституция в посткоммунистической России: Государство диктатуры люмпен-пролетариатаОт EverandРеволюция и конституция в посткоммунистической России: Государство диктатуры люмпен-пролетариатаОценок пока нет
- Простой подход к торговле на рынке форекс: Вводное руководство по рынку Форекс и наиболее эффективным стратегиям торговли валютойОт EverandПростой подход к торговле на рынке форекс: Вводное руководство по рынку Форекс и наиболее эффективным стратегиям торговли валютойОценок пока нет