Вам также может понравиться
- ГОСТ 23360-78 Шпоночные соединенияДокумент22 страницыГОСТ 23360-78 Шпоночные соединенияnech.s70Оценок пока нет
- Gost 23360-78Документ12 страницGost 23360-78Людмила КовальчукОценок пока нет
- ГОСТ 7668-80 - Канат двойной свивки типа ЛК-РО конструкции 6х36 (1+7+7 - 7+14) +1 о.с. СортаментДокумент7 страницГОСТ 7668-80 - Канат двойной свивки типа ЛК-РО конструкции 6х36 (1+7+7 - 7+14) +1 о.с. СортаментMynamesislayerОценок пока нет
- Bich GOCT 12833-67Документ10 страницBich GOCT 12833-67Nguyen hanhОценок пока нет
- ГОСТ 3069-80 Канаты стальные. Сортамент PDFДокумент8 страницГОСТ 3069-80 Канаты стальные. Сортамент PDFmapat99Оценок пока нет
- ГОСТ 3069-80 Канаты стальные. Сортамент PDFДокумент8 страницГОСТ 3069-80 Канаты стальные. Сортамент PDFmapat99Оценок пока нет
- ГОСТ 3063-80 Канаты стальные Сортамент PDFДокумент8 страницГОСТ 3063-80 Канаты стальные Сортамент PDFmapat99Оценок пока нет
- ГОСТ 3063-80 Канаты стальные Сортамент PDFДокумент8 страницГОСТ 3063-80 Канаты стальные Сортамент PDFmapat99Оценок пока нет
- ГОСТ 3064-80 Канаты стальные Сортамент PDFДокумент8 страницГОСТ 3064-80 Канаты стальные Сортамент PDFmapat99Оценок пока нет
- ГОСТ 8338-75Документ12 страницГОСТ 8338-75aliautodesign93Оценок пока нет
- ГОСТ 3062-80 Канаты стальные Сортамент PDFДокумент8 страницГОСТ 3062-80 Канаты стальные Сортамент PDFmapat99Оценок пока нет
- ГОСТ 3062-80 Канаты стальные Сортамент PDFДокумент8 страницГОСТ 3062-80 Канаты стальные Сортамент PDFmapat99Оценок пока нет
- ГОСТ 3081-80 Канаты стальные Сортамент PDFДокумент7 страницГОСТ 3081-80 Канаты стальные Сортамент PDFmapat99Оценок пока нет
- Gost 12950-67Документ5 страницGost 12950-67Aidyn DarkyenОценок пока нет
- 4294739995Документ10 страниц4294739995borodichОценок пока нет
- Gost 17375 2001Документ10 страницGost 17375 2001belskyi17Оценок пока нет
- ГОСТ 3066-80 Канаты стальные Сортамент PDFДокумент7 страницГОСТ 3066-80 Канаты стальные Сортамент PDFmapat99Оценок пока нет
- ГОСТ 3282-74 Проволока стальная низкоуглеродистая общего назначенияДокумент15 страницГОСТ 3282-74 Проволока стальная низкоуглеродистая общего назначенияEвгенийОценок пока нет
- ГОСТ 3282-74 Проволока Стальная Низкоуглеродистая Общего НазначенияДокумент15 страницГОСТ 3282-74 Проволока Стальная Низкоуглеродистая Общего НазначенияEвгенийОценок пока нет
- ГОСТ 8240-97Документ14 страницГОСТ 8240-97Евгений ШадринОценок пока нет
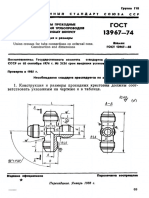
- ГОСТ 13967-74 - Крестовины проходные для соединений трубопроводов по наружному конусу. Конструкция и размерыДокумент3 страницыГОСТ 13967-74 - Крестовины проходные для соединений трубопроводов по наружному конусу. Конструкция и размерыGoodDogОценок пока нет
- ГОСТ 13967-74 - Крестовины Проходные Для Соединений Трубопроводов По Наружному Конусу. Конструкция и РазмерыДокумент3 страницыГОСТ 13967-74 - Крестовины Проходные Для Соединений Трубопроводов По Наружному Конусу. Конструкция и РазмерыGoodDogОценок пока нет
- АТК 26-18-5-93 обтюратори PDFДокумент33 страницыАТК 26-18-5-93 обтюратори PDFrustick77Оценок пока нет
- ГОСТ 10300-80Документ3 страницыГОСТ 10300-80GoodDogОценок пока нет
- ОПОРНЫЕ ПОД КРЕПЕЖНЫЕ ДЕТАЛИ цековки гост 12876Документ7 страницОПОРНЫЕ ПОД КРЕПЕЖНЫЕ ДЕТАЛИ цековки гост 12876еыОценок пока нет
- ГОСТ 12821Документ11 страницГОСТ 12821Сергей ДубовицкийОценок пока нет
- ГОСТ 12821-80 - Фланцы стальные приварные встык на Ру от 0,1 до 20,0 МПа (от 1 до 200 кгс - см2) - Конструкция и размерыДокумент19 страницГОСТ 12821-80 - Фланцы стальные приварные встык на Ру от 0,1 до 20,0 МПа (от 1 до 200 кгс - см2) - Конструкция и размерыGoodDogОценок пока нет
- ГОСТ 7808-70Документ8 страницГОСТ 7808-70aliautodesign93Оценок пока нет
- Карактеристике материјала ГОСТДокумент76 страницКарактеристике материјала ГОСТBranko GovedaricaОценок пока нет
- gost 8560 78 - ШГДокумент10 страницgost 8560 78 - ШГKaterynaОценок пока нет
- ГОСТ 3262-75. Трубы стальные ВГПДокумент8 страницГОСТ 3262-75. Трубы стальные ВГПSergeyОценок пока нет
- 3.1 Gost - 5915 70 Gajki - ShestigrannyeДокумент5 страниц3.1 Gost - 5915 70 Gajki - ShestigrannyeІгорКузнєцовОценок пока нет
- Đinh tán đầu bằng bán rỗng. gost - 12643-80Документ6 страницĐinh tán đầu bằng bán rỗng. gost - 12643-80Bach Do CongОценок пока нет
- ОСТ 108.764.01-80 Пружины винтовые цилиндрические для подвесок трубопроводов ТЭС и АЭСДокумент11 страницОСТ 108.764.01-80 Пружины винтовые цилиндрические для подвесок трубопроводов ТЭС и АЭСЮлия ДамОценок пока нет
- Bending Tools RF-A Rus Version BДокумент174 страницыBending Tools RF-A Rus Version BRiko 25Оценок пока нет
- Gost 9690 71 TalrepyДокумент13 страницGost 9690 71 TalrepyИгорь СторожокОценок пока нет
- ГОСТ 5006-83Документ21 страницаГОСТ 5006-83Владимир ОлейникОценок пока нет
- ПРАЙС КЫЗЫЛОРДА 17.04.2021Документ43 страницыПРАЙС КЫЗЫЛОРДА 17.04.2021arkadyi1978Оценок пока нет
- Gost 5781-82Документ28 страницGost 5781-82Влад ВарийОценок пока нет
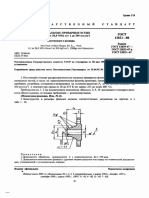
- ГОСТ 13964-74 - Тройники проходные для соединений трубопроводов по наружному конусу. Конструкция и размерыДокумент3 страницыГОСТ 13964-74 - Тройники проходные для соединений трубопроводов по наружному конусу. Конструкция и размерыGoodDogОценок пока нет
- ГОСТ 9065 ШайбыДокумент3 страницыГОСТ 9065 Шайбыkokoko777Оценок пока нет
- ГОСТ 25458-82Документ11 страницГОСТ 25458-82Oleg PlinschiОценок пока нет
- ГОСТ 26020-83 Двутавры стальные горячекатаные с параллельными гранями полокДокумент7 страницГОСТ 26020-83 Двутавры стальные горячекатаные с параллельными гранями полокncp.mypОценок пока нет
- 4294850451Документ8 страниц4294850451BlazzyОценок пока нет
- Отменен - ГОСТ 17365-71 - Трубопроводы для агрессивных сред. Общие технические требованияДокумент11 страницОтменен - ГОСТ 17365-71 - Трубопроводы для агрессивных сред. Общие технические требованияGoodDogОценок пока нет
- 20680-75 корпуса, мішалкиДокумент25 страниц20680-75 корпуса, мішалкиStanislav BednarchukОценок пока нет
- ГОСТ 28964-91 Винты установочные с шестигранным углублением и засверленным концомДокумент4 страницыГОСТ 28964-91 Винты установочные с шестигранным углублением и засверленным концомЮлия ШутОценок пока нет
- 14162-79Документ15 страниц14162-79voven100Оценок пока нет
- ГОСТ3128-70 ШтифтДокумент8 страницГОСТ3128-70 ШтифтandislaserОценок пока нет
- UntitledДокумент6 страницUntitledMaaraa MaaraaОценок пока нет
- 5111683Документ10 страниц5111683denisОценок пока нет
- Ekzotermicheskie IzdeliyaДокумент24 страницыEkzotermicheskie Izdeliyakirai.nvkОценок пока нет
- Сталь марки 50ХФАДокумент3 страницыСталь марки 50ХФАzoranОценок пока нет
- 2 металлДокумент11 страниц2 металлbabusya187Оценок пока нет
- ГОСТ 9464-79 Штифты конические с внутренней резьбой незакаленныеДокумент7 страницГОСТ 9464-79 Штифты конические с внутренней резьбой незакаленныеИгорь КриводудОценок пока нет
- 4294846099Документ10 страниц4294846099dba35074Оценок пока нет
- ГОСТ 11284-75 Отверстия сквозные под крепежные детали. РазмерыДокумент4 страницыГОСТ 11284-75 Отверстия сквозные под крепежные детали. РазмерыPaul MorrisonОценок пока нет
- 89754123lkДокумент30 страниц89754123lkნახუიОценок пока нет
- GOST 631 1975 - Internal-External Upset Drill Pipes With Couplings - SpecificationДокумент21 страницаGOST 631 1975 - Internal-External Upset Drill Pipes With Couplings - SpecificationCorrado BellucoОценок пока нет
- Gost 6465 76Документ32 страницыGost 6465 76ДмитрийОценок пока нет
- 8179Документ22 страницы8179ДмитрийОценок пока нет
- 4294839790Документ15 страниц4294839790ДмитрийОценок пока нет
- 4294822140Документ15 страниц4294822140ДмитрийОценок пока нет
- Межгосударственный Совет По Стандартизации, Метрологии И Сертификации (МГС) Interstate Council For Standardization, Metrology And Certification (ISC)Документ18 страницМежгосударственный Совет По Стандартизации, Метрологии И Сертификации (МГС) Interstate Council For Standardization, Metrology And Certification (ISC)ДмитрийОценок пока нет
- Gost17475 80Документ8 страницGost17475 80ДмитрийОценок пока нет
- Межгосударственный Совет По Стандартизации, Метрологии И Сертификации (МГС) Interstate Council For Standardization, Metrology And Certification (ISC)Документ12 страницМежгосударственный Совет По Стандартизации, Метрологии И Сертификации (МГС) Interstate Council For Standardization, Metrology And Certification (ISC)ДмитрийОценок пока нет
- Межгосударственный Совет По Стандартизации, Метрологии И Сертификации (МГС) Interstate Council For Standardization, Metrology And Certification (ISC)Документ11 страницМежгосударственный Совет По Стандартизации, Метрологии И Сертификации (МГС) Interstate Council For Standardization, Metrology And Certification (ISC)ДмитрийОценок пока нет
- Gost-12 1 004-91Документ68 страницGost-12 1 004-91ДмитрийОценок пока нет
- 25734Документ6 страниц25734ДмитрийОценок пока нет
- 4294848699Документ11 страниц4294848699ДмитрийОценок пока нет
- М Еж Государственны Й Совет По Стандартизации, Метрологии И Сертификации (МГС) Interstate Council For Standardization, Metrology And Certification (ISC)Документ28 страницМ Еж Государственны Й Совет По Стандартизации, Метрологии И Сертификации (МГС) Interstate Council For Standardization, Metrology And Certification (ISC)ДмитрийОценок пока нет
- INVITRO 259099102 152158444 0 ТКАЧЕНКОДокумент1 страницаINVITRO 259099102 152158444 0 ТКАЧЕНКОДмитрийОценок пока нет
- Lecture 17Документ16 страницLecture 17ДмитрийОценок пока нет
- Gost 12938Документ5 страницGost 12938ДмитрийОценок пока нет
- Coltri Sub MCH 6Документ28 страницColtri Sub MCH 6ДмитрийОценок пока нет
- «Тайная опора. Привязанность в жизни ребенка»Документ147 страниц«Тайная опора. Привязанность в жизни ребенка»AynuraОценок пока нет
- Правила ЭтикетаДокумент186 страницПравила ЭтикетаVictor DelerОценок пока нет
- Каталог Пассажирский транспортДокумент48 страницКаталог Пассажирский транспортАлександр АндреевОценок пока нет
- BS en 00573-4-2004Документ25 страницBS en 00573-4-2004Luis SierraОценок пока нет
- Petrophysics2004 DobryninДокумент369 страницPetrophysics2004 DobryninОльга БанаеваОценок пока нет