Вам также может понравиться
- OK Tigrod 2209Документ1 страницаOK Tigrod 2209NURBEK UzОценок пока нет
- Электрод WEARMAX-327Документ2 страницыЭлектрод WEARMAX-327pipagoОценок пока нет
- Материалы для сварки ESABДокумент50 страницМатериалы для сварки ESABAlfred RytenkovichОценок пока нет
- OK Tigrod 309LДокумент1 страницаOK Tigrod 309LNURBEK UzОценок пока нет
- Прил XIV - 3-37 - 3-41Документ5 страницПрил XIV - 3-37 - 3-41A'Di Let AdayОценок пока нет
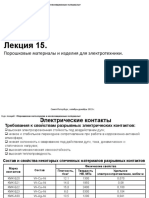
- Лекция 15Документ31 страницаЛекция 15Andrey OvchinnikovОценок пока нет
- 110Г13ЛДокумент5 страниц110Г13ЛFor our futureОценок пока нет
- Citotig 300 DCДокумент12 страницCitotig 300 DCАлександр ФокинОценок пока нет
- RP2.52.9.024.00 - РелеОН - Реле 2 пер. 24VDC, 5A'250VACДокумент6 страницRP2.52.9.024.00 - РелеОН - Реле 2 пер. 24VDC, 5A'250VACRuslanОценок пока нет
- vdu 1201k (КИУ 1201)Документ1 страницаvdu 1201k (КИУ 1201)OleksandrОценок пока нет
- SiderWeld - Сварочная проволока для дуговой сварки металлическим электродом в среде защитного газаДокумент5 страницSiderWeld - Сварочная проволока для дуговой сварки металлическим электродом в среде защитного газаAlex AlexОценок пока нет
- Obo-системы Выравнивания ПотенциалаДокумент12 страницObo-системы Выравнивания ПотенциалаJevgeni TorsaОценок пока нет
- Materialy Novogo Pokoleniya I Resursosberegayuwie Tehnologii Ih Pererabotki Dlya Promyshlennyh GtuДокумент22 страницыMaterialy Novogo Pokoleniya I Resursosberegayuwie Tehnologii Ih Pererabotki Dlya Promyshlennyh GtuGen100% (1)
- Catalog ResДокумент8 страницCatalog ResAlexОценок пока нет
- RKS 807 PassportДокумент6 страницRKS 807 PassportSergeyОценок пока нет
- Выпускаемые сердечники типа КВДокумент14 страницВыпускаемые сердечники типа КВЕгор СереброОценок пока нет
- WEG Fusiveis Ar e GL GGДокумент48 страницWEG Fusiveis Ar e GL GGFernanda GioiaОценок пока нет
- Газовая Горелка Rielo RS 34 (1436)Документ3 страницыГазовая Горелка Rielo RS 34 (1436)cci orheiОценок пока нет
- WEG Fusibles Ultra Rapidos Tipo NH Ar 50030486 Catalogo EspanolДокумент56 страницWEG Fusibles Ultra Rapidos Tipo NH Ar 50030486 Catalogo EspanolJonathan AguileraОценок пока нет
- 10 Silovye Kabeli Srednego NaprjazhenijaДокумент13 страниц10 Silovye Kabeli Srednego NaprjazhenijaLisa HessОценок пока нет
- 2006-RU-Datasheet Strenx 700 2015-04-08Документ2 страницы2006-RU-Datasheet Strenx 700 2015-04-08АрсенийОценок пока нет
- ZF 2000 для сварки обечаек Галион PDFДокумент13 страницZF 2000 для сварки обечаек Галион PDFEugene KrattОценок пока нет
- L1.01 - Expert 2.0 L1.02 - Expert 2.02Документ1 страницаL1.01 - Expert 2.0 L1.02 - Expert 2.02ramanОценок пока нет
- ЄРС - 50Документ66 страницЄРС - 50Dim VinОценок пока нет
- ZBE101 DocumentДокумент4 страницыZBE101 DocumentИван КолодинОценок пока нет
- Миниaтюрныe унивeрсaльныe рeлe 7 - 10 A:Документ18 страницМиниaтюрныe унивeрсaльныe рeлe 7 - 10 A:ЕвгенийОценок пока нет
- RG 405Документ1 страницаRG 405Макс БелыйОценок пока нет
- Коммерческое предложение №46Документ2 страницыКоммерческое предложение №46vasyОценок пока нет
- Gost 9467-75Документ7 страницGost 9467-75ricardo mamaniОценок пока нет
- Katalog Silovie Vakuumnie Vikluchateli BB-12 ESQДокумент23 страницыKatalog Silovie Vakuumnie Vikluchateli BB-12 ESQЭмиль МурзакматовОценок пока нет
- Ультратонкие РСВ реле (EMR или SSR) 0.1 - 0.2 - 2 - 6 A:Документ14 страницУльтратонкие РСВ реле (EMR или SSR) 0.1 - 0.2 - 2 - 6 A:Ильнур СадыковОценок пока нет
- вар10Документ9 страницвар10Олег ХарлановОценок пока нет
- Datasheet BES01K6 236015 RuДокумент2 страницыDatasheet BES01K6 236015 RuИсаенко АлександрОценок пока нет
- LR27K LRD LT37S LT6 LR9: 5/2 Schneider ElectricДокумент12 страницLR27K LRD LT37S LT6 LR9: 5/2 Schneider ElectricAlexanderОценок пока нет
- Выводы лампы KT88Документ2 страницыВыводы лампы KT88Sergei BlackОценок пока нет
- Marca otelului 20ХГСАДокумент43 страницыMarca otelului 20ХГСАvictor jemanОценок пока нет
- 6XV18703QH10 Datasheet RuДокумент2 страницы6XV18703QH10 Datasheet RuPGGОценок пока нет
- Ats 01 HarДокумент2 страницыAts 01 HarYa ZenОценок пока нет
- Vdu506 2pcДокумент37 страницVdu506 2pcskulikov191974Оценок пока нет
- Vdu506 2pc PDFДокумент37 страницVdu506 2pc PDFQantОценок пока нет
- Приклад паспорта тельфера 1 т 6,3 мДокумент26 страницПриклад паспорта тельфера 1 т 6,3 мroman romanОценок пока нет
- Sonnenschein A600 01 2019Документ16 страницSonnenschein A600 01 2019Владимир ХолоповОценок пока нет
- Zelio Control - RM22LA32MR PDFДокумент3 страницыZelio Control - RM22LA32MR PDFАлександр ШкодаОценок пока нет
- Влияние импульсно-дугового процесса при механизированной аргонодуговой сварке на механические свойства сварных швов, выполненных аустенитно-ферритными сварочными проволокамиДокумент7 страницВлияние импульсно-дугового процесса при механизированной аргонодуговой сварке на механические свойства сварных швов, выполненных аустенитно-ферритными сварочными проволокамиОлег ИвановОценок пока нет
- вар7Документ10 страницвар7Олег ХарлановОценок пока нет
- Sert 55002535G0 SFV4810077Документ1 страницаSert 55002535G0 SFV4810077DüzgünYeklitaşОценок пока нет
- Токоприемники Троллейные Серии ТК, ТКНДокумент2 страницыТокоприемники Троллейные Серии ТК, ТКНxolic21454Оценок пока нет
- Аналоги сталей PDFДокумент4 страницыАналоги сталей PDFАрсенийОценок пока нет
- GFM-200…3900 2V (Z) - ООО - Кослайт - 24 06 2020Документ2 страницыGFM-200…3900 2V (Z) - ООО - Кослайт - 24 06 2020SarzuОценок пока нет
- Flash Butt Welding Machine Type МСО - 750.01Документ7 страницFlash Butt Welding Machine Type МСО - 750.01Ahmed HussienОценок пока нет
- Vakuumnyj Vyklyuchatel vs1 12Документ8 страницVakuumnyj Vyklyuchatel vs1 12Rufat HasanovОценок пока нет
- Izmer 208Документ2 страницыIzmer 208Paradox UtopiaОценок пока нет
- PWM65 1Документ2 страницыPWM65 1ivanhal100265Оценок пока нет
- Faz C42Документ9 страницFaz C42Ariana GrandeОценок пока нет
- Ic60 A9F74370Документ3 страницыIc60 A9F74370MarcoAntonioZarateОценок пока нет
- Gorbatov in Shvedova LK Terentev Ae I DR Poroshki Splavov NaДокумент4 страницыGorbatov in Shvedova LK Terentev Ae I DR Poroshki Splavov NaNikolaОценок пока нет
- сравнительная таблица металлов 1Документ13 страницсравнительная таблица металлов 1Андрей МогильниковОценок пока нет
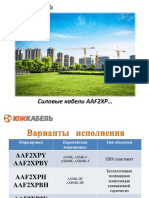
- Краткая Презентация Aaf (Антонец Тарас)Документ27 страницКраткая Презентация Aaf (Антонец Тарас)Taras AntonetsОценок пока нет
- вар2Документ12 страницвар2Олег ХарлановОценок пока нет
- Dontsov Stability 2017Документ31 страницаDontsov Stability 2017Кирилл БуровОценок пока нет
- E 0 CFDB 13Документ1 страницаE 0 CFDB 13TemirlanОценок пока нет
- Тренинг по русскомуДокумент881 страницаТренинг по русскомуВиктория ГруздеваОценок пока нет
- Bianchi BVM 676Документ37 страницBianchi BVM 676DintcherIssoufОценок пока нет
- Электросчетчик-НІК-2104-02.40 РТМВДокумент32 страницыЭлектросчетчик-НІК-2104-02.40 РТМВIgor PokrasОценок пока нет
- Герман Ильг - Жизнь сантинеровДокумент27 страницГерман Ильг - Жизнь сантинеровTatsianaKorobenkova0% (1)
- Ценности науки, свобода научных исследований и социальная ответственность ученыхДокумент12 страницЦенности науки, свобода научных исследований и социальная ответственность ученыхWlam MannonОценок пока нет
- vdu 1201k (КИУ 1201)Документ1 страницаvdu 1201k (КИУ 1201)OleksandrОценок пока нет
- Opn 3 MДокумент15 страницOpn 3 ManazalicОценок пока нет
- Voronina T.V.-Olympiad Problems in MechanicsДокумент26 страницVoronina T.V.-Olympiad Problems in MechanicsNitin SharmaОценок пока нет
- БУКСИРОВКА,ШТОРМОВЫЕ И ЛЕДОВЫЕ УСЛОВИЯДокумент27 страницБУКСИРОВКА,ШТОРМОВЫЕ И ЛЕДОВЫЕ УСЛОВИЯЯрослав КовчанОценок пока нет