Вам также может понравиться
- Лекция 18Документ25 страницЛекция 18Andrey OvchinnikovОценок пока нет
- Steel 1.4462Документ7 страницSteel 1.4462SergeyОценок пока нет
- ГОСТ 17474-80. Винт с полупотайной головкой классов точности А и ВДокумент6 страницГОСТ 17474-80. Винт с полупотайной головкой классов точности А и ВРуслан БулатовОценок пока нет
- Карактеристике материјала ГОСТДокумент76 страницКарактеристике материјала ГОСТBranko GovedaricaОценок пока нет
- TPP v2 PDFДокумент2 страницыTPP v2 PDFZip DriverОценок пока нет
- ГОСТ 16130-90 Проволока МЕДНАЯ сварочнаяДокумент18 страницГОСТ 16130-90 Проволока МЕДНАЯ сварочнаяДмитрий БоярскийОценок пока нет
- Price StationerymarketДокумент406 страницPrice StationerymarketCapОценок пока нет
- ГОСТ 17473-80. Винт с полукруглой головкой классов точности А и ВДокумент6 страницГОСТ 17473-80. Винт с полукруглой головкой классов точности А и ВРуслан БулатовОценок пока нет
- 242 243 Таблица 2.32. Скипы для угольных шахт - Cols=3 gutter=5 - шахтный транспортДокумент1 страница242 243 Таблица 2.32. Скипы для угольных шахт - Cols=3 gutter=5 - шахтный транспортmaxwellОценок пока нет
- Gost 1050 88Документ33 страницыGost 1050 88Serg KekuhОценок пока нет
- Gost 6835-80Документ7 страницGost 6835-80vvvvzzzzzОценок пока нет
- Проспект - R3 BT FNДокумент1 страницаПроспект - R3 BT FNSTEPAN RAZINОценок пока нет
- Gost 17475-80Документ8 страницGost 17475-80lu4hitskyОценок пока нет
- Maqola 2Документ7 страницMaqola 2eldorbbkОценок пока нет
- Analiz Sposobov Uluchsheniya Kachestva Galvanicheskih PokrytiyДокумент6 страницAnaliz Sposobov Uluchsheniya Kachestva Galvanicheskih Pokrytiysagintaevna.akkuОценок пока нет
- Analiz Sposobov Uluchsheniya Kachestva Galvanicheskih PokrytiyДокумент6 страницAnaliz Sposobov Uluchsheniya Kachestva Galvanicheskih Pokrytiysagintaevna.akkuОценок пока нет
- Задание2Документ2 страницыЗадание2Harvey EpОценок пока нет
- ГОСТ 25912.4-91Документ5 страницГОСТ 25912.4-91chemtausifОценок пока нет
- Резьбы и моменты обтяжкиДокумент7 страницРезьбы и моменты обтяжкиboris345678Оценок пока нет
- Лекция 2Документ22 страницыЛекция 2Andrey OvchinnikovОценок пока нет
- ГОСТ 20072 74Документ15 страницГОСТ 20072 74Тарас ДишкоОценок пока нет
- РЭС6 РФО452-103Документ3 страницыРЭС6 РФО452-103Hisham MehremОценок пока нет
- ГОСТ 977-88. Отливки Стальные.Документ37 страницГОСТ 977-88. Отливки Стальные.vanea_saranciucОценок пока нет
- ОСТ 1 90005-91 - Азотирование, Цементация Нержавеющих и Черных СталейДокумент13 страницОСТ 1 90005-91 - Азотирование, Цементация Нержавеющих и Черных СталейIgor DouletovОценок пока нет
- ГОСТ 977-88 Отливки Стальные. Общие Технические УсловияДокумент38 страницГОСТ 977-88 Отливки Стальные. Общие Технические УсловияKarad KaradiasОценок пока нет
- ГОСТ 3282-74 Проволока Стальная Низкоуглеродистая Общего НазначенияДокумент15 страницГОСТ 3282-74 Проволока Стальная Низкоуглеродистая Общего НазначенияEвгенийОценок пока нет
- ГОСТ 3282-74 Проволока стальная низкоуглеродистая общего назначенияДокумент15 страницГОСТ 3282-74 Проволока стальная низкоуглеродистая общего назначенияEвгенийОценок пока нет
- КШИ АйназикДокумент1 страницаКШИ Айназикgulsunai1708Оценок пока нет
- Асинхронные Электродвигатели Общего Назначения АО2, АОЛ2Документ4 страницыАсинхронные Электродвигатели Общего Назначения АО2, АОЛ2Alin HînceştiОценок пока нет
- ГОСТ 2224-93Документ8 страницГОСТ 2224-93liuyx866Оценок пока нет
- деасф neft temizlnmeДокумент23 страницыдеасф neft temizlnmeIskenderli FatimaОценок пока нет
- 4294835118Документ8 страниц4294835118Hiến Đinh VănОценок пока нет
- Transformatoriaus TS-250 PervyniojimasДокумент2 страницыTransformatoriaus TS-250 PervyniojimasVidas DubinskasОценок пока нет
- ГОСТ 3069-80 Канаты стальные. Сортамент PDFДокумент8 страницГОСТ 3069-80 Канаты стальные. Сортамент PDFmapat99Оценок пока нет
- ГОСТ 3069-80 Канаты стальные. Сортамент PDFДокумент8 страницГОСТ 3069-80 Канаты стальные. Сортамент PDFmapat99Оценок пока нет
- Ekzotermicheskie IzdeliyaДокумент24 страницыEkzotermicheskie Izdeliyakirai.nvkОценок пока нет
- Распылители АЗПИДокумент9 страницРаспылители АЗПИGDM BezenchukОценок пока нет
- Компактная минигидростанция подъемника -подъема кузова- 12В МРР219 - 500Вт, 2,2 л-мин, 130 бар - 25.02.2020Документ2 страницыКомпактная минигидростанция подъемника -подъема кузова- 12В МРР219 - 500Вт, 2,2 л-мин, 130 бар - 25.02.2020Рома БлошенкоОценок пока нет
- Stelmi Italia Spa RusДокумент2 страницыStelmi Italia Spa RusРома БлошенкоОценок пока нет
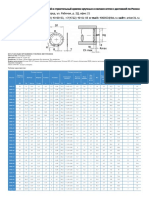
- ГОСТ 13967-74 - Крестовины проходные для соединений трубопроводов по наружному конусу. Конструкция и размерыДокумент3 страницыГОСТ 13967-74 - Крестовины проходные для соединений трубопроводов по наружному конусу. Конструкция и размерыGoodDogОценок пока нет
- ГОСТ 13967-74 - Крестовины Проходные Для Соединений Трубопроводов По Наружному Конусу. Конструкция и РазмерыДокумент3 страницыГОСТ 13967-74 - Крестовины Проходные Для Соединений Трубопроводов По Наружному Конусу. Конструкция и РазмерыGoodDogОценок пока нет
- Din 472Документ2 страницыDin 472huseyin muhsin ağcaОценок пока нет
- Din 28011 RusДокумент15 страницDin 28011 RusludaОценок пока нет
- Din 607 - RusçaДокумент9 страницDin 607 - Rusçaalifuat duyguОценок пока нет
- ГОСТ 20295-85Документ11 страницГОСТ 20295-85Ulviyye ElesgerovaОценок пока нет
- Lecture On Chemistry of Group 15 Metals in RussianДокумент69 страницLecture On Chemistry of Group 15 Metals in RussianAliyevОценок пока нет
- Лесовой В.Б. Карманный Справочник Слесаря-монтажникаДокумент179 страницЛесовой В.Б. Карманный Справочник Слесаря-монтажникаAzure SkyОценок пока нет
- Сводная ведомостьДокумент2 страницыСводная ведомостьBirty RonnyОценок пока нет
- Dodatok+28 10 2023Документ16 страницDodatok+28 10 2023TomcheОценок пока нет
- Sortament Armaturyi TablitsaДокумент1 страницаSortament Armaturyi TablitsaКос МышуеОценок пока нет
- ГОСТ 977-88 Отливки стальные. Общие технические условияДокумент36 страницГОСТ 977-88 Отливки стальные. Общие технические условияСоти WorkОценок пока нет
- ГОСТ 3064-80 Канаты стальные Сортамент PDFДокумент8 страницГОСТ 3064-80 Канаты стальные Сортамент PDFmapat99Оценок пока нет
- Tugas Menggambar Koordinat Polar - Muhammad HattaДокумент1 страницаTugas Menggambar Koordinat Polar - Muhammad HattaMuhammad HattaОценок пока нет
- ГОСТ 27772-88Документ18 страницГОСТ 27772-88Амараа БолдооОценок пока нет
- WP Contentuploads202104engine Transmission Oil Coolers Issue D Russian PDFДокумент8 страницWP Contentuploads202104engine Transmission Oil Coolers Issue D Russian PDFpaha-2Оценок пока нет
- сравнительная таблица металлов 2Документ4 страницысравнительная таблица металлов 2Андрей МогильниковОценок пока нет
- Лепестки ГОСТ 22375-77Документ13 страницЛепестки ГОСТ 22375-77ustenkobora2Оценок пока нет
- Din 94Документ4 страницыDin 94Dule JovanovicОценок пока нет
- матрица GOAДокумент7 страницматрица GOATIMURIOОценок пока нет