Вам также может понравиться
- ГОСТ 2224-93Документ8 страницГОСТ 2224-93liuyx866Оценок пока нет
- ГОСТ 8281-80 Швеллеры НеравнополочныеДокумент8 страницГОСТ 8281-80 Швеллеры Неравнополочныеncp.mypОценок пока нет
- Gost 3262-75Документ8 страницGost 3262-75Abdullah Al JubayerОценок пока нет
- ГОСТ 10704-91 - Трубы стальные электросварные прямошовные. СортаментДокумент15 страницГОСТ 10704-91 - Трубы стальные электросварные прямошовные. СортаментGoodDogОценок пока нет
- ГОСТ 3262-75. Трубы стальные ВГПДокумент8 страницГОСТ 3262-75. Трубы стальные ВГПSergeyОценок пока нет
- Трубы gost-3262-75Документ7 страницТрубы gost-3262-75Mik LomОценок пока нет
- ГОСТ 3262-75Документ7 страницГОСТ 3262-75Ивайло РошковОценок пока нет
- Карактеристике материјала ГОСТДокумент76 страницКарактеристике материјала ГОСТBranko GovedaricaОценок пока нет
- Gost 10704 91Документ11 страницGost 10704 91Nuri FatehОценок пока нет
- 3.1 Gost - 5915 70 Gajki - ShestigrannyeДокумент5 страниц3.1 Gost - 5915 70 Gajki - ShestigrannyeІгорКузнєцовОценок пока нет
- 4294739995Документ10 страниц4294739995borodichОценок пока нет
- ГОСТ 12821Документ11 страницГОСТ 12821Сергей ДубовицкийОценок пока нет
- ГОСТ 28964-91 Винты установочные с шестигранным углублением и засверленным концомДокумент4 страницыГОСТ 28964-91 Винты установочные с шестигранным углублением и засверленным концомЮлия ШутОценок пока нет
- ГОСТ 12821-80 - Фланцы стальные приварные встык на Ру от 0,1 до 20,0 МПа (от 1 до 200 кгс - см2) - Конструкция и размерыДокумент19 страницГОСТ 12821-80 - Фланцы стальные приварные встык на Ру от 0,1 до 20,0 МПа (от 1 до 200 кгс - см2) - Конструкция и размерыGoodDogОценок пока нет
- Лепестки ГОСТ 22375-77Документ13 страницЛепестки ГОСТ 22375-77ustenkobora2Оценок пока нет
- ОСТ 108.764.01-80 Пружины винтовые цилиндрические для подвесок трубопроводов ТЭС и АЭСДокумент11 страницОСТ 108.764.01-80 Пружины винтовые цилиндрические для подвесок трубопроводов ТЭС и АЭСЮлия ДамОценок пока нет
- Đinh tán đầu bằng bán rỗng. gost - 12643-80Документ6 страницĐinh tán đầu bằng bán rỗng. gost - 12643-80Bach Do CongОценок пока нет
- ГОСТ 26020-83 Двутавры стальные горячекатаные с параллельными гранями полокДокумент7 страницГОСТ 26020-83 Двутавры стальные горячекатаные с параллельными гранями полокncp.mypОценок пока нет
- chốt chẻ. gost - 397-79Документ8 страницchốt chẻ. gost - 397-79Bach Do CongОценок пока нет
- ГОСТ 9464-79 Штифты конические с внутренней резьбой незакаленныеДокумент7 страницГОСТ 9464-79 Штифты конические с внутренней резьбой незакаленныеИгорь КриводудОценок пока нет
- GOST 631 1975 - Internal-External Upset Drill Pipes With Couplings - SpecificationДокумент21 страницаGOST 631 1975 - Internal-External Upset Drill Pipes With Couplings - SpecificationCorrado BellucoОценок пока нет
- Шапиро А.А. Пособие Для Сельского Кузнеца (1967)Документ177 страницШапиро А.А. Пособие Для Сельского Кузнеца (1967)chu chungОценок пока нет
- ГОСТ 30633-99 Підшипники роликові радіальні сферичні однорядні. Основні розміриДокумент15 страницГОСТ 30633-99 Підшипники роликові радіальні сферичні однорядні. Основні розміриArtem SemenyakОценок пока нет
- Din 28011 RusДокумент15 страницDin 28011 RusludaОценок пока нет
- ГОСТ 7668-80 - Канат двойной свивки типа ЛК-РО конструкции 6х36 (1+7+7 - 7+14) +1 о.с. СортаментДокумент7 страницГОСТ 7668-80 - Канат двойной свивки типа ЛК-РО конструкции 6х36 (1+7+7 - 7+14) +1 о.с. СортаментMynamesislayerОценок пока нет
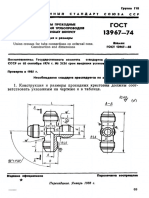
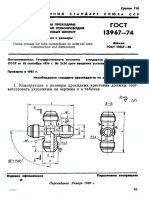
- ГОСТ 13964-74 - Тройники проходные для соединений трубопроводов по наружному конусу. Конструкция и размерыДокумент3 страницыГОСТ 13964-74 - Тройники проходные для соединений трубопроводов по наружному конусу. Конструкция и размерыGoodDogОценок пока нет
- ГОСТ 13967-74 - Крестовины Проходные Для Соединений Трубопроводов По Наружному Конусу. Конструкция и РазмерыДокумент3 страницыГОСТ 13967-74 - Крестовины Проходные Для Соединений Трубопроводов По Наружному Конусу. Конструкция и РазмерыGoodDogОценок пока нет
- ГОСТ 13967-74 - Крестовины проходные для соединений трубопроводов по наружному конусу. Конструкция и размерыДокумент3 страницыГОСТ 13967-74 - Крестовины проходные для соединений трубопроводов по наружному конусу. Конструкция и размерыGoodDogОценок пока нет
- ГОСТ 6211-81Документ12 страницГОСТ 6211-81Ирина МихайловаОценок пока нет
- ГОСТ 10884-94Документ19 страницГОСТ 10884-94chemtausifОценок пока нет
- Gost 9389-75Документ26 страницGost 9389-75Vesna NikolicОценок пока нет
- Gost 5781-82Документ28 страницGost 5781-82Влад ВарийОценок пока нет
- Bich GOCT 12833-67Документ10 страницBich GOCT 12833-67Nguyen hanhОценок пока нет
- ГОСТ 8240-97Документ14 страницГОСТ 8240-97Евгений ШадринОценок пока нет
- Ekzotermicheskie IzdeliyaДокумент24 страницыEkzotermicheskie Izdeliyakirai.nvkОценок пока нет
- 4294848699Документ11 страниц4294848699ДмитрийОценок пока нет
- ГОСТ 8732-78 - Трубы стальные бесшовные горячедеформированные. СортаментДокумент11 страницГОСТ 8732-78 - Трубы стальные бесшовные горячедеформированные. СортаментGoodDogОценок пока нет
- ГОСТ 3282-74 Проволока стальная низкоуглеродистая общего назначенияДокумент15 страницГОСТ 3282-74 Проволока стальная низкоуглеродистая общего назначенияEвгенийОценок пока нет
- ГОСТ 3282-74 Проволока Стальная Низкоуглеродистая Общего НазначенияДокумент15 страницГОСТ 3282-74 Проволока Стальная Низкоуглеродистая Общего НазначенияEвгенийОценок пока нет
- gost 6357 Резьба трубная цилиндрическаяДокумент7 страницgost 6357 Резьба трубная цилиндрическаяArtem Mikitenko100% (1)
- Gost 8509-93Документ11 страницGost 8509-93Adhie RakhmadiОценок пока нет
- ГОСТ 10344-80 Винты НевыпадающиеДокумент5 страницГОСТ 10344-80 Винты НевыпадающиеAlex GreenОценок пока нет
- ГОСТ 25912.4-91Документ5 страницГОСТ 25912.4-91chemtausifОценок пока нет
- ГОСТ 3128 штифты цилиндические и посадкиДокумент8 страницГОСТ 3128 штифты цилиндические и посадкиАнзор ЦиколияОценок пока нет
- Gost 17375 2001Документ10 страницGost 17375 2001belskyi17Оценок пока нет
- ГОСТ 3069-80 Канаты стальные. Сортамент PDFДокумент8 страницГОСТ 3069-80 Канаты стальные. Сортамент PDFmapat99Оценок пока нет
- ГОСТ 3069-80 Канаты стальные. Сортамент PDFДокумент8 страницГОСТ 3069-80 Канаты стальные. Сортамент PDFmapat99Оценок пока нет
- ГОСТ 3064-80 Канаты стальные Сортамент PDFДокумент8 страницГОСТ 3064-80 Канаты стальные Сортамент PDFmapat99Оценок пока нет
- ГОСТ3128-70 ШтифтДокумент8 страницГОСТ3128-70 ШтифтandislaserОценок пока нет
- 934Документ43 страницы934Татьяна ПустовитОценок пока нет
- DIN-125 Ru PDFДокумент4 страницыDIN-125 Ru PDFДидар ОруновОценок пока нет
- 933Документ79 страниц933Татьяна ПустовитОценок пока нет
- gost 2185-66 thông số của bánh răng theo tiêu chuẩn gost ngaДокумент4 страницыgost 2185-66 thông số của bánh răng theo tiêu chuẩn gost ngaLan LêОценок пока нет
- ГОСТ 6727-80 (1998)Документ6 страницГОСТ 6727-80 (1998)chemtausifОценок пока нет
- ГОСТ 8338-75Документ12 страницГОСТ 8338-75aliautodesign93Оценок пока нет
- ГОСТ 5717.2-2003 - Банки стеклянные для консервов. Основные параметры и размерыДокумент14 страницГОСТ 5717.2-2003 - Банки стеклянные для консервов. Основные параметры и размерыscribd1975Оценок пока нет
- 4294846099Документ10 страниц4294846099dba35074Оценок пока нет
- Gost 270Документ11 страницGost 270Ezgi PelitОценок пока нет
- ГОСТ 3081-80 Канаты стальные Сортамент PDFДокумент7 страницГОСТ 3081-80 Канаты стальные Сортамент PDFmapat99Оценок пока нет
- ПЛИС фирмы Altera: элементная база, система проектирования и языки описания аппаратурыОт EverandПЛИС фирмы Altera: элементная база, система проектирования и языки описания аппаратурыОценок пока нет
- Nikolaev LF Aerodinamika I Dinamika Poleta Transportnykh SamДокумент393 страницыNikolaev LF Aerodinamika I Dinamika Poleta Transportnykh SamAlexei ZubritskyОценок пока нет
- UntitledДокумент157 страницUntitledXavier Benitez RodriguezОценок пока нет
- Мищенко И.Т. Расчеты при добыче нефти и газа PDFДокумент293 страницыМищенко И.Т. Расчеты при добыче нефти и газа PDFВалентин СелищевОценок пока нет
- Пластинчатые - насосы Denison T6RДокумент34 страницыПластинчатые - насосы Denison T6RParkerStoreОценок пока нет
- Механика жидкости и газа. Конспекты лекций. В.И. Сологаев, 1995Документ59 страницМеханика жидкости и газа. Конспекты лекций. В.И. Сологаев, 1995Олег БеспаловОценок пока нет
- 27.2 Конспект Назначение топливной системыДокумент7 страниц27.2 Конспект Назначение топливной системыboris345678Оценок пока нет