Вам также может понравиться
- Лекция ФР МЭИДокумент39 страницЛекция ФР МЭИbaurzhannОценок пока нет
- ПНАЭ Г 7031-91Документ18 страницПНАЭ Г 7031-91baurzhannОценок пока нет
- 611 E5 R2014 RussianДокумент116 страниц611 E5 R2014 RussianbaurzhannОценок пока нет
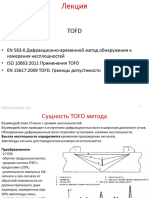
- Лекция TOFD МЭИДокумент31 страницаЛекция TOFD МЭИbaurzhannОценок пока нет
- СП 1171-74 Санитарные правила по РАДИОИЗОТОПНОЙ ДЕФЕКТОСКОПИИДокумент52 страницыСП 1171-74 Санитарные правила по РАДИОИЗОТОПНОЙ ДЕФЕКТОСКОПИИbaurzhannОценок пока нет
- ОБ УТВЕРЖДЕНИИ ПРАВИЛ ЛИЦЕНЗИРОВАНИЯДокумент63 страницыОБ УТВЕРЖДЕНИИ ПРАВИЛ ЛИЦЕНЗИРОВАНИЯbaurzhannОценок пока нет
- Копия Статья о двух системах УКДокумент14 страницКопия Статья о двух системах УКbaurzhannОценок пока нет
- ТРПБДокумент15 страницТРПБbaurzhannОценок пока нет
- СТБ ЕН 583-1-2005 Контроль неразрушающий. УльтразвуковойДокумент15 страницСТБ ЕН 583-1-2005 Контроль неразрушающий. УльтразвуковойbaurzhannОценок пока нет
- статус СО-ред 1. 3.Документ3 страницыстатус СО-ред 1. 3.baurzhannОценок пока нет
- ТК-007-37-00-10 - ВК роторДокумент5 страницТК-007-37-00-10 - ВК роторbaurzhannОценок пока нет
- UT Probe (RUS)Документ15 страницUT Probe (RUS)baurzhannОценок пока нет
- Цифра Цифракон ТЛДокумент4 страницыЦифра Цифракон ТЛbaurzhannОценок пока нет
- ТК-У-ВИК-06-0004 ВИК св.шов 13-20Документ5 страницТК-У-ВИК-06-0004 ВИК св.шов 13-20baurzhannОценок пока нет
- СТБ EN 14127-2015 УЗТДокумент34 страницыСТБ EN 14127-2015 УЗТbaurzhannОценок пока нет
- Ультразвуковой дефектоскоп SyncScan 3 - цена, купить в Москве в компании «ТЕХКОН», официальный дистрибьютор OlympusДокумент9 страницУльтразвуковой дефектоскоп SyncScan 3 - цена, купить в Москве в компании «ТЕХКОН», официальный дистрибьютор OlympusbaurzhannОценок пока нет
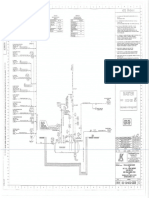
- P&ID и чертежДокумент3 страницыP&ID и чертежbaurzhannОценок пока нет
- Приложение 1 Перечень отмененных СТ РК желтым выделены НКДокумент14 страницПриложение 1 Перечень отмененных СТ РК желтым выделены НКbaurzhannОценок пока нет
- ДП 022 Верификация метода испытанияДокумент9 страницДП 022 Верификация метода испытанияbaurzhannОценок пока нет
- Workorder 100093939Документ2 страницыWorkorder 100093939baurzhannОценок пока нет
- Бланк актуализации материалов аккредитацииДокумент4 страницыБланк актуализации материалов аккредитацииbaurzhannОценок пока нет
- Формуляр для еженедельной проверкиДокумент1 страницаФормуляр для еженедельной проверкиbaurzhannОценок пока нет
- GVI Piping Report ERДокумент2 страницыGVI Piping Report ERbaurzhannОценок пока нет
- White Contrast Paint B 104 A SpraycanДокумент9 страницWhite Contrast Paint B 104 A SpraycanbaurzhannОценок пока нет