Вам также может понравиться
- Перлз Ф. - Теория гештальт-терапии PDFДокумент382 страницыПерлз Ф. - Теория гештальт-терапии PDFvinipuhОценок пока нет
- Ми-8 МТВ -1 Книга 7Документ590 страницМи-8 МТВ -1 Книга 7Иззат СобировОценок пока нет
- Психотерапия книгаДокумент528 страницПсихотерапия книгаЕлена ФатееваОценок пока нет
- БВГМ - 1 лекцияДокумент67 страницБВГМ - 1 лекцияHeart MissonОценок пока нет
- Algebra 10kl Rus PDFДокумент273 страницыAlgebra 10kl Rus PDFКирилл СизовОценок пока нет
- РТЭ МИ-171 КН2 Ч1 ПЛАНЕРДокумент249 страницРТЭ МИ-171 КН2 Ч1 ПЛАНЕРИгорь КотяшОценок пока нет
- Mppss CardsДокумент33 страницыMppss CardsНиколай Стешенко0% (1)
- E10 2013 Rus OkДокумент107 страницE10 2013 Rus OkBaltija MechanikasОценок пока нет
- SP TACE 001 PI 003 - Piping Material SpecificationДокумент485 страницSP TACE 001 PI 003 - Piping Material SpecificationAgajan YusupowОценок пока нет
- Iconos Протокол ТОДокумент15 страницIconos Протокол ТОKosta240 KoОценок пока нет
- 2324 ПС Задвижка - #1 - BW CL 800 (½")Документ25 страниц2324 ПС Задвижка - #1 - BW CL 800 (½")CE CERTIFICATEОценок пока нет
- 2324 ПС Задвижка - #1 - CL 800Документ25 страниц2324 ПС Задвижка - #1 - CL 800CE CERTIFICATEОценок пока нет
- 2324 ПС Задвижка - #1 - BW CL 800 (¾")Документ25 страниц2324 ПС Задвижка - #1 - BW CL 800 (¾")CE CERTIFICATEОценок пока нет
- MDU-102 Manual RuДокумент19 страницMDU-102 Manual RuАндрейБОценок пока нет
- 066 - UT GaugeДокумент2 страницы066 - UT GaugeBauyrzhanОценок пока нет
- Mi-8mtv Planer DescriptionДокумент698 страницMi-8mtv Planer DescriptionВладислав ВОценок пока нет
- ТК ТР-3 кран №№395,394Документ10 страницТК ТР-3 кран №№395,394Vladimir ŽolnerovitšОценок пока нет
- Презентация обзорная ООО Девар ПетроДокумент11 страницПрезентация обзорная ООО Девар Петроанатолий шлапаковОценок пока нет
- Акт Выполненных Работ ВОРДокумент20 страницАкт Выполненных Работ ВОРM S 13Оценок пока нет
- Interpipe SCH STD A672MДокумент2 страницыInterpipe SCH STD A672MMohamed RaafatОценок пока нет
- E-Mail: Info@uzgeolcom - UzДокумент13 страницE-Mail: Info@uzgeolcom - Uzignatan238Оценок пока нет
- РЭ 810-Т - 0906Документ120 страницРЭ 810-Т - 0906Алексей ПрилуцкийОценок пока нет
- 009 00 000 РЭДокумент53 страницы009 00 000 РЭEvgenyОценок пока нет
- Mi 8MTV1 Доп РТО ПульсарДокумент18 страницMi 8MTV1 Доп РТО ПульсарАл ХОценок пока нет
- Аппаратура Командной и Трансляционной Связи АКТС-1007 - manual - ruДокумент193 страницыАппаратура Командной и Трансляционной Связи АКТС-1007 - manual - ruАндрей СычёвОценок пока нет
- 44031.44.000 РЭ Лебедка Вспомогательная ЛВ-50-ВТ (!)Документ44 страницы44031.44.000 РЭ Лебедка Вспомогательная ЛВ-50-ВТ (!)ssdmitryОценок пока нет
- Станок DK7732 (Kingred) Новая ред. 2017Документ118 страницСтанок DK7732 (Kingred) Новая ред. 2017Evg RedBunny100% (1)
- Ka-32 Rto 2Документ172 страницыKa-32 Rto 2Akif HuseynovОценок пока нет
- 01 - 512-2303-АТХ.ВД - Ведомость проекта - rev.9Документ6 страниц01 - 512-2303-АТХ.ВД - Ведомость проекта - rev.9bvi.keravtОценок пока нет
- 02 Akvapanel NarujnayaДокумент58 страниц02 Akvapanel NarujnayaStevan MavrenovicОценок пока нет
- Инструкция к Prorab GWP-80Документ32 страницыИнструкция к Prorab GWP-80Александр КоваленкоОценок пока нет
- ZSN.0405-C51200-04-59D-0002 PDE-EQS-EC-0081: 01 19.02.15 GK Stoe Fst все Выпуск длязакупкиДокумент9 страницZSN.0405-C51200-04-59D-0002 PDE-EQS-EC-0081: 01 19.02.15 GK Stoe Fst все Выпуск длязакупкиLee EddieОценок пока нет
- Р7238-020-005 Перечень оборудования и арматурыДокумент5 страницР7238-020-005 Перечень оборудования и арматурыMechanicalHandОценок пока нет
- Маркировка взрывозащиты ATEXДокумент1 страницаМаркировка взрывозащиты ATEXСергій ТарасенкоОценок пока нет
- КТС-2013-10-02 АТХ.B2.02 - Перечень выходных сигналов. Протоколы.v1.5Документ17 страницКТС-2013-10-02 АТХ.B2.02 - Перечень выходных сигналов. Протоколы.v1.5timachumakОценок пока нет
- КТС-2013-10-01 АТХ.П8.07 - Описание массивов информации.Управление технологическим процессомДокумент7 страницКТС-2013-10-01 АТХ.П8.07 - Описание массивов информации.Управление технологическим процессомtimachumakОценок пока нет
- ИР 117 РТЕДокумент28 страницИР 117 РТЕСергей ПавлюкОценок пока нет
- Rukovodstvo BM 205dДокумент47 страницRukovodstvo BM 205dVasile AbabiiОценок пока нет
- Rukovodstvo BM 205dДокумент47 страницRukovodstvo BM 205dДмитрийОценок пока нет
- Parking Ppm08l RusДокумент37 страницParking Ppm08l Rususmaniqbal15Оценок пока нет
- Отчет По Практике 2022Документ84 страницыОтчет По Практике 2022Никита СарамотинОценок пока нет
- РТЭ Ан-148-100 АТА 04Документ11 страницРТЭ Ан-148-100 АТА 04Вячеслав ШурановОценок пока нет
- Паспорт АЭКТ 003.20Документ11 страницПаспорт АЭКТ 003.20ВалерияОценок пока нет
- Каталог услуг АО НИТДокумент48 страницКаталог услуг АО НИТAnton ZaitsevОценок пока нет
- Паспорт HAZLETON 8-21 SHWДокумент9 страницПаспорт HAZLETON 8-21 SHWnesterov31290Оценок пока нет
- РЭ - Анализатор электромагнитный трубчатый - 298-СЭДокумент14 страницРЭ - Анализатор электромагнитный трубчатый - 298-СЭАрем АнгкОценок пока нет
- Ecl 005aДокумент1 страницаEcl 005aAdrianОценок пока нет
- SpetsifikatsiaДокумент4 страницыSpetsifikatsiaStepan RychkovОценок пока нет
- Icl-001b-3-3g (B2)Документ2 страницыIcl-001b-3-3g (B2)Kalpesh PatelОценок пока нет
- bps-21m Ibyal 411111 042-02 Re1Документ46 страницbps-21m Ibyal 411111 042-02 Re1mustafin.e.k.kОценок пока нет
- Otchet TD 5 PrimovДокумент140 страницOtchet TD 5 PrimovБек ПримовОценок пока нет
- Otchet TD 4 PrimovДокумент132 страницыOtchet TD 4 PrimovБек ПримовОценок пока нет
- ЗЭПБ №ПНОС-Э-242.18, РВС тех.№Е-8, 75-11Документ31 страницаЗЭПБ №ПНОС-Э-242.18, РВС тех.№Е-8, 75-11alexОценок пока нет
- ПГА - 60.210.000 ПСДокумент37 страницПГА - 60.210.000 ПСqimm071Оценок пока нет
- СПЕЦ МОДУЛЬ ДИСТДокумент4 страницыСПЕЦ МОДУЛЬ ДИСТilyafomin724Оценок пока нет
- ТЗ КОМПРЕССОР и ОСУШИТЕЛЬ РСХ, ООО ПОСУДА, АО ТРАКЬЯ ГЛАСС РУС 20.12Документ78 страницТЗ КОМПРЕССОР и ОСУШИТЕЛЬ РСХ, ООО ПОСУДА, АО ТРАКЬЯ ГЛАСС РУС 20.12Irina BochantsevaОценок пока нет
- ЗЭПБ №ПНОС-Э-243.18, РВС тех.№Е-9, 75-11Документ30 страницЗЭПБ №ПНОС-Э-243.18, РВС тех.№Е-9, 75-11alexОценок пока нет
- ГОСТ 3.1123-84Документ27 страницГОСТ 3.1123-84АлександрОценок пока нет
- CartridgeДокумент5 страницCartridgejasuryoldashov97Оценок пока нет
- 2023 64 0200 ТХ.ЗТП2Документ21 страница2023 64 0200 ТХ.ЗТП2EvgenyОценок пока нет
- ИЦ-14-0008 Комплект Тех. КартДокумент130 страницИЦ-14-0008 Комплект Тех. КартПавелОценок пока нет
- технологія контролю вертлюгівДокумент25 страництехнологія контролю вертлюгівromanbarilyakromanОценок пока нет
- КТС-2013!10!02 АТХ.тп - ведомость ПроектаДокумент8 страницКТС-2013!10!02 АТХ.тп - ведомость ПроектаtimachumakОценок пока нет
- ПНАЭ Г 7031-91Документ18 страницПНАЭ Г 7031-91baurzhannОценок пока нет
- Копия Статья о двух системах УКДокумент14 страницКопия Статья о двух системах УКbaurzhannОценок пока нет
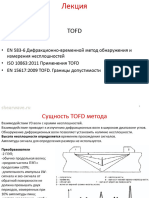
- Лекция TOFD МЭИДокумент31 страницаЛекция TOFD МЭИbaurzhannОценок пока нет
- Лекция ФР МЭИДокумент39 страницЛекция ФР МЭИbaurzhannОценок пока нет
- ОБ УТВЕРЖДЕНИИ ПРАВИЛ ЛИЦЕНЗИРОВАНИЯДокумент63 страницыОБ УТВЕРЖДЕНИИ ПРАВИЛ ЛИЦЕНЗИРОВАНИЯbaurzhannОценок пока нет
- СП 1171-74 Санитарные правила по РАДИОИЗОТОПНОЙ ДЕФЕКТОСКОПИИДокумент52 страницыСП 1171-74 Санитарные правила по РАДИОИЗОТОПНОЙ ДЕФЕКТОСКОПИИbaurzhannОценок пока нет
- 611 E5 R2014 RussianДокумент116 страниц611 E5 R2014 RussianbaurzhannОценок пока нет
- СТБ ЕН 583-1-2005 Контроль неразрушающий. УльтразвуковойДокумент15 страницСТБ ЕН 583-1-2005 Контроль неразрушающий. УльтразвуковойbaurzhannОценок пока нет
- статус СО-ред 1. 3.Документ3 страницыстатус СО-ред 1. 3.baurzhannОценок пока нет
- СТБ EN 14127-2015 УЗТДокумент34 страницыСТБ EN 14127-2015 УЗТbaurzhannОценок пока нет
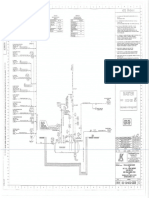
- P&ID и чертежДокумент3 страницыP&ID и чертежbaurzhannОценок пока нет
- Цифра Цифракон ТЛДокумент4 страницыЦифра Цифракон ТЛbaurzhannОценок пока нет
- Workorder 100093939Документ2 страницыWorkorder 100093939baurzhannОценок пока нет
- Приложение 1 Перечень отмененных СТ РК желтым выделены НКДокумент14 страницПриложение 1 Перечень отмененных СТ РК желтым выделены НКbaurzhannОценок пока нет
- White Contrast Paint B 104 A SpraycanДокумент9 страницWhite Contrast Paint B 104 A SpraycanbaurzhannОценок пока нет
- GVI Piping Report ERДокумент2 страницыGVI Piping Report ERbaurzhannОценок пока нет
- GVI Piping Report ERДокумент2 страницыGVI Piping Report ERbaurzhannОценок пока нет
- Методич. разработка 1. Ортопедическое лечение пациентов с полным отсутствием зубовДокумент9 страницМетодич. разработка 1. Ортопедическое лечение пациентов с полным отсутствием зубовRawad AboudayaОценок пока нет
- Немецкая классическая философияДокумент2 страницыНемецкая классическая философияЯна ПопковаОценок пока нет
- Quick Start 7.2 Lbpro 2 PDFДокумент14 страницQuick Start 7.2 Lbpro 2 PDFMartynas KarkauskasОценок пока нет