Вам также может понравиться
- Proekty Oruzhia JACO 2izdДокумент50 страницProekty Oruzhia JACO 2izd754961100% (1)
- BS EN 1759 1 2004 RusДокумент74 страницыBS EN 1759 1 2004 RusVladimir100% (1)
- Englisch LAG Bedienungsanleitung RE - 07015-B2 - 2007-03Документ24 страницыEnglisch LAG Bedienungsanleitung RE - 07015-B2 - 2007-03HERNANDO A BECERRAОценок пока нет
- Трубы gost-3262-75Документ7 страницТрубы gost-3262-75Mik LomОценок пока нет
- ГОСТ 3262-75Документ7 страницГОСТ 3262-75Ивайло РошковОценок пока нет
- Gost 3262-75Документ8 страницGost 3262-75Abdullah Al JubayerОценок пока нет
- ГОСТ 20295-85Документ11 страницГОСТ 20295-85Ulviyye ElesgerovaОценок пока нет
- Gost 17375 2001Документ10 страницGost 17375 2001belskyi17Оценок пока нет
- ГОСТ 8281-80 Швеллеры НеравнополочныеДокумент8 страницГОСТ 8281-80 Швеллеры Неравнополочныеncp.mypОценок пока нет
- GOST 631 1975 - Internal-External Upset Drill Pipes With Couplings - SpecificationДокумент21 страницаGOST 631 1975 - Internal-External Upset Drill Pipes With Couplings - SpecificationCorrado BellucoОценок пока нет
- ГОСТ 12821Документ11 страницГОСТ 12821Сергей ДубовицкийОценок пока нет
- ГОСТ 2224-93Документ8 страницГОСТ 2224-93liuyx866Оценок пока нет
- Ekzotermicheskie IzdeliyaДокумент24 страницыEkzotermicheskie Izdeliyakirai.nvkОценок пока нет
- 79Документ15 страниц79voven100Оценок пока нет
- ГОСТ 26020-83 Двутавры стальные горячекатаные с параллельными гранями полокДокумент7 страницГОСТ 26020-83 Двутавры стальные горячекатаные с параллельными гранями полокncp.mypОценок пока нет
- 3.1 Gost - 5915 70 Gajki - ShestigrannyeДокумент5 страниц3.1 Gost - 5915 70 Gajki - ShestigrannyeІгорКузнєцовОценок пока нет
- Din 28011 RusДокумент15 страницDin 28011 RusludaОценок пока нет
- ГОСТ 8240-97Документ14 страницГОСТ 8240-97Евгений ШадринОценок пока нет
- Bich GOCT 12833-67Документ10 страницBich GOCT 12833-67Nguyen hanhОценок пока нет
- ГОСТ 7668-80 - Канат двойной свивки типа ЛК-РО конструкции 6х36 (1+7+7 - 7+14) +1 о.с. СортаментДокумент7 страницГОСТ 7668-80 - Канат двойной свивки типа ЛК-РО конструкции 6х36 (1+7+7 - 7+14) +1 о.с. СортаментMynamesislayerОценок пока нет
- chốt chẻ. gost - 397-79Документ8 страницchốt chẻ. gost - 397-79Bach Do CongОценок пока нет
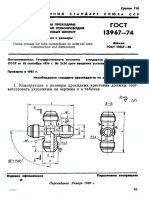
- ГОСТ 13967-74 - Крестовины проходные для соединений трубопроводов по наружному конусу. Конструкция и размерыДокумент3 страницыГОСТ 13967-74 - Крестовины проходные для соединений трубопроводов по наружному конусу. Конструкция и размерыGoodDogОценок пока нет
- ГОСТ 13967-74 - Крестовины Проходные Для Соединений Трубопроводов По Наружному Конусу. Конструкция и РазмерыДокумент3 страницыГОСТ 13967-74 - Крестовины Проходные Для Соединений Трубопроводов По Наружному Конусу. Конструкция и РазмерыGoodDogОценок пока нет
- ГОСТ 8338-75Документ12 страницГОСТ 8338-75aliautodesign93Оценок пока нет
- 346Документ36 страниц346Borel Hassler AtsОценок пока нет
- 5111683Документ10 страниц5111683denisОценок пока нет
- Карактеристике материјала ГОСТДокумент76 страницКарактеристике материјала ГОСТBranko GovedaricaОценок пока нет
- ГОСТ 3282-74 Проволока стальная низкоуглеродистая общего назначенияДокумент15 страницГОСТ 3282-74 Проволока стальная низкоуглеродистая общего назначенияEвгенийОценок пока нет
- ГОСТ 3282-74 Проволока Стальная Низкоуглеродистая Общего НазначенияДокумент15 страницГОСТ 3282-74 Проволока Стальная Низкоуглеродистая Общего НазначенияEвгенийОценок пока нет
- ГОСТ 3081-80 Канаты стальные Сортамент PDFДокумент7 страницГОСТ 3081-80 Канаты стальные Сортамент PDFmapat99Оценок пока нет
- ГОСТ 13964-74 - Тройники проходные для соединений трубопроводов по наружному конусу. Конструкция и размерыДокумент3 страницыГОСТ 13964-74 - Тройники проходные для соединений трубопроводов по наружному конусу. Конструкция и размерыGoodDogОценок пока нет
- ГОСТ 25912.4-91Документ5 страницГОСТ 25912.4-91chemtausifОценок пока нет
- Dop EДокумент1 страницаDop EРома ОдессаОценок пока нет
- 4294830700Документ19 страниц4294830700ДмитрийОценок пока нет
- 6.1 Gost - 11371 78 Shajby - PloskieДокумент6 страниц6.1 Gost - 11371 78 Shajby - PloskieІгорКузнєцовОценок пока нет
- ГОСТ 12821-80 - Фланцы стальные приварные встык на Ру от 0,1 до 20,0 МПа (от 1 до 200 кгс - см2) - Конструкция и размерыДокумент19 страницГОСТ 12821-80 - Фланцы стальные приварные встык на Ру от 0,1 до 20,0 МПа (от 1 до 200 кгс - см2) - Конструкция и размерыGoodDogОценок пока нет
- Диаметр отверстия (сверла) под резьбуДокумент2 страницыДиаметр отверстия (сверла) под резьбуИгорь ЯсюкОценок пока нет
- ГОСТ 3064-80 Канаты стальные Сортамент PDFДокумент8 страницГОСТ 3064-80 Канаты стальные Сортамент PDFmapat99Оценок пока нет
- ГОСТ 3069-80 Канаты стальные. Сортамент PDFДокумент8 страницГОСТ 3069-80 Канаты стальные. Сортамент PDFmapat99Оценок пока нет
- ГОСТ 3069-80 Канаты стальные. Сортамент PDFДокумент8 страницГОСТ 3069-80 Канаты стальные. Сортамент PDFmapat99Оценок пока нет
- 2 металлДокумент11 страниц2 металлbabusya187Оценок пока нет
- ГОСТ 3063-80 Канаты стальные Сортамент PDFДокумент8 страницГОСТ 3063-80 Канаты стальные Сортамент PDFmapat99Оценок пока нет
- ГОСТ 3063-80 Канаты стальные Сортамент PDFДокумент8 страницГОСТ 3063-80 Канаты стальные Сортамент PDFmapat99Оценок пока нет
- ГОСТ 28964-91 Винты установочные с шестигранным углублением и засверленным концомДокумент4 страницыГОСТ 28964-91 Винты установочные с шестигранным углублением и засверленным концомЮлия ШутОценок пока нет
- ГОСТ 2708-75Документ37 страницГОСТ 2708-75AntonОценок пока нет
- ГОСТ 11284-75 Отверстия сквозные под крепежные детали. РазмерыДокумент4 страницыГОСТ 11284-75 Отверстия сквозные под крепежные детали. РазмерыPaul MorrisonОценок пока нет
- Stelmi Italia Spa RusДокумент2 страницыStelmi Italia Spa RusРома БлошенкоОценок пока нет
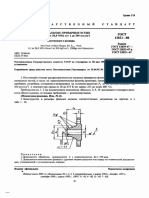
- ГОСТ 13963-74 - Угольники фланцевые проходные для соединений трубопроводов по наружному конусу. Конструкция и размерыДокумент8 страницГОСТ 13963-74 - Угольники фланцевые проходные для соединений трубопроводов по наружному конусу. Конструкция и размерыGoodDogОценок пока нет
- АТК 26-18-5-93 обтюратори PDFДокумент33 страницыАТК 26-18-5-93 обтюратори PDFrustick77Оценок пока нет
- ГОСТ 6636-69 - Основные нормы взаимозаменяемости. Нормальные линейные размерыДокумент7 страницГОСТ 6636-69 - Основные нормы взаимозаменяемости. Нормальные линейные размерыGoodDogОценок пока нет
- Gost 23360-78Документ12 страницGost 23360-78Людмила КовальчукОценок пока нет
- ГОСТ 7808-70Документ8 страницГОСТ 7808-70aliautodesign93Оценок пока нет
- Gost R Iso 14583-2008Документ10 страницGost R Iso 14583-2008Robert SumińskiОценок пока нет
- Gost 10704 91Документ11 страницGost 10704 91Nuri FatehОценок пока нет
- ГОСТ 3062-80 Канаты стальные Сортамент PDFДокумент8 страницГОСТ 3062-80 Канаты стальные Сортамент PDFmapat99Оценок пока нет
- ГОСТ 3062-80 Канаты стальные Сортамент PDFДокумент8 страницГОСТ 3062-80 Канаты стальные Сортамент PDFmapat99Оценок пока нет
- Đinh tán đầu bằng bán rỗng. gost - 12643-80Документ6 страницĐinh tán đầu bằng bán rỗng. gost - 12643-80Bach Do CongОценок пока нет
- DIN-125 Ru PDFДокумент4 страницыDIN-125 Ru PDFДидар ОруновОценок пока нет
- ГОСТ 19425-74 Балки М, С - заменя ГОСТ 5157-53Документ8 страницГОСТ 19425-74 Балки М, С - заменя ГОСТ 5157-53Boris DikovОценок пока нет
- TPP v2 PDFДокумент2 страницыTPP v2 PDFZip DriverОценок пока нет
- UntitledДокумент51 страницаUntitledАлександр КупреевОценок пока нет
- 14399-1 Ru PDFДокумент38 страниц14399-1 Ru PDFAnonymous PibYPghОценок пока нет
- DIN 912 Винты с цилиндр. головкой и шестигранным углублением под ключДокумент13 страницDIN 912 Винты с цилиндр. головкой и шестигранным углублением под ключЮлия ШутОценок пока нет
- Installation FGS Pipe-RusДокумент47 страницInstallation FGS Pipe-RusTaras ByloОценок пока нет
- Katalog Ankernoi Tehniki HiltiДокумент62 страницыKatalog Ankernoi Tehniki HiltiIon CuricheriОценок пока нет
- Gost 6211-81Документ9 страницGost 6211-81ООО ЗМТОценок пока нет
- Din 84 PDFДокумент3 страницыDin 84 PDFMarian StetsivkaОценок пока нет
- 1-1-01 И.С.блинов. Справочник Технолога Механо-сборочного ЦехаДокумент637 страниц1-1-01 И.С.блинов. Справочник Технолога Механо-сборочного ЦехаVladimir RakhubaОценок пока нет
- InstructionДокумент337 страницInstructionZurab KhachidzeОценок пока нет