Академический Документы
Профессиональный Документы
Культура Документы
Risk - Based - Prioritization Technique - Objects PDF
Загружено:
IgorОригинальное название
Авторское право
Доступные форматы
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
Доступные форматы
Risk - Based - Prioritization Technique - Objects PDF
Загружено:
IgorАвторское право:
Доступные форматы
промышленная безопасность
NDT World, 2018, v. 21, no. 3, pp. 68–72
Технологии НК
DOI: 10.12737/article_5b8cf933596a37.05447226
Методика приоритизации объектов обслуживания
на основе оценки критичности отказов
Несмотря на значительное число публикаций по методологии RCM, зачастую возника- Submitted 27.06.18
ют трудности с её пониманием и использованием. Дано краткое описание сути методо- Accepted **.08.18
логии RCM согласно стандарту SAE JA 1011:2009. В целях снижения трудоёмкости RCM
представлен подход, согласно которому начинать RCM необходимо с приоритизации
оборудования. Описана методика приоритизации, основанная на оценке риска отказа
с использованием рекомендаций стандарта IEC 60812:2006. Она включает в себя после-
довательную приоритизацию агрегатов, систем и узлов и заканчивается выявлением
критичных узлов, в отношении которых проводится полный RCM-анализ. При этом менее
критичные узлы, системы и агрегаты могут быть подвергнуты повторной приоритиза-
ции и RCM-анализу после уменьшения риска отказа наиболее критичных узлов. Следо-
вание этой методике позволит сосредоточить ресурсы на наиболее критичном оборудо-
вании и начать выполнять этапы RCM-анализа наиболее эффективным образом.
Антоненко
I. N. Antonenko Игорь николаевич
Начальник отдела
Risk Based Prioritization Technique of Maintenance Objects маркетинга
Важным инструментом разработки эффективных программ технического обслуживания ООО «НПП «СпецТек»,
является методология RCM. В статье представлена методика ранжирования рисков Санкт-Петербург, к.т.н.
отказов оборудования, которая используется для определения приоритетов при
проведении RCM-анализа.
Keywords: Reliability Centered Maintenance / RCM, prioritization of equipment, failure risk
В
текущем году исполняется 40 лет технического обслуживания и ремонта выми преобразованиями. К ним также
с тех пор, как Стэнли Ноулан (ТОиР). Чтобы убедиться в ошибочности относятся изменение методов, исполь-
и Говард Хип в своём основопола- этого, обратимся к стандарту [10]. зуемых при выполнении определенной
гающем исследовании [1] представили В нем дан русскоязычный аналог работы ТОиР, изменение способностей
методологию RCM (Reliability Centered RCM — надёжностно-ориентирован- персонала (обучение).
Maintenance). Их идея состояла в том, ное техническое обслуживание (НОТО). Таким образом, RCM это не какая-то
что правила обслуживания оборудова- И определено, что НОТО (RCM) пред- стратегия ТОиР. Это методология вы-
ния должны определяться последстви- ставляет собой методологию выявления явления и выбора политик управления
ями отказа, а не только природой и па- и выбора политик управления отказами. отказами и формирования из них про-
раметрами самого отказа. Аналогичную Политика управления отказами может граммы работ, сочетающей различные
идею мы находим у отечественных спе- включать в себя действия по техниче- стратегии ТОиР и разовые преобразо-
циалистов по надёжности в публикаци- скому обслуживанию, изменения пра- вания, и отвечающей профилю рисков,
ях того времени [2]. вил эксплуатации, конструктивные до- связанных с отказами.
Затем существенный вклад в разви- работки и другие действия, нацеленные Процесс RCM [7] представляет собой
тие и популяризацию RCM внёс Джон на ослабление последствий отказов, «7 шагов RCM» (рис. 1), содержание ко-
Мубрей [3]. К настоящему времени на- которые в стандарте [11] названы разо- торых состоит в следующем:
копился значительный массив публи-
каций, посвящённых RCM, включая Функция и
Функциональ-
книги [4–6]. Разработаны соответству-
ющие международные и националь- 1 стандарт её
выполнения 2 ный отказ 3 Виды отказа
ные стандарты, как за рубежом [7–9],
так и в России [10, 11]. Развивается
практика успешного применения RCM
в России [12, 13]. Стратегия Критичность Последствия
Введение в RCM
6 ТОиР 5 отказа 4 отказа
Несмотря на весьма зрелый возраст,
методология RCM остаётся покрытой за-
68 весой сложности. Возникли и некоторые
Разовое пре-
заблуждения. Например, встречается
утверждение, что RCM — это стратегия 7 образование
Рис. 1. Результаты выполнения семи этапов RCM-процесса
IndustrIal safety
1. Провести функциональный анализ снизить критичность данного отка-
и выявить выполняемые оборудова- за (уменьшить вероятность отказа Агрегат
нием функции. Определить требова- и / или его последствия), и эффек-
ния к выполнению каждой функции тивной, если затраты на её реали-
в данных условиях эксплуатации, зацию менее значимы, чем послед- Система 1 Система 2 Система 3
отклонение от которых считается от- ствия отказа. В нашем случае при-
казом, включая требования к без- менимой и эффективной стратегии
Узел 1 Узел 1
опасности и экологии (стандарт про- ТОиР нет.
изводительности). Пример функции: 7. Определить, возможны ли эффек-
производство сжатого воздуха ком- тивные разовые преобразования.
Узел 2 Узел 2
прессором с производительностью В нашем случае применимой будет
2 м3 / мин. политика управления отказом «обу-
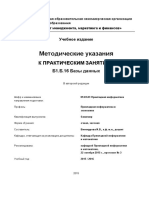
2. Определить, что является функци- чение персонала» — организация на Узел 3
ональным отказом в отношении постоянной основе курсов по прави- Рис. 2.
каждой функции оборудования. лам смазывания механизмов и ис-
Примеры функциональных отказов: пользованию смазок для вновь на- находится за рамками данной статьи.
а) компрессор не выдает сжатый бираемого персонала. Эта политика Ранее она достаточно подробно осве-
воздух; б) компрессор выдает сжа- будет эффективной, если затраты на щалась [14, 15].
тый воздух с производительностью обучение окажутся меньше потерь
1 м3 / мин. из-за недовыпуска продукции при Принципы приоритизации
3. Определить причины каждого функ- отказах компрессора. оборудования
ционального отказа (виды отказа) Полный RCM-анализ в отношении Для проведения приоритизации не-
с обязательным выявлением перво- всего технологического оборудова- обходимо разделить оборудование на
причины. Техника «Пять почему», ния — очень трудоёмкий и длительный агрегаты, агрегаты на системы, а систе-
разработанная в рамках произ- процесс. Он откладывает внедрение мы на узлы (рис. 2). Здесь мы, совмест-
водственной системы корпорации оптимальных программ работ и полу- но с экспертами заказчика, применяем
«Тойота», решает эту непростую за- чение эффекта. Далеко не каждый руко- следующий подход:
дачу. водитель готов к длительному проекту, • идентифицируем агрегаты, проводим
компрессор не выдает сжатый воз- со значительной загрузкой персонала приоритизацию агрегатов;
дух — почему? и туманными перспективами. Именно • только критичные агрегаты разделя-
не работает электродвигатель ком- это в значительной степени сдерживает ем на системы, проводим приорити-
прессора — почему? внедрение RCM. зацию систем;
сработала защита по току статора — Мы рекомендуем при проведении • только критичные системы разделяем
почему? RCM устанавливать разумные пределы. на узлы, проводим приоритизацию
разрушился подшипник электродви- Хорошим инструментом здесь является узлов;
гателя — почему? принцип Парето, который гласит: 80 % • проводим RCM-анализ только кри-
подшипник был заполнен избы- проблем являются следствием 20 % при- тичных узлов, RCM-анализ агрегатов
точным количеством пластической чин. В нашем случае это означает, что и систем не проводится.
смазки — почему? нужно выделить ≈ 20 % оборудования, Идентификация агрегатов осущест-
вновь принятый работник нарушил приносящего львиную долю (≈ 80 %) тя- вляется с использованием качествен-
нормы смазывания. жести последствий отказов. ного и количественного признаков.
4. Определить каковы последствия Иначе говоря, стандартным семи ша- Качественный признак:
каждого функционального отказа. гам RCM должна предшествовать при- • агрегат — это отдельно стоящая
Например, в случае отказа «компрес- оритизация. Она позволяет выявить в цеху крупная единица оборудова-
сор не выдает сжатый воздух» по- наиболее критичные элементы оборудо- ния, решающая определённую произ-
следствия могут быть следующими: вания, сосредоточить на них внимание водственную задачу;
не работает пневмоинструмент, про- и ограниченные ресурсы, и быстрее до- • агрегат либо добавляет ценность
дукция не выпускается, последствий стичь значимого эффекта от RCM. в производственном процессе (ос-
для безопасности и экологии нет. Конечно, ещё раньше должен быть новной агрегат), либо способствует
5. Определить критичность каждого сформирован перечень основного тех- этому (вспомогательный агрегат).
функционального отказа. Для этого нологического оборудования, проведе- Количественный признак: в цеху мо-
необходимо количественно оценить на паспортизация, систематизирована жет быть ориентировочно от 10 до 100
последствия отказа и частоту (вероят- информация о выполняемых работах по агрегатов. Примеры агрегатов: компрес-
ность) их возникновения. Допустим, ТОиР, накоплены достоверные данные сор, кран, конвейер, трансформатор.
в нашем случае происходит останов- по затратам на ТОиР (как плановым, так Для идентификации систем исполь-
ка производства производства для и фактическим), собрана статистика по зуем функциональный признак: систе-
перехода на резервный компрессор, дефектам, отказам и их последствиям, ма — это часть агрегата, выполняющая
и образуется недовыпуск продукции по простоям с указанием их причин. Эти независимую функцию. Проводим функ-
на соответствующую сумму. задачи решаются посредством внедре- циональный анализ агрегата, иденти- 69
6. Выработать применимую и эффек- ния и использования информационной фицируем функции его систем, иден-
тивную стратегию ТОиР в отношении системы управления ТОиР (ИСУ ТОиР). тифицируем сами системы. Полезен
каждого отказа. Стратегия считает- Разработка, внедрение и эксплуатация и количественный признак: в агрегате
ся применимой, если она способна ИСУ ТОиР — это особая тема, которая может быть примерно от 5 до 20 систем.
В мире НК. 2018. Т. 21. № 3
IndustrIal safety Технологии НК
Одна система может включать разные ражаются в необходимых затратах здоровью людей или выбросу (утечке)
виды оборудования (механическое, на ремонт). опасных веществ.
энергетическое). Примеры систем: си- Последствия могут выражаться раз- Если H и/или E окажутся равными
стема электроснабжения, система при- личными сочетаниями указанных кате- единице, то значение S увеличится
вода, система охлаждения, механизм горий. Источником данных по послед- в разы, а значит во столько же уве-
подъёма, металлоконструкции агрегата. ствиям отказов также может служить личится индекс критичности RPN. Это
Для разбиения систем на узлы ис- ИСУ ТОиР, а для их уточнения при про- соответствует принятому допущению
ходим из того, что узел — это часть си- ведении RCM-анализа также привлека- о неприемлемости последствий для без-
стемы, которую можно заменить при ются специалисты предприятия по на- опасности людей и экологических по-
ремонте. Количество узлов в системе, правлениям. следствий. Для определения значений
ориентировочно, от 5 до 15. Примеры Шкалу величин, входящих в RPN, H и E должны быть привлечены специа-
узлов: электродвигатель, редуктор, ги- выберем из следующих соображений. листы по охране труда и промышленной
дроцилиндр. Отказы систем или узлов происходят безопасности (экологии) предприятия.
Чтобы приоритизировать оборудо- гораздо чаще, чем отказы агрегатов, Пусть в некотором цеху идентифици-
вание, необходимо отранжировать его так как отказ системы или узла может рованы Кагр агрегатов, Кагр = 1...10. Ранг
в порядке убывания индекса критично- не приводить к отказу агрегата. Поэтому вероятности отказа O для каждого агре-
сти отказов, а потом идентифицировать разброс частоты отказа систем и узлов гата определим исходя из числа его от-
объекты, вошедшие в верхнюю часть значительно шире, чем у агрегатов. казов в год N.
списка. В качестве индекса критичности Системы и узлы имеют также широ- Величину S1 для каждого агрегата
используем RPN (Risk Priority Number) — кий разброс последствий отказа: от пол- определим исходя из накопленной за
значение приоритетности риска, реко- ного сохранения работоспособности год длительности внеплановых про-
мендуемое стандартом [16]: RPN = SOD, агрегата / системы до снижения уровня стоев данного агрегата по причине от-
где S — тяжесть последствий отказа дан- выполнения основной или вспомога- казов T [час], а S2 — исходя из объёма
ной единицы оборудования; O — вероят- тельной функции агрегата / системы, средств Q [млн. руб.], затраченных за
ность отказа этого оборудования в тече- или полного отказа основной или вспо- год на устранение его отказов.
ние определённого периода времени; могательной функции без последствий Сведем данные по всем 10 агрегатам
D — вероятность, что отказ не будет об- для безопасности или с таковыми. в таблицу и упорядочим их в порядке
наружен до проявления его последствий. В этой связи шкалу от 1 до 10 исполь- убывания числа отказов, времени вне-
Множители, входящие в RPN, опре- зуем для расчета RPN систем и узлов, плановых простоев и затрат на ремонт
деляются как ранг по шкале от 1 до 5 а шкалу от 1 до 5 — для расчета RPN (табл. 1).
или от 1 до 10, а не как фактическое агрегатов. Руководствуясь принципом Парето,
значение вероятности или тяжести по- выделим 20 % позиций в верхней части
следствий. Приоритизация агрегатов списка (ТОП20) и присвоим им высший
Ранг вероятности отказа O устанавли- Приведём пример приоритизации ранг — 5. Граница отсечения верхней
ваем пропорционально частоте отказов агрегатов. На уровне агрегатов ис- части списка (20 %) не является жёстко
данного оборудования (число отказов пользуем сокращённое выражение для заданной. Привлекаемые эксперты мо-
в сутки, в неделю, в месяц, в год). Эти дан- расчёта RPN, рекомендованное [16]: гут понизить эту границу и установить
ные должны накапливаться в ИСУ ТОиР RPN = SO. другое значение соответствующего па-
по ходу эксплуатации оборудования. Исключение из расчёта величины D раметра, начиная с которого присваи-
Если же статистики отказов нет или она связано с тем, что средства обнаруже- вается ранг 5, например, как это сдела-
неполная, привлекаются специалисты ния (предсказания) отказов применя- но в колонке «Q» табл. 1.
предприятия по направлениям, хорошо ются на уровне систем и узлов, а не на Оставшимся позициям присвоим
знакомые с работой данного оборудова- уровне агрегатов. ранг от 1 до 4 по линейной шкале. Для
ния — механики, электрики, гидравлики, Величину S определим следующим этого нижнее значение ТОП20 сле-
технологи. Их экспертные оценки исполь- образом: дует разделить на четыре (например,
зуют при определении величины О. S = (1 + H + E)(S1 + S2), 60:4 = 15), чтобы получить шаг шкалы
Для определения тяжести послед- где H — ранг последствий для безопас-
ствий отказа S учитываем категории по- ности людей (Health); E — ранг экологи-
Табл. 1. Ранжирование агрегатов по частоте
следствий согласно [7, 16]: ческих последствий (Environment); S1 — и последствиям отказов
• последствия для безопасности (отказ ранг производственных последствий;
Кагр N O Кагр T S1 Кагр Q S2
может повлечь гибель или травмы S2 — ранг экономических последствий.
от-
людей); Последствия для безопасности лю- № каз/ – №
час/
– №
млн.
–
• экологические последствия (отказ мо- дей и экологические последствия будем год
год руб.
жет нанести вред окружающей среде); считать неприемлемыми независимо 4 73 5 1 41 5 1 150 5
• производственные последствия (от- от их масштаба. Поэтому для H и E уста- 1 60 5 4 32 5 9 132 5
каз влияет на выполнение оборудова- новим короткую шкалу ранга от 0 до 1 2 58 4 3 27 4 2 112 5
нием своих функций и может повлечь и будем присваивать соответствующий 5 50 4 2 19 3 3 87 4
снижение производительности и / или ранг следующим образом: 0 — соответ-
70
3 33 3 5 18 3 6 60 3
качества); ствующие последствия отказа агрегата 8 20 2 7 11 2 5 42 2
• экономические последствия (послед- отсутствуют, 1 — отказ агрегата может 10 18 2 9 9 2 4 12 1
ствия отказа проявляются только привести к нарушению нормативных 7 9 1 10 4 1 8 10 1
в повреждении оборудования и вы- требований по охране труда или окру- 9 1 1 8 3 1 7 6 1
жающей среды, к причинению вреда 6 1 1 6 0,5 1 10 5 1
NDT World, 2018, v. 21, no. 3
И. Н. Антоненко
Методика приоритизации объектов обслуживания на основе оценки... промышленная безопасность
и установить соответствие, как это сде- Если в ИСУ ТОиР корректно ведётся в соответствие ранг 1, а максималь-
лано в табл. 2. статистика отказов с привязкой к си- ной — ранг 10. Допустим, по наблюде-
Учтём значения H и E для каждого стемам и с указанием их последствий, ниям персонала предприятия или по
агрегата, и определим значения RPN. то эти данные будут очень полезны для данным ИСУ ТОиР у какой-то системы
Затем отранжируем агрегаты в порядке формирования табл. 4. В любом случае зафиксированы самые интенсивные от-
убывания RPN, как показано в табл. 3. привлекаются специалисты предприя- казы с частотой примерно 1 раз сутки,
Снова применим принцип Парето тия, хорошо знакомые с работой и отка- а у какой-то — самые редкие отказы
и выделим 20 % позиций в верхней ча- зами Агрегата 1 и Агрегата 2, как мини- с частотой 1 раз в 6 лет.
сти списка. Таким образом, результатом мум для верификации полученной шка- Примем 1 сутки в качестве интервала,
приоритизации является идентифика- лы рангов. Такие специалисты должны в течение которого оценивается веро-
ция двух критичных агрегатов — это обладать достаточными знаниями, что- ятность отказа, и интерпретируем реко-
Агрегат 1 и Агрегат 2. бы дать экспертную оценку возможных мендации стандарта [16]. Тогда получим,
Далее Агрегат 1 и Агрегат 2 должны последствий отказов систем. что следующим категориям отказов со-
быть разделены на системы и должна Для формирования табл. 5 нужна ответствует следующая частота отказов:
быть проведена приоритизация систем информация о минимальном и мак- • частый отказ — 1 раз в 5 суток и чаще;
этих агрегатов. Продемонстрируем это симальном значении наблюдаемой • вероятный отказ — 1 раз в 10 суток
на примере. частоты отказов систем, находящихся и чаще;
в эксплуатации. Соответственно, ми- • возможный отказ — 1 раз в 100 суток
Приоритизация систем и узлов нимальной частоте отказов ставится и чаще;
Будем использовать полное выра- Табл. 4. Шкала тяжести последствий отказов систем
жение для расчета RPN и единую шка-
Последствия отказа S
лу рангов от 1 до 10 для всех систем
указанных агрегатов. Воспользуемся Влияние на безопасность агрега- создает угрозу здоровью и жизни людей, причи-
10
та, высокий риск получения обяза- нения существенного вреда окружающей среде
рекомендациями стандартов и сфор- тельных предписаний надзорных
мируем шкалу для величин, входящих органов и привлечения к ответ- влечет нарушение требований законодательства
9
в выражение для RPN, как это сделано ственности о промышленной безопасности
в табл. 4–6. Агрегат неработоспособен, выпуск продукции невозможен.
8
Влияния на безопасность и экологию нет
Табл. 2. Формирование шкалы для ранжиро-
вания агрегатов снижена производительность 7
О N T Q работает со значительным отклонением от техно-
6
логии производства и с потерей качества
отказ/ Агрегат работоспособен
- час/год мпн.руб. работает с незначительными: отклонением от
год
4 45–59 24–31 84–111 технологии производства и снижением качества 5
3 30–44 16–23 56–83 продукции
2 15–29 8–15 28–55 Агрегат полностью работоспосо- более 75 % эксплуатационного персонала 4
1 0–14 0–7 0–27 бен, но целостность, шумность и ви-
около 50 % эксплуатационного персонала 3
брация агрегата не соответствует
Табл. 3. Ранжирование агрегатов по вели- требованиям и это замечают: менее 25 % эксплуатационного персонала 2
чине RPN Последствий нет. 1
Кагр Н E O S1 S2 RPN Табл. 6. Шкала вероятности обнаружения отказов систем
1 1 0 5 5 5 100
Категория
2 1 1 4 3 5 96 Возможность обнаружения отказа D
возможности
4 1 0 5 5 1 60
Контроль не предусмотрен, не производится или не позволяет обнару-
5 1 1 4 3 2 60 10
недостаток жить отказ, результаты контроля не регистрируются и не анализируются
3 1 0 3 4 4 48 контроля Контроль проводится несистематически, маршруты обходов и опера-
9 1 1 1 2 5 21 9
ции контроля не определены или не выполняются в полном объёме
6 1 1 1 1 3 12 контроль при Контроль возможен только при остановленном агрегате (остановка на
8 1 0 2 1 1 8 8
остановке ремонт или технологическая остановка)
10 0 0 2 1 1 4 Контроль возможен без остановки агрегата и производится субъектив-
7
7 0 0 1 2 1 3 но (визуально, тактильно, на слух) без специальных инструментов
контроль без
остановки Контроль возможен без остановки агрегата и производится персона-
Табл. 5. Шкала вероятности отказов систем лом с использованием специальных инструментов количественной 6
Категория оценки
Частота отказа O автоматиче-
частоты
1 раз в сутки и чаще 10 ская система Контроль осуществляет автоматика, которая извещает персонал соот-
частый 5
контроля и ветствующим сигналом об обнаружении отказа системы
отказ 1 раз в 2–5 суток 9
сигнализации
вероятный 1 раз в 6–7 суток 8
По отдельным параметрам системы автоматика осуществляет контроль
отказ 1 раз в 8–10 суток 7 4
автоматиче- и автоматическую блокировку узлов с потенциальным отказом
возможный 1 раз в 11–30 суток 6 ская система По всем основным параметрам системы автоматика осуществляет кон-
3
отказ 1 раз в 31-100 суток
1 раз в 101–200 суток
5
4
контроля и троль и автоматическую блокировку узлов с потенциальным отказом 71
блокировки Автоматика выявляет причины всех потенциальных отказов системы и
редкий 2
1 раз 201–400 суток 3 блокирует их, не допуская потенциального отказа
отказ
1 раз 401–1000 суток 2 гарантиро-
невероят- 1 раз 1001–2000 суток ванная безот- Автоматика предотвращает причины всех потенциальных отказов 1
1
ный отказ и реже казность
В мире НК. 2018. Т. 21. №3
И. Н. Антоненко
INDUSTRIAL SAFETY Методика приоритизации объектов обслуживания на основе оценки...
• редкий отказ — 1 раз в 1000 суток После расчета RPN упорядочим все весь описанный выше алгоритм и семь
и чаще; системы Агрегата 1 в порядке убывания шагов RCM на более низком уровне ри-
• невероятный отказ — реже 1 раза RPN. В этом случае получим результат, сков. Не существует принципиальных
в 1000 суток. похожий на табл. 7. ограничений количества таких циклов.
Сформируем табл. 5, предусмотрев Из табл. 7 следует, что критичными Цикличность позволит также оцени-
дополнительную градацию частоты от- являются отказы Системы 2, Системы 3 вать эффективность принятых ранее
казов. и Системы 5, умеренно критичными — от- решений и производить их пересмотр,
При формировании табл. 6 учиты- казы Системы 4 и Системы 8, а некри- обеспечивая выполнение принципа не-
вают наличие / отсутствие технических тичными — отказы остальных систем прерывного улучшения.
средств и операций контроля (прибо- Агрегата 1. В этой связи далее необходимо:
ры и системы, выполняющие защитную • разделить Системы 2, 3 и 5 на узлы, Литература
функцию, обходы, техническая диагно- провести приоритизацию узлов пу- 1. Nowlan F. S., Heap H. F. Reliability-centered
стика), позволяющих обнаружить по- тём расчёта RPN и с использовани- Maintenance. — San Francisco: Dolby Access
Press, 1978. — 466 p.
явление и развитие потенциального ем шкал, аналогичных приведённым
2. Нейман В. Г., Шапиро Б. В. Оценка критич-
отказа до проявления его последствий в табл. 4–6 (вместо агрегата в табли- ности отказов технических устройств. — На-
и за время, достаточное для предотвра- цах должна фигурировать система, дежность и контроль качества. 1975. № 10.
щения отказа (P-F-интервал). Таким об- а вместо системы — узел), С. 49–51.
разом, вместо фактической вероятно- • детально проанализировать отказы 3. Moubray J. Reliability-centered Maintenance.
сти обнаружения, отказы ранжируют по выявленных критичных узлов по ме- Second Edition. — NY: Industrial Press Inc,
наличию возможности их обнаружения. тоду RCM: найти первопричины каж- 1997. — 426 p.
4. Neil B. Bloom. Reliability Centered
Поскольку S, O и D изменяются в дого отказа, выработать политики Maintenance: Implementation Made Simple. —
пределах 1–10, величина RPN будет из- управления отказом, выбрать наибо- NY: McGraw-Hill, 2005. — 291 p.
меняться от 1 до 1000. Руководствуясь лее эффективную политику, обеспечи- 5. Ефремов Л. В. Проблемы управления на-
правилом Парето, установим, что кри- вающую быстрое улучшение, то есть дежностно — ориентированной технической
тичными являются верхние 20 % диа- пройти по семи шагам RCM, представ- эксплуатацией машин. — СПб: Art-Xpress,
пазона величин S, O и D. Это соответ- ленным на рис. 1; 2015. — 206 с.
6. Sifonte J. R., Reyes-Picknell J. V. Reliability
ствует их значениям от 8 до 10. Таким • провести выборочный поиск пер-
Centered Maintenance — Reengineered: Practical
образом, критичными в нашем анали- вопричин отказов Системы 4 Optimization of the RCM Process with RCM-R. —
зе будут значения RPN от 8×8×8 = 512 и Системы 8 без полного разделения CRC Press, 2017. — 349 p.
до 10×10×10 = 1000. С некоторым за- на узлы, выработать политики управ- 7. SAE JA 1011:2009. Evaluation Criteria
пасом установим нижнюю границу кри- ления рассмотренными отказами; for Reliability-Centered Maintenance (RCM)
тичности на уровне RPN = 500, а диапа- • дальнейший анализ Систем 1, 6, 7, 9 Processes.
зон ниже 500 разделим на две равные и 10 на данном этапе не проводить. 8. SAE JA 1012:2011. A Guide to the Reliability-
Centered Maintenance (RCM) Standard.
части: некритичные (от 1 до 249) и уме- Аналогичную приоритизацию систем
9. IEC 60300-3-11:2009. Dependability
ренно критичные (от 250 до 499). Такую и узлов следует провести для второго Management — Part 3–11: Application guide —
шкалу RPN можно представить так, как критичного агрегата — для Агрегата 2. Reliability centered maintenance.
показано на рис. 3. 10. ГОСТ Р 27.606–2013. Надежность в тех-
Цикличность и непрерывное нике. Управление надежностью. Техническое
RPN улучшение обслуживание, ориентированное на безотказ-
1 250 500 1000 ность. — М.: Стандартинформ, 2014. — 34 с.
Рис. 3. Шкала приоритетности риска RPN
Выбранные политики управления от-
11. ГОСТ Р 55.0.05–2016. Управление акти-
казами должны привести к снижению вами. Повышение безопасности и надежности
Предположим, что в составе S, O или D соответствующих узлов, либо активов. Требования. — М.: Стандартинформ,
Агрегата 1 идентифицированы 10 си- одновременно двух или всех трёх пере- 2016. — 10 с.
стем. Условно назовем их «Система 1», численных составляющих RPN. В свою 12. Антоненко И. Н., Беляков М. И. Об одной
«Система 2» и т. д. Определим значения очередь, это приведёт к уменьшению надежностной задаче и ее решении в информа-
S, O, D и RPN для каждой системы, ру- RPN критичных и умеренно критичных ционной системе. — Автоматизация в промыш-
ленности. 2015. № 8. С.18–21.
ководствуясь сформированными выше систем, а также к уменьшению RPN
13. Иорш В. И., Крюков И. Э., Антонен-
шкалами. При этом также будем руко- Агрегата 1 и Агрегата 2. ко И. Н. Управление ремонтами, ориентирован-
водствоваться следующим: После этого необходимо провести ное на надежность. — Промышленность и без-
• величину S необходимо определять повторно приоритизацию, повторить опасность. 2011. № 7. C. 50–53.
исходя из наихудшего из возможных 14. Кац Б. А., Молчанов А. Ю. Управление
Табл. 7. Ранжирование систем Агрегата 1 по
сценариев последствий отказа дан- производственными активами с помощью со-
величине RPN
ной системы; временных информационных технологий. — Ав-
№№ S O D RPN томатизация в промышленности. 2014. № 8. C.
• при определении O необходимо учи- Система 5 10 9 8 720 39–45.
тывать даже те отказы системы, кото- Система 2 9 7 10 630 15. Кац Б. А. Взаимодействие информаци-
рые не имеют последствий (S = 1); Система 3 9 7 9 567 онной системы ТОиР с другими АСУ предпри-
• при определении величины D необ- Система 8 8 6 8 384 ятия. — Автоматизация в промышленности.
ходимо учитывать не только возмож- Система 4 7 5 8 280 2013. № 8. С. 43–46.
72 ность обнаружения потенциального Система 1 6 5 6 180 16. ГОСТ Р 51901.12–2007. Менеджмент ри-
отказа, но и скорость его развития: Система 9 6 5 5 150 ска. Метод анализа видов и последствий отка-
зов. — М.: Стандартинформ, 2008. — 35 с.
если после обнаружения будет недо- Система 10 4 3 5 60
статочно времени для предотвраще- Система 6 4 3 4 48 Статья получена 27июня 2018 г.,
Система 7 1 2 4 8 в окончательной редакции — августа
ния отказа, то D = 10.
NDT World, 2018, v. 21, no. 3
Вам также может понравиться
- 1chiker V A Red 18 Programm Treningov Rukovodstvo Dlya ProfesДокумент248 страниц1chiker V A Red 18 Programm Treningov Rukovodstvo Dlya ProfesAnna DudetskayaОценок пока нет
- Книга мануалаЭлантра J3Документ321 страницаКнига мануалаЭлантра J3Anonymous 2Y4VQwXwoОценок пока нет
- Postgresql Osnovy PDFДокумент639 страницPostgresql Osnovy PDFAlexandr Casapciuc100% (1)
- Управление качеством. - 2023. - №7. - С. 24-31.Документ8 страницУправление качеством. - 2023. - №7. - С. 24-31.IgorОценок пока нет
- Management. - 2023. - №2. - С. 28-38.Документ11 страницManagement. - 2023. - №2. - С. 28-38.IgorОценок пока нет
- Промышленные страницы. - 2023. - №6 (175) - - С. 6-9.Документ4 страницыПромышленные страницы. - 2023. - №6 (175) - - С. 6-9.IgorОценок пока нет
- Журнал "Наш Мечел"Документ3 страницыЖурнал "Наш Мечел"IgorОценок пока нет
- Трубопроводная арматура и оборудование. - 2022. - №6 (123) - - С. 34-41.Документ8 страницТрубопроводная арматура и оборудование. - 2022. - №6 (123) - - С. 34-41.IgorОценок пока нет
- Control Engineering Россия. - 2021. -№4 (96) - - C. 64-67.Документ4 страницыControl Engineering Россия. - 2021. -№4 (96) - - C. 64-67.IgorОценок пока нет
- Methodology Practice Implementing Asset Management SystemsДокумент8 страницMethodology Practice Implementing Asset Management SystemsIgorОценок пока нет
- Computing Platform Technical Condition IndicatorsДокумент6 страницComputing Platform Technical Condition IndicatorsIgorОценок пока нет
- . - 2021. - №4 (29) - - С. 20-29.Документ5 страниц. - 2021. - №4 (29) - - С. 20-29.IgorОценок пока нет
- Корпоративная брошюра СпецТекДокумент14 страницКорпоративная брошюра СпецТекIgorОценок пока нет
- Журнал "Промышленная энергетика"Документ7 страницЖурнал "Промышленная энергетика"IgorОценок пока нет
- Энергия единой сетиДокумент7 страницЭнергия единой сетиIgorОценок пока нет
- Журнал ЭнергоStyleДокумент3 страницыЖурнал ЭнергоStyleIgorОценок пока нет
- Презентация решения TRIM-Технический менеджментДокумент72 страницыПрезентация решения TRIM-Технический менеджментIgorОценок пока нет
- Risk - Based - Prioritization Technique - Objects PDFДокумент5 страницRisk - Based - Prioritization Technique - Objects PDFIgorОценок пока нет
- Некоторые заблуждения и мифы о методологии RCMДокумент8 страницНекоторые заблуждения и мифы о методологии RCMIgorОценок пока нет
- ХимагрегатыДокумент6 страницХимагрегатыIgorОценок пока нет
- Trioptics SuperSpherotronic HRДокумент10 страницTrioptics SuperSpherotronic HRurcadelimaОценок пока нет
- 1 27 SIK - Guide-150dpi-01 RU Web PDFДокумент27 страниц1 27 SIK - Guide-150dpi-01 RU Web PDFAnonymous BwxfYwОценок пока нет
- К.Ю. Поляков, Е.А. Еремин - Язык Си и Си++Документ73 страницыК.Ю. Поляков, Е.А. Еремин - Язык Си и Си++Zaur QurbanovОценок пока нет
- UserAndLINUX v11.01Документ84 страницыUserAndLINUX v11.01Roman SukochevОценок пока нет
- Dobrinina Prilagatelnye Altaiskogo YazykaДокумент215 страницDobrinina Prilagatelnye Altaiskogo YazykaNariye SeydametovaОценок пока нет
- Методические указания БДДокумент144 страницыМетодические указания БДЮрий БалашовОценок пока нет
- QuartusДокумент100 страницQuartusДмитрийБобрышовОценок пока нет
- А.А.ТОРОКИН ОСНОВЫ ИНЖЕНЕРНО-ТЕХНИЧЕСКОЙ ЗАЩИТЫ ИНФОРМАЦИИДокумент198 страницА.А.ТОРОКИН ОСНОВЫ ИНЖЕНЕРНО-ТЕХНИЧЕСКОЙ ЗАЩИТЫ ИНФОРМАЦИИMary_0801Оценок пока нет
- Шарлай Г.Н. - Управление и маневрирование морским судном - 2007 PDFДокумент583 страницыШарлай Г.Н. - Управление и маневрирование морским судном - 2007 PDFФилипп ХлопуновОценок пока нет
- GIMP 2 - Manual PDFДокумент355 страницGIMP 2 - Manual PDFAslan AlievОценок пока нет
- E 18 - 14 RusДокумент51 страницаE 18 - 14 Rusruben carcamoОценок пока нет
- Android 2019Документ27 страницAndroid 2019РупупуОценок пока нет
- Stereo&Video 01 2009Документ156 страницStereo&Video 01 2009stereovideomagazineОценок пока нет
- Delphi учимся на примерахДокумент217 страницDelphi учимся на примерахc3TpeucepОценок пока нет
- СертифицированоДокумент116 страницСертифицированоdidstavОценок пока нет
- метод С++Документ104 страницыметод С++Асыла АлмазбековаОценок пока нет
- VD 53 P23 50 Radiatornye Termoregulatory July 2018Документ109 страницVD 53 P23 50 Radiatornye Termoregulatory July 2018qwertyОценок пока нет
- Kirik L.A. - Fizika - 9kl. Samostojatelnye I Kontrolnye Raboty PDFДокумент194 страницыKirik L.A. - Fizika - 9kl. Samostojatelnye I Kontrolnye Raboty PDFДамир ХоджаевОценок пока нет
- Сравнительная типология немецкого и русского языковДокумент120 страницСравнительная типология немецкого и русского языковSascha ArtamonovОценок пока нет
- функциональная спецификация рту моа 1.7.3 rus PDFДокумент50 страницфункциональная спецификация рту моа 1.7.3 rus PDFdurygusОценок пока нет
- Voprosi Onomastika 5Документ207 страницVoprosi Onomastika 5Kelly GilbertОценок пока нет
- WEB GIS метеорологиДокумент113 страницWEB GIS метеорологиjОценок пока нет
- Directx 9 с Управляемым Кодом. Программирование Игр и ГрафикаДокумент386 страницDirectx 9 с Управляемым Кодом. Программирование Игр и ГрафикаAndrey TkachukОценок пока нет
- 01 Manual E90 Basis RuДокумент147 страниц01 Manual E90 Basis RuNikola RadanovicОценок пока нет
- !!!!!!!!!!file 1Документ245 страниц!!!!!!!!!!file 1Сергей СадовскийОценок пока нет
- Ivd 03.12Документ214 страницIvd 03.12busj04Оценок пока нет