Вам также может понравиться
- Gost 19128-73Документ4 страницыGost 19128-73Fang NinaОценок пока нет
- DIN 939 ГОСТ 22034-76 Шпилька с резьбовым концом приблизительно 1,25dДокумент5 страницDIN 939 ГОСТ 22034-76 Шпилька с резьбовым концом приблизительно 1,25dVladimir Z.V.Оценок пока нет
- ГОСТ 28964-91 Винты установочные с шестигранным углублением и засверленным концомДокумент4 страницыГОСТ 28964-91 Винты установочные с шестигранным углублением и засверленным концомЮлия ШутОценок пока нет
- GOST Standard 13862-90 - Ver2Документ23 страницыGOST Standard 13862-90 - Ver2crni rokoОценок пока нет
- Gost 1759Документ19 страницGost 1759Kemo TufoОценок пока нет
- ОСТ 108.764.01-80 Пружины винтовые цилиндрические для подвесок трубопроводов ТЭС и АЭСДокумент11 страницОСТ 108.764.01-80 Пружины винтовые цилиндрические для подвесок трубопроводов ТЭС и АЭСЮлия ДамОценок пока нет
- Bich GOCT 12821-80Документ19 страницBich GOCT 12821-80Nguyen hanhОценок пока нет
- .Trashed 1707919237 4294852722Документ4 страницы.Trashed 1707919237 4294852722acingizОценок пока нет
- Допуски формы и расположения. Численные значения 24643-81Документ10 страницДопуски формы и расположения. Численные значения 24643-81howixam305Оценок пока нет
- ГОСТ 28338-89 Проходы условныеДокумент3 страницыГОСТ 28338-89 Проходы условныеSalimonОценок пока нет
- ОСТ 26-04-480-79 Контактная СваркаДокумент9 страницОСТ 26-04-480-79 Контактная СваркаДмитрий БоярскийОценок пока нет
- Отменен - ГОСТ 17365-71 - Трубопроводы для агрессивных сред. Общие технические требованияДокумент11 страницОтменен - ГОСТ 17365-71 - Трубопроводы для агрессивных сред. Общие технические требованияGoodDogОценок пока нет
- РД 24.260.09-87 4293771112 (Important)Документ56 страницРД 24.260.09-87 4293771112 (Important)aspire.killerОценок пока нет
- Gost 14896 84 Защитные КольцаДокумент54 страницыGost 14896 84 Защитные Кольцаsmoki9869Оценок пока нет
- ГОСТ 28963-91Документ5 страницГОСТ 28963-91ДенисОценок пока нет
- ГОСТ 20889-88 Шкивы Приводных Клиновых РемнейДокумент17 страницГОСТ 20889-88 Шкивы Приводных Клиновых РемнейИгорьОценок пока нет
- Методика Расчета Болтового Соединерния Фоанцев ЦилиндраДокумент10 страницМетодика Расчета Болтового Соединерния Фоанцев Цилиндраalexander.levenkoОценок пока нет
- ГОСТ 9065 ШайбыДокумент3 страницыГОСТ 9065 Шайбыkokoko777Оценок пока нет
- Gost14084 76Документ15 страницGost14084 76feyevo4528Оценок пока нет
- ГОСТ 10299-80 Заклепки с полукруглой головкой классов точности В и С. Технические условияДокумент8 страницГОСТ 10299-80 Заклепки с полукруглой головкой классов точности В и С. Технические условияkadetapogey739615246Оценок пока нет
- ГОСТ 10300-80Документ3 страницыГОСТ 10300-80GoodDogОценок пока нет
- Вертлюг УВ-320 (Каталог)Документ14 страницВертлюг УВ-320 (Каталог)ЕвгенийОценок пока нет
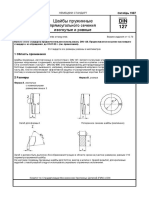
- DIN 127 Ru PDFДокумент3 страницыDIN 127 Ru PDFMarian ZatkoОценок пока нет
- ГС-14.02 каталогДокумент201 страницаГС-14.02 каталогВикторОценок пока нет
- Подшипники Качения. Поля Допусков и Тех Треб 3325-85Документ105 страницПодшипники Качения. Поля Допусков и Тех Треб 3325-85howixam305Оценок пока нет
- ГОСТ 6211-81Документ12 страницГОСТ 6211-81Ирина МихайловаОценок пока нет
- Установка ГБЦ С27Документ6 страницУстановка ГБЦ С27Вячеслав РубцовОценок пока нет
- 25734Документ6 страниц25734ДмитрийОценок пока нет
- Gost 3262-75Документ8 страницGost 3262-75Abdullah Al JubayerОценок пока нет
- - ОСТ - 34-10-752-97 - Колена секторные сварные.Документ53 страницы- ОСТ - 34-10-752-97 - Колена секторные сварные.yastrub1990Оценок пока нет
- ОПОРНЫЕ ПОД КРЕПЕЖНЫЕ ДЕТАЛИ цековки гост 12876Документ7 страницОПОРНЫЕ ПОД КРЕПЕЖНЫЕ ДЕТАЛИ цековки гост 12876еыОценок пока нет
- 4294739995Документ10 страниц4294739995borodichОценок пока нет
- ГОСТ 21350-75 Отверстия Под Нарезание Трубной Конической Резьбы. ДиаметрыДокумент3 страницыГОСТ 21350-75 Отверстия Под Нарезание Трубной Конической Резьбы. ДиаметрыАйгульОценок пока нет
- ГОСТ 7668-80 - Канат двойной свивки типа ЛК-РО конструкции 6х36 (1+7+7 - 7+14) +1 о.с. СортаментДокумент7 страницГОСТ 7668-80 - Канат двойной свивки типа ЛК-РО конструкции 6х36 (1+7+7 - 7+14) +1 о.с. СортаментMynamesislayerОценок пока нет
- DIN 15237 Vostok InterДокумент3 страницыDIN 15237 Vostok Interal.chev.workОценок пока нет
- ГОСТ 13972-74 - Крестовины ввертные для соединений трубопроводов по наружному конусу. Конструкция и размерыДокумент4 страницыГОСТ 13972-74 - Крестовины ввертные для соединений трубопроводов по наружному конусу. Конструкция и размерыGoodDogОценок пока нет
- 934Документ43 страницы934Татьяна ПустовитОценок пока нет
- ГОСТ 20692-2003Документ11 страницГОСТ 20692-2003div02Оценок пока нет
- ГОСТ 2688-80 - Канат двойной свивки типа ЛК-Р конструкции 6х19 (1+6+6 - 6) +1 о.с. СортаментДокумент9 страницГОСТ 2688-80 - Канат двойной свивки типа ЛК-Р конструкции 6х19 (1+6+6 - 6) +1 о.с. СортаментMynamesislayerОценок пока нет
- ГОСТ 21.605-82 СПДС Сети Тепловые (Тепломеханическая Часть)Документ12 страницГОСТ 21.605-82 СПДС Сети Тепловые (Тепломеханическая Часть)JackОценок пока нет
- ГОСТ 13970-74 - Угольники ввертные для соединений трубопроводов по наружному конусу. Конструкция и размерыДокумент10 страницГОСТ 13970-74 - Угольники ввертные для соединений трубопроводов по наружному конусу. Конструкция и размерыGoodDogОценок пока нет
- ГОСТ Р 70118 2022 Соединения заклепочные Выбор параметровДокумент12 страницГОСТ Р 70118 2022 Соединения заклепочные Выбор параметровzherebcov1920Оценок пока нет
- Отраслевой стандартДокумент27 страницОтраслевой стандартAlexandr MalaninОценок пока нет
- ГОСТ 12821-80 - Фланцы стальные приварные встык на Ру от 0,1 до 20,0 МПа (от 1 до 200 кгс - см2) - Конструкция и размерыДокумент19 страницГОСТ 12821-80 - Фланцы стальные приварные встык на Ру от 0,1 до 20,0 МПа (от 1 до 200 кгс - см2) - Конструкция и размерыGoodDogОценок пока нет
- UntitledДокумент51 страницаUntitledАлександр КупреевОценок пока нет
- RezbalarДокумент15 страницRezbalarEmin AbdullazadeОценок пока нет
- ГОСТ 2.401-68 Правила выполнения чертежей пружинДокумент16 страницГОСТ 2.401-68 Правила выполнения чертежей пружинДмитрий БоярскийОценок пока нет
- ГОСТ 23117-91Документ11 страницГОСТ 23117-91chemtausifОценок пока нет
- 4294850451Документ8 страниц4294850451BlazzyОценок пока нет
- 4 Проект Сварные и Паяные ШвыДокумент70 страниц4 Проект Сварные и Паяные ШвыMatthew HaleОценок пока нет
- Д5782 Молодова и др Расчет передач винт-гайка Метод указ све спец све формы обучДокумент40 страницД5782 Молодова и др Расчет передач винт-гайка Метод указ све спец све формы обучdedmoget100% (6)
- KDZ 2014Документ6 страницKDZ 2014newballsplsОценок пока нет
- GE Catalogue 20.06.2009 RUSДокумент16 страницGE Catalogue 20.06.2009 RUSДамир НазиповОценок пока нет
- Mi 8 Garnitura GSSH A 18 I GSSH A 18e RteДокумент28 страницMi 8 Garnitura GSSH A 18 I GSSH A 18e RteVENOM VENOMОценок пока нет
- ГОСТ 792-67 Проволока низкоугл качДокумент8 страницГОСТ 792-67 Проволока низкоугл качДмитрий БоярскийОценок пока нет
- ГОСТ 2.312-72Документ11 страницГОСТ 2.312-72Ярослав ДорошенкоОценок пока нет
- СТБ 1879-2008Документ13 страницСТБ 1879-2008gdfgdfОценок пока нет
- ГОСТ 14771-76 ДУГОВАЯ СВАРКА В ЗАЩИТНОМ ГАЗЕДокумент39 страницГОСТ 14771-76 ДУГОВАЯ СВАРКА В ЗАЩИТНОМ ГАЗЕnexilo2921Оценок пока нет
- 13506Документ11 страниц13506Вадим КульбашникОценок пока нет
- Гост р 27.012-2019 Мэк 61882-2016 Надёжность в Технике Анализ Опасности и Работоспособности (Hazop)Документ58 страницГост р 27.012-2019 Мэк 61882-2016 Надёжность в Технике Анализ Опасности и Работоспособности (Hazop)Pavel GoncharovОценок пока нет
- Описание стенда малоразмерной ступениДокумент7 страницОписание стенда малоразмерной ступениMaxОценок пока нет
- Modelirovanie Gazodinamicheskih Harakteristik Tsentrobezhnyh Kompressorov Pri Neadiabatnom SzhatiiДокумент10 страницModelirovanie Gazodinamicheskih Harakteristik Tsentrobezhnyh Kompressorov Pri Neadiabatnom SzhatiiMaxОценок пока нет
- Конспект лекций по курсу ТЕОРИЯ ПГТ часть 3Документ51 страницаКонспект лекций по курсу ТЕОРИЯ ПГТ часть 3MaxОценок пока нет
- ИТМО компрессорыДокумент36 страницИТМО компрессорыMaxОценок пока нет
- ТР ТС 032 Оборудование работающее под давлениемДокумент51 страницаТР ТС 032 Оборудование работающее под давлениемMaxОценок пока нет
- ГОСТ Р ИСО 9606-1Документ36 страницГОСТ Р ИСО 9606-1НиколайОценок пока нет
- Межгосударственный Совет По Стандартизации, Метрологии И Сертификации (МГС) Interstate Council For Standardization, Metrology And Certification (ISC)Документ15 страницМежгосударственный Совет По Стандартизации, Метрологии И Сертификации (МГС) Interstate Council For Standardization, Metrology And Certification (ISC)Влад ВарийОценок пока нет
- Наумов Расчет центроб компДокумент71 страницаНаумов Расчет центроб компMaxОценок пока нет
- Modelnye Stupeni Dlya Tsentrobezhnyh Kompressorov Turbodetandernyh AgregatovДокумент13 страницModelnye Stupeni Dlya Tsentrobezhnyh Kompressorov Turbodetandernyh AgregatovMaxОценок пока нет
- Yu B - Galerkin Monografiya 2010Документ762 страницыYu B - Galerkin Monografiya 2010MaxОценок пока нет
- DissgribanovuiДокумент355 страницDissgribanovuiMaxОценок пока нет
- брошюра решение эмерсон управление турбокомпрессорным оборудованием emerson ru ru 62152Документ11 страницброшюра решение эмерсон управление турбокомпрессорным оборудованием emerson ru ru 62152MaxОценок пока нет
- Uproschennaya Matematicheskaya Model Dvigatelya Vnutrennego SgoraniyaДокумент10 страницUproschennaya Matematicheskaya Model Dvigatelya Vnutrennego SgoraniyaMaxОценок пока нет
- Модернизация ДКС с установкой двух машинДокумент89 страницМодернизация ДКС с установкой двух машинMaxОценок пока нет
- М-16.07.01-03 про HAZIDДокумент46 страницМ-16.07.01-03 про HAZIDMaxОценок пока нет
- Digitalization Economic SystemsДокумент13 страницDigitalization Economic SystemsMaxОценок пока нет
- ГОСТ Р 51901.11-2005Документ46 страницГОСТ Р 51901.11-2005MaxОценок пока нет
- Gost 52630Документ128 страницGost 52630MaxОценок пока нет
- Ilyin Datatalks2Документ19 страницIlyin Datatalks2MaxОценок пока нет
- DissgribanovuiДокумент355 страницDissgribanovuiMaxОценок пока нет
- Stepanov PDFДокумент206 страницStepanov PDFТатьяна Потоцкая100% (1)
- Diane-Halpern - Psixologiya-Kriticheskogo-Myshleniya Skepdic - Ru PDFДокумент496 страницDiane-Halpern - Psixologiya-Kriticheskogo-Myshleniya Skepdic - Ru PDFНаталья ЗапишнаяОценок пока нет
- Занятие #1Документ43 страницыЗанятие #1MaxОценок пока нет
- ГОСТ 33259 PDFДокумент139 страницГОСТ 33259 PDFMaxОценок пока нет
- Atk 24.200.02.90 Заглушки ФланцевыеДокумент45 страницAtk 24.200.02.90 Заглушки ФланцевыеMaxОценок пока нет
- zeland Шелест утренних звезд PDFДокумент83 страницыzeland Шелест утренних звезд PDFMaxОценок пока нет
- ГОСТ 33259 PDFДокумент139 страницГОСТ 33259 PDFMaxОценок пока нет