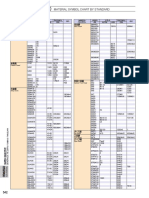
Вам также может понравиться
- Magichesky Kurs 3 0Документ93 страницыMagichesky Kurs 3 0rydar50% (2)
- A New Form of Football Originated in England During The 19th CenturyДокумент1 страницаA New Form of Football Originated in England During The 19th CenturySam ShadowОценок пока нет
- Astm E446Документ35 страницAstm E446mihal84100% (4)
- Электрод WEARMAX-327Документ2 страницыЭлектрод WEARMAX-327pipagoОценок пока нет
- Одобрения на материалы выдаются с привязкой к заводу изготовителю. Подробную информацию можно получить в представительствах ESABДокумент1 страницаОдобрения на материалы выдаются с привязкой к заводу изготовителю. Подробную информацию можно получить в представительствах ESABNURBEK UzОценок пока нет
- Materialy Novogo Pokoleniya I Resursosberegayuwie Tehnologii Ih Pererabotki Dlya Promyshlennyh GtuДокумент22 страницыMaterialy Novogo Pokoleniya I Resursosberegayuwie Tehnologii Ih Pererabotki Dlya Promyshlennyh GtuGen100% (1)
- OK Tigrod 2209Документ1 страницаOK Tigrod 2209NURBEK UzОценок пока нет
- ZF 2000 для сварки обечаек Галион PDFДокумент13 страницZF 2000 для сварки обечаек Галион PDFEugene KrattОценок пока нет
- 12 IM2065rev06A - RUSДокумент29 страниц12 IM2065rev06A - RUSCLASES ITS BAÑOSОценок пока нет
- 2006-RU-Datasheet Strenx 700 2015-04-08Документ2 страницы2006-RU-Datasheet Strenx 700 2015-04-08АрсенийОценок пока нет
- Gost 9467-75Документ7 страницGost 9467-75ricardo mamaniОценок пока нет
- Ost 3-98Документ23 страницыOst 3-98HAR EngineeringОценок пока нет
- 932Документ15 страниц932Татьяна ПустовитОценок пока нет
- ОСТ 3 98 80Документ23 страницыОСТ 3 98 80lexabelicОценок пока нет
- 30 HgsaДокумент3 страницы30 HgsaPhung Tuan AnhОценок пока нет
- Универсальный расчетный файл МК (v1.05)Документ113 страницУниверсальный расчетный файл МК (v1.05)tomoralОценок пока нет
- Аналоги сталей PDFДокумент4 страницыАналоги сталей PDFАрсенийОценок пока нет
- AWS A3.0 2001 Welding Terms & DefinitionsДокумент34 страницыAWS A3.0 2001 Welding Terms & DefinitionsVadimОценок пока нет
- Line Sheet PDFДокумент2 страницыLine Sheet PDFRocksyОценок пока нет
- СТ ЦКБА 025-2006 Арматура Трубопроводная. Сварка и Контроль Качества Сварных Соединений. Технические ТребованияДокумент109 страницСТ ЦКБА 025-2006 Арматура Трубопроводная. Сварка и Контроль Качества Сварных Соединений. Технические ТребованияSergОценок пока нет
- Означение на материалитеДокумент2 страницыОзначение на материалитеdesislavktОценок пока нет
- Gost 9389-75Документ26 страницGost 9389-75Vesna NikolicОценок пока нет
- Svarochnye Materialy Esab PDFДокумент268 страницSvarochnye Materialy Esab PDFKyjiepОценок пока нет
- STAR Downhole Tubing Aliphatic Amine Cured Epoxy Data Sheet RussianДокумент6 страницSTAR Downhole Tubing Aliphatic Amine Cured Epoxy Data Sheet RussianDanil1212 Danil2121Оценок пока нет
- Материалы для сварки ESABДокумент50 страницМатериалы для сварки ESABAlfred RytenkovichОценок пока нет
- ST 3Документ5 страницST 3Vlad PodskalnyОценок пока нет
- Сталь марки 50ХФАДокумент3 страницыСталь марки 50ХФАzoranОценок пока нет
- ГОСТ 19281-89Документ15 страницГОСТ 19281-89KaterynaОценок пока нет
- Gost-8731-87 Трубы Стальные БесшовныеДокумент7 страницGost-8731-87 Трубы Стальные БесшовныеDasha FranchukОценок пока нет
- Богданов С.П., Расчет ДСП, 2006 - методичкаДокумент44 страницыБогданов С.П., Расчет ДСП, 2006 - методичкаBogdanovОценок пока нет
- Katalog Visokolegirovannie Stali I Nikelevie SplaviДокумент102 страницыKatalog Visokolegirovannie Stali I Nikelevie SplaviVitaliyОценок пока нет
- Lrgt 16-1 ЭлектропроводностьДокумент2 страницыLrgt 16-1 ЭлектропроводностьВасилий ЗайцевОценок пока нет
- Styli Recommendations Leaflet (RU)Документ2 страницыStyli Recommendations Leaflet (RU)IlKIn ISmaIlovОценок пока нет
- INCOLOY Alloy 800 H HT RU ENДокумент2 страницыINCOLOY Alloy 800 H HT RU ENSvetlana PerekopskayaОценок пока нет
- 22687 - 0-85 Размеры СтоекДокумент12 страниц22687 - 0-85 Размеры СтоекАнтонОценок пока нет
- ОСТ5Р 9370-2011Документ22 страницыОСТ5Р 9370-2011Stan FerrariОценок пока нет
- WWKДокумент2 страницыWWKПавел ГлинскийОценок пока нет
- ГОСТ 25912.4-91Документ5 страницГОСТ 25912.4-91chemtausifОценок пока нет
- Enext 100SL PDFДокумент10 страницEnext 100SL PDFVadim CibotariОценок пока нет
- ГОСТ 6727-80 (1998)Документ6 страницГОСТ 6727-80 (1998)chemtausifОценок пока нет
- конденсатор ТУ 3644-002-00220322-98Документ25 страницконденсатор ТУ 3644-002-00220322-98Константин К.Оценок пока нет
- Диллер В Украине: Св «Альтера» Г. Киев Чао "Тэра" Г. Чернигов, Ул. Всехсвятская, 7 Диллер В Молдове: "Electrotechnoimport" Г. КишиневДокумент3 страницыДиллер В Украине: Св «Альтера» Г. Киев Чао "Тэра" Г. Чернигов, Ул. Всехсвятская, 7 Диллер В Молдове: "Electrotechnoimport" Г. КишиневReLe ЛевОценок пока нет
- Citotig 300 DCДокумент12 страницCitotig 300 DCАлександр ФокинОценок пока нет
- Aws A5.22Документ29 страницAws A5.22VadimОценок пока нет
- SpravДокумент41 страницаSpravTudor RacuОценок пока нет
- SpravДокумент41 страницаSpravTudor RacuОценок пока нет
- Stainless Properties and Global StandardsДокумент12 страницStainless Properties and Global StandardsVitaliyОценок пока нет
- Sincro EWDCДокумент8 страницSincro EWDCАнгел МиладиновОценок пока нет
- Catalogo Atollo RusДокумент28 страницCatalogo Atollo RusabnicolescuОценок пока нет
- Tyalina 2Документ27 страницTyalina 2Bega Seylon-machoОценок пока нет
- Vdu506 2pcДокумент37 страницVdu506 2pcskulikov191974Оценок пока нет
- Vdu506 2pc PDFДокумент37 страницVdu506 2pc PDFQantОценок пока нет
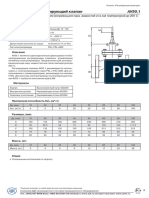
- клапан Mankenbeg AV50.1Документ2 страницыклапан Mankenbeg AV50.1AlexanderОценок пока нет
- 0Документ2 страницы0AlexanderОценок пока нет
- Sandar-VS Price-List 09-10.2021 NewДокумент56 страницSandar-VS Price-List 09-10.2021 NewArcadie RobuОценок пока нет
- Sandar-VS Price-List 08.2021 NewДокумент57 страницSandar-VS Price-List 08.2021 NewMihail VidrascoОценок пока нет
- Презентация Антонца Т.Ю. (Общая)Документ73 страницыПрезентация Антонца Т.Ю. (Общая)Taras AntonetsОценок пока нет
- GE Catalogue 20.06.2009 RUSДокумент16 страницGE Catalogue 20.06.2009 RUSДамир НазиповОценок пока нет
- 110Г13ЛДокумент5 страниц110Г13ЛFor our futureОценок пока нет
- Catalog ResДокумент8 страницCatalog ResAlexОценок пока нет
- схемаДокумент207 страницсхемаAnonymous YFi7OCОценок пока нет
- ТКП 300-2011 (02140) - Пассивные оптические сети. Правила проектирования и монтаж PDFДокумент40 страницТКП 300-2011 (02140) - Пассивные оптические сети. Правила проектирования и монтаж PDFЖанна50% (2)
- ТигрДокумент2 страницыТигрmuppusittarОценок пока нет