Вам также может понравиться
- 2 2Документ1 страница2 2Konstantin TravkovОценок пока нет
- Gost 19128-73Документ4 страницыGost 19128-73Fang NinaОценок пока нет
- (signed) ОТМ по остановке ЦКП и ЦТП-2 (Rev.2)Документ19 страниц(signed) ОТМ по остановке ЦКП и ЦТП-2 (Rev.2)Thắng LêОценок пока нет
- ГОСТ 23117-91Документ11 страницГОСТ 23117-91chemtausifОценок пока нет
- Gost 593-75Документ22 страницыGost 593-75num fistismОценок пока нет
- 4294822554Документ31 страница4294822554romanbarilyakromanОценок пока нет
- I - Gost - 19425-74Документ4 страницыI - Gost - 19425-74Aidyn DarkyenОценок пока нет
- 29,01,2024 KaynakДокумент4 страницы29,01,2024 Kaynaknaurizsultanov.fxОценок пока нет
- ГОСТ 6111 52 Резьба коническая дюймовая с углом профиля 60°Документ4 страницыГОСТ 6111 52 Резьба коническая дюймовая с углом профиля 60°zherebcov1920Оценок пока нет
- ГОСТ 20889-88 Шкивы Приводных Клиновых РемнейДокумент17 страницГОСТ 20889-88 Шкивы Приводных Клиновых РемнейИгорьОценок пока нет
- Камера преобразователя уровня ПАСПОРТДокумент5 страницКамера преобразователя уровня ПАСПОРТKTO TYT74Оценок пока нет
- 4293818513Документ14 страниц4293818513GihtyfОценок пока нет
- ГОСТ 14963-78Документ8 страницГОСТ 14963-78Ruslan AndrievskiyОценок пока нет
- Interpipe SCH STD A672MДокумент2 страницыInterpipe SCH STD A672MMohamed RaafatОценок пока нет
- 4 Frame StructuresДокумент96 страниц4 Frame StructuresjackОценок пока нет
- Нормы расхода сварочных материалов LatestДокумент19 страницНормы расхода сварочных материалов LatestNURBEK UzОценок пока нет
- Стол оператора Аягуз СпецификацияДокумент1 страницаСтол оператора Аягуз СпецификацияAlex YakovlevОценок пока нет
- ГОСТ 21806-76 Электродетонаторы Предохранительные Короткозамедленного Действия. ТУДокумент36 страницГОСТ 21806-76 Электродетонаторы Предохранительные Короткозамедленного Действия. ТУДмитрий БоярскийОценок пока нет
- Raport de Încercări - nr.424.1 - Ucraina - Agregat Grosier 4-8 - Ver.3.0siglamodelДокумент2 страницыRaport de Încercări - nr.424.1 - Ucraina - Agregat Grosier 4-8 - Ver.3.0siglamodelDanilaGAdОценок пока нет
- НКДокумент2 страницыНКSathish KumarОценок пока нет
- ГОСТ 6211-81Документ12 страницГОСТ 6211-81Ирина МихайловаОценок пока нет
- 0Документ2 страницы0AlexanderОценок пока нет
- Selfmadejanus PDFДокумент6 страницSelfmadejanus PDFps pxОценок пока нет
- 2016Документ13 страниц2016AbdullahОценок пока нет
- ГОСТ 16037-80 СОЕДИНЕНИЯ СВАРНЫЕ СТАЛЬНЫХ ТРУБОПРОВОДОВДокумент24 страницыГОСТ 16037-80 СОЕДИНЕНИЯ СВАРНЫЕ СТАЛЬНЫХ ТРУБОПРОВОДОВАртемОценок пока нет
- Стратегия доразработки RP-3 и RC-2 - v20210908Документ34 страницыСтратегия доразработки RP-3 и RC-2 - v20210908phuongОценок пока нет
- BGPP Uzle D 200 000 0 Pi DTS 00025 D R1Документ4 страницыBGPP Uzle D 200 000 0 Pi DTS 00025 D R1vivekvijayan16Оценок пока нет
- Радиостанция Р-123 паспортДокумент6 страницРадиостанция Р-123 паспортСергій ГирякОценок пока нет
- Yamal 61441j Ewp51o Vel STL TN 0096Документ1 страницаYamal 61441j Ewp51o Vel STL TN 0096MladenMarkovicОценок пока нет
- .Trashed 1707919237 4294852722Документ4 страницы.Trashed 1707919237 4294852722acingizОценок пока нет
- Raise Boring Drill PipesДокумент12 страницRaise Boring Drill PipesAsad Aijaz0% (1)
- СТ ЦКБА 115-2015 - Арматура трубопроводная. Краны шаровые. Методика силового расчетаДокумент31 страницаСТ ЦКБА 115-2015 - Арматура трубопроводная. Краны шаровые. Методика силового расчетаGoodDogОценок пока нет
- РК 6522Документ96 страницРК 6522baralginnwОценок пока нет
- Tu Tu TuДокумент80 страницTu Tu TuMirela PopescuОценок пока нет
- прот №308-ЭФ от 30.05.21 испытания Новополоцкоя ТЭЦДокумент2 страницыпрот №308-ЭФ от 30.05.21 испытания Новополоцкоя ТЭЦПавел ПлескацевичОценок пока нет
- ГОСТ 14771-76 ДУГОВАЯ СВАРКА В ЗАЩИТНОМ ГАЗЕДокумент39 страницГОСТ 14771-76 ДУГОВАЯ СВАРКА В ЗАЩИТНОМ ГАЗЕnexilo2921Оценок пока нет
- Конструирование деталей авиационных конструкций из горячештампованных заготовокДокумент26 страницКонструирование деталей авиационных конструкций из горячештампованных заготовокOscar EspinosaОценок пока нет
- Otchet LR1 ObrazetsДокумент13 страницOtchet LR1 ObrazetsGleb GlebОценок пока нет
- ГОСТ 13877-80 - замененДокумент33 страницыГОСТ 13877-80 - замененDaniyar MaukenovОценок пока нет
- PPS Daily Report 04.04.2024Документ5 страницPPS Daily Report 04.04.2024naurizsultanov.fxОценок пока нет
- Catalog ResДокумент8 страницCatalog ResAlexОценок пока нет
- Document List: Client Doc. No. Document Title Sandvik Doc. No. Set NOДокумент2 страницыDocument List: Client Doc. No. Document Title Sandvik Doc. No. Set NOborodichОценок пока нет
- YAK-42 RTYE kn16 Raz55 56 57Документ786 страницYAK-42 RTYE kn16 Raz55 56 57егор проОценок пока нет
- 9. К проблеме образования отложений в оборудовании подготовки нефти месторождений СП «Вьетсовпетро»Документ5 страниц9. К проблеме образования отложений в оборудовании подготовки нефти месторождений СП «Вьетсовпетро»lamthuytrang701Оценок пока нет
- ТУ 14-1- 5025-80 PDFДокумент34 страницыТУ 14-1- 5025-80 PDFVesna NikolicОценок пока нет
- ОСТ 1 12336-75 ГильзыДокумент3 страницыОСТ 1 12336-75 ГильзыДмитрий БоярскийОценок пока нет
- RezbalarДокумент15 страницRezbalarEmin AbdullazadeОценок пока нет
- Mikrometar Za Provjeru NavojaДокумент16 страницMikrometar Za Provjeru Navojazvezdan bilanovicОценок пока нет
- ГОСТ 27579-88 Фермы Стальные Стропильные Из Гнутосварных Профилей Прямоугольного Сечения. Технические УсловияДокумент14 страницГОСТ 27579-88 Фермы Стальные Стропильные Из Гнутосварных Профилей Прямоугольного Сечения. Технические УсловияАртем ТерОценок пока нет
- ИБП7-24 - 435-7.5К ПЭ3Документ3 страницыИБП7-24 - 435-7.5К ПЭ3Инга ТурчановаОценок пока нет
- Р7238-020-005 Перечень оборудования и арматурыДокумент5 страницР7238-020-005 Перечень оборудования и арматурыMechanicalHandОценок пока нет
- Gost 22395-77Документ21 страницаGost 22395-77Антон НестерчукОценок пока нет
- ГОСТ 10304 80 ЗАКЛЕПКИ КЛАССОВ ТОЧНОСТИ В И СДокумент7 страницГОСТ 10304 80 ЗАКЛЕПКИ КЛАССОВ ТОЧНОСТИ В И Сzherebcov1920Оценок пока нет
- Gost 19425-74Документ4 страницыGost 19425-74Aidyn DarkyenОценок пока нет
- Separatoare CUT-OUTДокумент17 страницSeparatoare CUT-OUTMoscalu Petru100% (1)
- Горелка СпецификацияДокумент2 страницыГорелка СпецификацияAlexОценок пока нет
- Выпускаемые сердечники типа КВДокумент14 страницВыпускаемые сердечники типа КВЕгор СереброОценок пока нет
- Gost 6357-52-1-4Документ4 страницыGost 6357-52-1-4Aleksandar KeserОценок пока нет
- ПНАЭ Г 7031-91Документ18 страницПНАЭ Г 7031-91baurzhannОценок пока нет
- Копия Статья о двух системах УКДокумент14 страницКопия Статья о двух системах УКbaurzhannОценок пока нет
- СП 1171-74 Санитарные правила по РАДИОИЗОТОПНОЙ ДЕФЕКТОСКОПИИДокумент52 страницыСП 1171-74 Санитарные правила по РАДИОИЗОТОПНОЙ ДЕФЕКТОСКОПИИbaurzhannОценок пока нет
- ОБ УТВЕРЖДЕНИИ ПРАВИЛ ЛИЦЕНЗИРОВАНИЯДокумент63 страницыОБ УТВЕРЖДЕНИИ ПРАВИЛ ЛИЦЕНЗИРОВАНИЯbaurzhannОценок пока нет
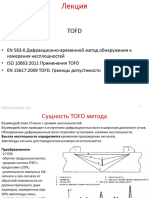
- Лекция TOFD МЭИДокумент31 страницаЛекция TOFD МЭИbaurzhannОценок пока нет
- Лекция ФР МЭИДокумент39 страницЛекция ФР МЭИbaurzhannОценок пока нет
- статус СО-ред 1. 3.Документ3 страницыстатус СО-ред 1. 3.baurzhannОценок пока нет
- 611 E5 R2014 RussianДокумент116 страниц611 E5 R2014 RussianbaurzhannОценок пока нет
- СТБ EN 14127-2015 УЗТДокумент34 страницыСТБ EN 14127-2015 УЗТbaurzhannОценок пока нет
- ТК-007-37-00-10 - ВК роторДокумент5 страницТК-007-37-00-10 - ВК роторbaurzhannОценок пока нет
- СТБ ЕН 583-1-2005 Контроль неразрушающий. УльтразвуковойДокумент15 страницСТБ ЕН 583-1-2005 Контроль неразрушающий. УльтразвуковойbaurzhannОценок пока нет
- Приложение 1 Перечень отмененных СТ РК желтым выделены НКДокумент14 страницПриложение 1 Перечень отмененных СТ РК желтым выделены НКbaurzhannОценок пока нет
- Цифра Цифракон ТЛДокумент4 страницыЦифра Цифракон ТЛbaurzhannОценок пока нет
- P&ID и чертежДокумент3 страницыP&ID и чертежbaurzhannОценок пока нет
- Workorder 100093939Документ2 страницыWorkorder 100093939baurzhannОценок пока нет
- White Contrast Paint B 104 A SpraycanДокумент9 страницWhite Contrast Paint B 104 A SpraycanbaurzhannОценок пока нет
- GVI Piping Report ERДокумент2 страницыGVI Piping Report ERbaurzhannОценок пока нет
- GVI Piping Report ERДокумент2 страницыGVI Piping Report ERbaurzhannОценок пока нет
- DegДокумент260 страницDegВиталий ЩурОценок пока нет
- Металлургия сварки и свариваемость нержавеющих сталей Д.С. Липпольд Д.Д. Котеки.textДокумент467 страницМеталлургия сварки и свариваемость нержавеющих сталей Д.С. Липпольд Д.Д. Котеки.textДенис ПекшуевОценок пока нет
- ГОСТ 9-301-86Документ16 страницГОСТ 9-301-86David GarafutdinovОценок пока нет
- Miele W 405 SofttronicДокумент64 страницыMiele W 405 SofttronicФилипп МодестовОценок пока нет