Вам также может понравиться
- Chemtech GM ClearДокумент3 страницыChemtech GM ClearManohar SeetharamОценок пока нет
- Hempaprime Multi 500 WinterДокумент3 страницыHempaprime Multi 500 WinterIrina IrinaОценок пока нет
- Teknolac COMBI 1282Документ3 страницыTeknolac COMBI 1282No-No-NoОценок пока нет
- Modelast 24 TdsДокумент3 страницыModelast 24 TdsSachin GuptaОценок пока нет
- Trittech PresentДокумент12 страницTrittech PresentМаксим ИсаевОценок пока нет
- - BICOAT Anticor 101 Грунт-эмальДокумент2 страницы- BICOAT Anticor 101 Грунт-эмальNn SsОценок пока нет
- 10 Klejberit 501.6 PurДокумент2 страницы10 Klejberit 501.6 Purvowa7503Оценок пока нет
- Friazinc RДокумент4 страницыFriazinc Rgosha93Оценок пока нет
- Наиболее часто встречающиеся дефекты при обработке акрилового камняДокумент3 страницыНаиболее часто встречающиеся дефекты при обработке акрилового камняjhon carpiОценок пока нет
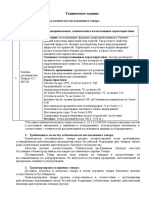
- Техническое заданиеДокумент2 страницыТехническое заданиеВладимир ЦейтлинОценок пока нет
- BreflexДокумент4 страницыBreflexAndrei RataОценок пока нет
- - BICOAT Epoxy 401 Грунт-эмальДокумент2 страницы- BICOAT Epoxy 401 Грунт-эмальNn SsОценок пока нет
- ШпаклевкаДокумент6 страницШпаклевкаАлександр ГавриленкоОценок пока нет
- Opisanie BK 88 Lux21Документ2 страницыOpisanie BK 88 Lux21Allyson JohnsonОценок пока нет
- Iso 1517Документ7 страницIso 1517uralavtohimОценок пока нет
- Upload Iblock 1f9Документ2 страницыUpload Iblock 1f9Eldiyar AzamatovОценок пока нет
- Fenomastic 1Документ4 страницыFenomastic 1LaurentiuОценок пока нет
- - BICOAT Polyur 501 ЭмальДокумент2 страницы- BICOAT Polyur 501 ЭмальNn SsОценок пока нет
- Пособие Для Маляров По МатериаламДокумент29 страницПособие Для Маляров По Материаламjack mcallОценок пока нет
- Инструкция по изготовлению силиконовых формДокумент3 страницыИнструкция по изготовлению силиконовых формVyacheslav VitorsОценок пока нет
- 4. Стерилизация инструментовДокумент7 страниц4. Стерилизация инструментовvita3654pОценок пока нет
- ru-RU 7000Документ4 страницыru-RU 7000Jose Manuel Guizado SolisОценок пока нет
- Lab Rab 2 SushkaДокумент10 страницLab Rab 2 SushkaТаро и Астрология с Anatoly KartОценок пока нет
- TDS 515 Jotamastic 87 Rus RUДокумент7 страницTDS 515 Jotamastic 87 Rus RUnatig samedovОценок пока нет
- ГIОЯСНЕНИЯ К ГIИКТОГРАММАМДокумент57 страницГIОЯСНЕНИЯ К ГIИКТОГРАММАМAlex LОценок пока нет
- 15 Suprakon Pur 568.0Документ2 страницы15 Suprakon Pur 568.0vowa7503Оценок пока нет
- PI Tectyl-Multipurpose-506 TE074-01 RUДокумент2 страницыPI Tectyl-Multipurpose-506 TE074-01 RUЕвгений ИвановОценок пока нет
- Instruction Tankguard StorageДокумент12 страницInstruction Tankguard StorageАндрей СоловьевОценок пока нет
- 226484Документ58 страниц226484Виктор ВовченкоОценок пока нет
- WS NG 102 Primer TDS RuДокумент4 страницыWS NG 102 Primer TDS Rudaniyaraka75Оценок пока нет
- Монтажная пена FOME FLEX Mounting Foam Аll seasonДокумент2 страницыМонтажная пена FOME FLEX Mounting Foam Аll seasonPaulius TОценок пока нет
- ЗИПСИЛ 410 РПМ-Л - Поглотитель СВЧ-энергии Герметик - ИнструкцияДокумент6 страницЗИПСИЛ 410 РПМ-Л - Поглотитель СВЧ-энергии Герметик - ИнструкцияOleg YanchukОценок пока нет
- ЗИПСИЛ 720 РПМ-Э - Эпоксидный Поглотитель СВЧ-энергии Клей - ИнструкцияДокумент5 страницЗИПСИЛ 720 РПМ-Э - Эпоксидный Поглотитель СВЧ-энергии Клей - ИнструкцияOleg YanchukОценок пока нет
- Intergard 263Документ4 страницыIntergard 263malburgОценок пока нет
- Kenda Dental PolishersДокумент2 страницыKenda Dental PolishersAngel NietoОценок пока нет
- Clever Pu 400 BT 2kДокумент2 страницыClever Pu 400 BT 2kfopkolesnichenko.s.vОценок пока нет
- Коррозия На Медной ПластинкеДокумент11 страницКоррозия На Медной ПластинкеЭмиль ИскаковОценок пока нет
- Dow Plastics Epoksidnye Poroshkovye Pokrytiia Osnovnye SvedenyaДокумент20 страницDow Plastics Epoksidnye Poroshkovye Pokrytiia Osnovnye SvedenyaМихаил ОгиенкоОценок пока нет
- Покраска автомобиляДокумент8 страницПокраска автомобиляСергей МельничукОценок пока нет
- Гарантия Egeria - 2Документ2 страницыГарантия Egeria - 2oxygenius11Оценок пока нет
- Jotun Hardtop AS - Технологический регламентДокумент11 страницJotun Hardtop AS - Технологический регламентАндрей СоловьевОценок пока нет
- 2019 - Силикон О - Важно знать - rus PDFДокумент2 страницы2019 - Силикон О - Важно знать - rus PDFРоман ПатыченкоОценок пока нет
- Gelkouty PDFДокумент2 страницыGelkouty PDFTimur FaradzhevОценок пока нет
- Расчет сушильной установкиДокумент32 страницыРасчет сушильной установкиfakirillОценок пока нет
- Дефекты лакокрасочного покрытияДокумент44 страницыДефекты лакокрасочного покрытияАрхангельское БюроОценок пока нет
- Voranate M 229 TDS RusДокумент4 страницыVoranate M 229 TDS RusСергей ГороднийОценок пока нет
- VLT Mhit 6 Xy 79 YOSMop FNT4 MAa PR2 Jqyq ZPV VS5 LBДокумент31 страницаVLT Mhit 6 Xy 79 YOSMop FNT4 MAa PR2 Jqyq ZPV VS5 LBxezer 99Оценок пока нет
- Wabocrete II NovyjДокумент3 страницыWabocrete II NovyjMarko ZgbОценок пока нет
- Доклад по ротационному формованиюДокумент3 страницыДоклад по ротационному формованиюАлександрОценок пока нет
- Marshall PDFДокумент23 страницыMarshall PDFАлександр КоваленкоОценок пока нет
- Croda Retseptury Bytovykh I Promyshlennykh ProduktovДокумент64 страницыCroda Retseptury Bytovykh I Promyshlennykh ProduktovKuban KubanОценок пока нет
- ЗИПСИЛ 350 КГЭП-А - Антистатический Герметик - ИнструкцияДокумент6 страницЗИПСИЛ 350 КГЭП-А - Антистатический Герметик - ИнструкцияOleg YanchukОценок пока нет
- - Kreisel Estrich-beton 440. Цементная СтяжкаДокумент2 страницы- Kreisel Estrich-beton 440. Цементная СтяжкаJuan SánchezОценок пока нет
- Katalog BetekДокумент148 страницKatalog BetekElena CebotariОценок пока нет
- BC 327Документ110 страницBC 327sergeyОценок пока нет
- Pi Oks 424 113674 RuДокумент3 страницыPi Oks 424 113674 Ruinterhim53Оценок пока нет
- CCO 7TRU ENUS TruTech Material CatalogДокумент48 страницCCO 7TRU ENUS TruTech Material Catalogbensho348Оценок пока нет
- Kuzovnyje Shpatlevki PDFДокумент3 страницыKuzovnyje Shpatlevki PDFTimur FaradzhevОценок пока нет
- Руководство к Использованию Грунта InterprotectДокумент2 страницыРуководство к Использованию Грунта InterprotectAlexОценок пока нет
- Кровельная изоляция. Кровельное озеленение. Ошибки. Проблемы. Гидроизоляционные материалы: Краткое изложениеОт EverandКровельная изоляция. Кровельное озеленение. Ошибки. Проблемы. Гидроизоляционные материалы: Краткое изложениеОценок пока нет