Вам также может понравиться
- ВК общий 2 уровень вариант 17 - 04 - 08Документ19 страницВК общий 2 уровень вариант 17 - 04 - 08ggunteriloОценок пока нет
- CSWIP 3.1 Appendix 2016Документ143 страницыCSWIP 3.1 Appendix 2016Adil Hasanov100% (5)
- Влияние импульсно-дугового процесса при механизированной аргонодуговой сварке на механические свойства сварных швов, выполненных аустенитно-ферритными сварочными проволокамиДокумент7 страницВлияние импульсно-дугового процесса при механизированной аргонодуговой сварке на механические свойства сварных швов, выполненных аустенитно-ферритными сварочными проволокамиОлег ИвановОценок пока нет
- вар2Документ12 страницвар2Олег ХарлановОценок пока нет
- ОБРАЗОВАНИЕ ВЫПЛЕСКА ПРИ ОДНОСТОРОННЕЙ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕДокумент7 страницОБРАЗОВАНИЕ ВЫПЛЕСКА ПРИ ОДНОСТОРОННЕЙ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕCentral Asian StudiesОценок пока нет
- 1198-00 002Документ13 страниц1198-00 002romanbarilyakromanОценок пока нет
- Мубояджян С.А., Будиновский С.А. Промышленная Установка МАП-1 Для Нанесения Защитных Покрытий Различного НазначенияДокумент12 страницМубояджян С.А., Будиновский С.А. Промышленная Установка МАП-1 Для Нанесения Защитных Покрытий Различного НазначенияГеоргий РомановОценок пока нет
- вар7Документ10 страницвар7Олег ХарлановОценок пока нет
- Электродуговая сваркаДокумент21 страницаЭлектродуговая сваркаВладимир ЛакустаОценок пока нет
- UntitledДокумент2 страницыUntitledKaterynaОценок пока нет
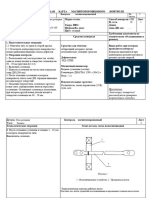
- тягараспорДокумент2 страницытягараспорeldos.assylgaliОценок пока нет
- Технические Измерения - 5 ВариантДокумент21 страницаТехнические Измерения - 5 ВариантВадим ХихлоОценок пока нет
- СОВРЕМЕННЫЕ МАТЕРИАЛЫ МИКРОЭЛЕКТРОНИКИ ДЛЯ КОСМИЧЕСКОЙ ТЕХНИКИ И ТЕХНОЛОГИИ ИХ ОБРАБОТКИДокумент4 страницыСОВРЕМЕННЫЕ МАТЕРИАЛЫ МИКРОЭЛЕКТРОНИКИ ДЛЯ КОСМИЧЕСКОЙ ТЕХНИКИ И ТЕХНОЛОГИИ ИХ ОБРАБОТКИAnnОценок пока нет
- Instrucția АНПИДокумент15 страницInstrucția АНПИOlimpia GrozavuОценок пока нет
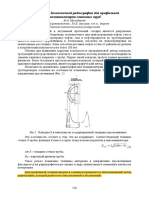
- Применение беспленочной радиографии для профильной толщинометрии стальных трубДокумент5 страницПрименение беспленочной радиографии для профильной толщинометрии стальных трубSergey KichenkoОценок пока нет
- Определениe критической длины трещиныДокумент4 страницыОпределениe критической длины трещиныABorintsevОценок пока нет
- Инструкция к сварочному аппарату HERZ ZX7-250TTДокумент16 страницИнструкция к сварочному аппарату HERZ ZX7-250TTAleksandrОценок пока нет
- вар10Документ9 страницвар10Олег ХарлановОценок пока нет
- Khariton-18-V2-2016-41 2Документ8 страницKhariton-18-V2-2016-41 2cczn4qvddbОценок пока нет
- вар1Документ12 страницвар1Олег ХарлановОценок пока нет
- Por 3678Документ5 страницPor 3678Сергей Ольховский ОльховскийОценок пока нет
- 计算过程&结果Документ3 страницы计算过程&结果赵佳豪Оценок пока нет
- INTROS BukletДокумент16 страницINTROS BukletRoman MakarОценок пока нет
- GFM-200…3900 2V (Z) - ООО - Кослайт - 24 06 2020Документ2 страницыGFM-200…3900 2V (Z) - ООО - Кослайт - 24 06 2020SarzuОценок пока нет
- 03. Устройство Прохождения Скребка Pds Ru Ru 7867808Документ20 страниц03. Устройство Прохождения Скребка Pds Ru Ru 7867808YuriyОценок пока нет
- Raschet Soprotivlenia NixromaДокумент3 страницыRaschet Soprotivlenia Nixromafreer.valeryОценок пока нет
- Vdu506 2pcДокумент37 страницVdu506 2pcskulikov191974Оценок пока нет
- Vdu506 2pc PDFДокумент37 страницVdu506 2pc PDFQantОценок пока нет
- Инструкция пользователя (паспорт) Tecnica 114 - 144 - 164Документ8 страницИнструкция пользователя (паспорт) Tecnica 114 - 144 - 164Edergf Gomes FerreiraОценок пока нет
- Диагностика повреждений теплообменных трубДокумент4 страницыДиагностика повреждений теплообменных трубИринаОценок пока нет
- Tyalina 2Документ27 страницTyalina 2Bega Seylon-machoОценок пока нет
- V300 фирмы Platit (Швейцария)Документ15 страницV300 фирмы Platit (Швейцария)Bossman OffОценок пока нет
- Инструкция сварочному аппарату HERZ ZX7-200Документ15 страницИнструкция сварочному аппарату HERZ ZX7-200Владимир ЧетвергОценок пока нет
- 110Г13ЛДокумент5 страниц110Г13ЛFor our futureОценок пока нет
- znuECc5o корнетДокумент19 страницznuECc5o корнетobolonforeverОценок пока нет
- Коммерческое предложение №46Документ2 страницыКоммерческое предложение №46vasyОценок пока нет
- Лаб 1 Металлографический Анализ Металлов и Сплавов.Документ15 страницЛаб 1 Металлографический Анализ Металлов и Сплавов.Макс КотовОценок пока нет
- ТК ВИК Технологические ТрубопроводыДокумент5 страницТК ВИК Технологические ТрубопроводыBauyrzhanОценок пока нет
- 5.1. Руководство по анкерному крепежу HST - HCRДокумент5 страниц5.1. Руководство по анкерному крепежу HST - HCRnafasovОценок пока нет
- DIN EN 10130 Прокат листовой холоднокатаный из низкоуглер стали для холодной штамповкиДокумент6 страницDIN EN 10130 Прокат листовой холоднокатаный из низкоуглер стали для холодной штамповкиЮляОценок пока нет
- тягатормДокумент2 страницытягатормeldos.assylgaliОценок пока нет
- ГОСТ 23858-79 (1995)Документ17 страницГОСТ 23858-79 (1995)chemtausifОценок пока нет
- TexAC TA-00-033Документ20 страницTexAC TA-00-033officeОценок пока нет
- 2009 Semenov Nuts 01Документ4 страницы2009 Semenov Nuts 01Robert SumińskiОценок пока нет
- Курсач по машинамДокумент78 страницКурсач по машинамМихаилОценок пока нет
- Презентация Диссертация НосовВ.К. РНМ-18-01Документ15 страницПрезентация Диссертация НосовВ.К. РНМ-18-01vyacheslavОценок пока нет
- СваркаДокумент34 страницыСваркаОльга ОзерицкаяОценок пока нет
- вар3Документ16 страницвар3Олег ХарлановОценок пока нет
- Russian - Samir Mekid and Others - Conference 2015Документ2 страницыRussian - Samir Mekid and Others - Conference 2015Oryx OryxoОценок пока нет
- Vakuumnyj Vyklyuchatel vs1 12Документ8 страницVakuumnyj Vyklyuchatel vs1 12Rufat HasanovОценок пока нет
- МЕХАНИЧЕСКАЯ ОБРАБОТКА МАТЕРИАЛОВ ТОЧНОГО ЭЛЕКТРОННОГО МАШИНОСТРОЕНИЯДокумент5 страницМЕХАНИЧЕСКАЯ ОБРАБОТКА МАТЕРИАЛОВ ТОЧНОГО ЭЛЕКТРОННОГО МАШИНОСТРОЕНИЯAnnОценок пока нет
- 249346754Документ5 страниц249346754alllim88Оценок пока нет
- 04 Petrov 384-394Документ11 страниц04 Petrov 384-394Vlatko TrifunovicОценок пока нет
- 220kV Surge Arrester (RU+EN)Документ8 страниц220kV Surge Arrester (RU+EN)Husein OkhonovОценок пока нет
- Rukovodstvo Po Proektirovaniyu Zhelezobetonnykh Konstruktsii S ZhestkoiДокумент88 страницRukovodstvo Po Proektirovaniyu Zhelezobetonnykh Konstruktsii S ZhestkoishemetruslanzbkОценок пока нет
- Маммограф 4мт Тех.руководствоДокумент110 страницМаммограф 4мт Тех.руководствоигорьОценок пока нет
- GE Catalogue 20.06.2009 RUSДокумент16 страницGE Catalogue 20.06.2009 RUSДамир НазиповОценок пока нет
- Osnovi MPK 2018Документ108 страницOsnovi MPK 2018kjborkenОценок пока нет
- GenerДокумент7 страницGenerRuben's OscarОценок пока нет
- Список 135 спец вопросовДокумент20 страницСписок 135 спец вопросовSherbek HamrakulovОценок пока нет
- WДокумент104 страницыWSherbek HamrakulovОценок пока нет
- NVR Hiwatch h.265Документ24 страницыNVR Hiwatch h.265Sherbek HamrakulovОценок пока нет
- m2140-c11cg27405 3605Документ143 страницыm2140-c11cg27405 3605Sherbek HamrakulovОценок пока нет
- Anestezol Suppozitorii InstruktsiyaДокумент3 страницыAnestezol Suppozitorii InstruktsiyaSherbek HamrakulovОценок пока нет
- Instrukcija K Kondicioneru Midea msg09hrdn1 msg12hrdn1 msg18hrddn1msg24hrdn1Документ15 страницInstrukcija K Kondicioneru Midea msg09hrdn1 msg12hrdn1 msg18hrddn1msg24hrdn1Sherbek HamrakulovОценок пока нет
- 4294832711Документ35 страниц4294832711Sherbek HamrakulovОценок пока нет
- Сброс пароля - new2.2Документ7 страницСброс пароля - new2.2Sherbek HamrakulovОценок пока нет
- Основы ультразвукового контроля. Конспект лекцийДокумент64 страницыОсновы ультразвукового контроля. Конспект лекцийSherbek HamrakulovОценок пока нет
- 4293818420Документ43 страницы4293818420Sherbek HamrakulovОценок пока нет
- 4293737796 (1)Документ238 страниц4293737796 (1)Sherbek HamrakulovОценок пока нет
- G E Zilberman Elektrichestvo I Magnetizm 1970Документ382 страницыG E Zilberman Elektrichestvo I Magnetizm 1970JabroniОценок пока нет
- 9 Klas Fizika Barjakhtar 2017 RosДокумент272 страницы9 Klas Fizika Barjakhtar 2017 RosШарфина АльбинаОценок пока нет
- Bombas PentaxДокумент4 страницыBombas PentaxEnrique EMОценок пока нет
- ELЕKTR MASHINALAR - AmaliyДокумент191 страницаELЕKTR MASHINALAR - AmaliyUCHQUN MIRZAYEVОценок пока нет