Вам также может понравиться
- 1 часть РНК - 21.03Документ54 страницы1 часть РНК - 21.03ДмитрийОценок пока нет
- 3268-2010 МП ТПУ по компакт-пруверуДокумент24 страницы3268-2010 МП ТПУ по компакт-пруверуГригорий ИншаковОценок пока нет
- РД 03 606 03. Инструкция по визуальному и измерительному контролюДокумент65 страницРД 03 606 03. Инструкция по визуальному и измерительному контролюАртемОценок пока нет
- Регламент предпр. на виброизмерения НКО и тр-ов техн.обвязки.ГПУ.2004.Документ18 страницРегламент предпр. на виброизмерения НКО и тр-ов техн.обвязки.ГПУ.2004.АЛЕКСАНДРОценок пока нет
- Ультразвуковой Дефектоскоп Novotest Уд-1. Руководство ПользователяДокумент71 страницаУльтразвуковой Дефектоскоп Novotest Уд-1. Руководство ПользователяBauyrzhanОценок пока нет
- Gost R 59638-2021 SPSДокумент41 страницаGost R 59638-2021 SPSTamaraОценок пока нет
- ИССЛЕДОВАНИЕ ИЗНОСА БЛОКА ЦИЛИНДРОВ АВТОТРАКТОРНЫХ ДВИГАТЕЛЕЙДокумент20 страницИССЛЕДОВАНИЕ ИЗНОСА БЛОКА ЦИЛИНДРОВ АВТОТРАКТОРНЫХ ДВИГАТЕЛЕЙАндрей ГулькоОценок пока нет
- Контроль Пригодности Подъёмного Оборудования Для Надлежащего ИспользованияДокумент11 страницКонтроль Пригодности Подъёмного Оборудования Для Надлежащего ИспользованияАлексей РусакОценок пока нет
- ОСТ 107.460091.014.2004 Соединения КоническиеДокумент49 страницОСТ 107.460091.014.2004 Соединения КоническиеArtemОценок пока нет
- Осциллограф С1-68Документ74 страницыОсциллограф С1-68LordOfSpooksОценок пока нет
- ПР НК В.5 - ок.редДокумент65 страницПР НК В.5 - ок.редЮрий ЕрчакОценок пока нет
- pnst 804-2022 СейсмоакустикаДокумент24 страницыpnst 804-2022 СейсмоакустикаaviospaОценок пока нет
- ПКБ ЦТ.25.0164 Инструкция по МП контролю деталей и узлов локомотивов PDFДокумент115 страницПКБ ЦТ.25.0164 Инструкция по МП контролю деталей и узлов локомотивов PDFAnonymous jrlMGZОценок пока нет
- Fetisova - KP - OTI 2Документ39 страницFetisova - KP - OTI 2ЕкатеринаОценок пока нет
- 1198-00 002Документ13 страниц1198-00 002romanbarilyakromanОценок пока нет
- ГОСТ РВ 8.570-98Документ11 страницГОСТ РВ 8.570-98васОценок пока нет
- ПНАЭ Г 7031-91Документ18 страницПНАЭ Г 7031-91baurzhannОценок пока нет
- ГОСТ РВ 20.57.305-98 Методы испытаний на воздействие механических факторовДокумент62 страницыГОСТ РВ 20.57.305-98 Методы испытаний на воздействие механических факторовСтанислав АндреевскийОценок пока нет
- РД ЭО 1.1.2.99.0624-2017 Мониторинг строительных конструкций атомных станцийДокумент97 страницРД ЭО 1.1.2.99.0624-2017 Мониторинг строительных конструкций атомных станцийЮлия ДамОценок пока нет
- Испытания и нормирование в строительствеДокумент51 страницаИспытания и нормирование в строительствеВикторияОценок пока нет
- технологія контролю вертлюгівДокумент25 страництехнологія контролю вертлюгівromanbarilyakromanОценок пока нет
- БЕЛУР 600 - РуководствоДокумент48 страницБЕЛУР 600 - РуководствоPaul GennsonОценок пока нет
- Kvant 2a 2011 30 00 00 01Документ97 страницKvant 2a 2011 30 00 00 01Nikcola KrylovОценок пока нет
- РД 10-197-98 Инструкция По Оценке Технического Состояния Болтовых и Заклепочных СоединенийДокумент34 страницыРД 10-197-98 Инструкция По Оценке Технического Состояния Болтовых и Заклепочных СоединенийEvgheniyОценок пока нет
- Manual Pulsar 12 PDFДокумент46 страницManual Pulsar 12 PDFCao Duy BachОценок пока нет
- Gost R Iso 14644-3-2007Документ55 страницGost R Iso 14644-3-2007TueОценок пока нет
- ПНАЭ Г-7-016-89 PDFДокумент4 страницыПНАЭ Г-7-016-89 PDFse781Оценок пока нет
- РД 26-11-01-85 Инструкция по контролю сварных соединений, недоступных для проведения радиографического и ультразвукового контроляДокумент16 страницРД 26-11-01-85 Инструкция по контролю сварных соединений, недоступных для проведения радиографического и ультразвукового контроляYuriiОценок пока нет
- ГОСТ ISO 13588 - 2020 (ISO 13588 - 2019)Документ42 страницыГОСТ ISO 13588 - 2020 (ISO 13588 - 2019)Артем Титов100% (1)
- En Iso 17637Документ21 страницаEn Iso 17637ФедорОценок пока нет
- Re1 Er XXXLFM Doc2 5Документ58 страницRe1 Er XXXLFM Doc2 5Муталиб АбдулахатовОценок пока нет
- ТИ НК В.31-3 окончательнаяДокумент35 страницТИ НК В.31-3 окончательнаяЮрий ЕрчакОценок пока нет
- инструкция АСРЛДокумент51 страницаинструкция АСРЛАлександр АлександровичОценок пока нет
- Тымкул Л.В. Специальные Оптические Приборы. Часть2. 2006Документ34 страницыТымкул Л.В. Специальные Оптические Приборы. Часть2. 2006Владимир СтельмахОценок пока нет
- Тымкул Л.В. Специальные Оптические Приборы. Часть2. 2006Документ34 страницыТымкул Л.В. Специальные Оптические Приборы. Часть2. 2006Владимир СтельмахОценок пока нет
- УКДокумент2 страницыУКbaurzhannОценок пока нет
- Asme Sa 745Документ6 страницAsme Sa 745Anna BubblegumОценок пока нет
- СТП 8.2.4 КонтрИспытПродМОЙДокумент12 страницСТП 8.2.4 КонтрИспытПродМОЙSerg KekuhОценок пока нет
- ОСТ5Р 9324-2015Документ81 страницаОСТ5Р 9324-2015alexey.kvashaОценок пока нет
- ПРНК В.4 (с Изменениями)Документ45 страницПРНК В.4 (с Изменениями)Юрий ЕрчакОценок пока нет
- Gost R Iso 14644-7-2007Документ40 страницGost R Iso 14644-7-2007TueОценок пока нет
- СТП 01-017-2000 ЛукОйл инструкция по дефектоскопии буровогоДокумент81 страницаСТП 01-017-2000 ЛукОйл инструкция по дефектоскопии буровогоbaurzhannОценок пока нет
- ПНАЭ Г-7-018-89 PDFДокумент20 страницПНАЭ Г-7-018-89 PDFse781Оценок пока нет
- ПНАЭ Г-7-018-89Документ20 страницПНАЭ Г-7-018-89se781Оценок пока нет
- 160 CДокумент85 страниц160 CPavel NedelinОценок пока нет
- 76300Документ24 страницы76300Alexey SkiperОценок пока нет
- PRP-4 Mobile Surveillance VehicleДокумент136 страницPRP-4 Mobile Surveillance Vehicleshota sabauri100% (4)
- Elevatori Metodika87Документ23 страницыElevatori Metodika87romanbarilyakromanОценок пока нет
- Правила Технического Обслуживания Устройств Релейной Защиты, 110-750 KvДокумент148 страницПравила Технического Обслуживания Устройств Релейной Защиты, 110-750 KvDumitruRujanschiОценок пока нет
- Правила Технического Обслуживания Устройств Релейной Защиты, 110-750 KvДокумент148 страницПравила Технического Обслуживания Устройств Релейной Защиты, 110-750 KvDumitruRujanschiОценок пока нет
- ГОСТ РВ 8.576-2000Документ17 страницГОСТ РВ 8.576-2000васОценок пока нет
- LB60 CM3 InstallДокумент16 страницLB60 CM3 InstallВиталий ПокотиленкоОценок пока нет
- РД 10-112-1-04Документ74 страницыРД 10-112-1-04Eldeniz MeherremovОценок пока нет
- РД 10-112-1-04Документ74 страницыРД 10-112-1-04Eldeniz MeherremovОценок пока нет
- Гормаков А.Н. Комплекс для поверки и калибровки сважинных инклинометровДокумент6 страницГормаков А.Н. Комплекс для поверки и калибровки сважинных инклинометровqwerty2828Оценок пока нет
- Рук. по геодезич. контролюДокумент90 страницРук. по геодезич. контролюAleksandr Bouksha100% (1)
- практическая работа 4 бждДокумент24 страницыпрактическая работа 4 бждАлексей ЛадейщиковОценок пока нет
- МГА 1000 РЭ 20170320Документ49 страницМГА 1000 РЭ 20170320Dmitriy ChifinОценок пока нет
- ГОСТ Р 50.05.05-2018Документ32 страницыГОСТ Р 50.05.05-2018IgorОценок пока нет
- ПНАЭ Г 7031-91Документ18 страницПНАЭ Г 7031-91baurzhannОценок пока нет
- Копия Статья о двух системах УК (1)Документ14 страницКопия Статья о двух системах УК (1)baurzhannОценок пока нет
- СП 1171-74 Санитарные правила по РАДИОИЗОТОПНОЙ ДЕФЕКТОСКОПИИДокумент52 страницыСП 1171-74 Санитарные правила по РАДИОИЗОТОПНОЙ ДЕФЕКТОСКОПИИbaurzhannОценок пока нет
- ОБ УТВЕРЖДЕНИИ ПРАВИЛ ЛИЦЕНЗИРОВАНИЯДокумент63 страницыОБ УТВЕРЖДЕНИИ ПРАВИЛ ЛИЦЕНЗИРОВАНИЯbaurzhannОценок пока нет
- Лекция_TOFD_МЭИДокумент31 страницаЛекция_TOFD_МЭИbaurzhannОценок пока нет
- Лекция_ФР_МЭИДокумент39 страницЛекция_ФР_МЭИbaurzhannОценок пока нет
- статус СО-ред 1. 3.Документ3 страницыстатус СО-ред 1. 3.baurzhannОценок пока нет
- 611 E5 R2014 RussianДокумент116 страниц611 E5 R2014 RussianbaurzhannОценок пока нет
- СТБ EN 14127-2015 УЗТДокумент34 страницыСТБ EN 14127-2015 УЗТbaurzhannОценок пока нет
- ТК-007-37-00-10 - ВК роторДокумент5 страницТК-007-37-00-10 - ВК роторbaurzhannОценок пока нет
- СТБ ЕН 583-1-2005 Контроль неразрушающий. УльтразвуковойДокумент15 страницСТБ ЕН 583-1-2005 Контроль неразрушающий. УльтразвуковойbaurzhannОценок пока нет
- Приложение 1 Перечень отмененных СТ РК желтым выделены НКДокумент14 страницПриложение 1 Перечень отмененных СТ РК желтым выделены НКbaurzhannОценок пока нет
- Цифра Цифракон ТЛДокумент4 страницыЦифра Цифракон ТЛbaurzhannОценок пока нет
- P&ID и чертежДокумент3 страницыP&ID и чертежbaurzhannОценок пока нет
- Workorder 100093939Документ2 страницыWorkorder 100093939baurzhannОценок пока нет
- White Contrast Paint B 104 A SpraycanДокумент9 страницWhite Contrast Paint B 104 A SpraycanbaurzhannОценок пока нет
- GVI Piping Report ERДокумент2 страницыGVI Piping Report ERbaurzhannОценок пока нет
- GVI Piping Report ERДокумент2 страницыGVI Piping Report ERbaurzhannОценок пока нет
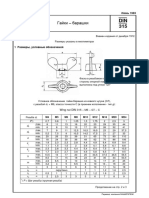
- DIN 315 - Гайки барашкиДокумент2 страницыDIN 315 - Гайки барашкиVKP Vatra KBОценок пока нет
- Reestr Materialy 2019.04.23 PDFДокумент49 страницReestr Materialy 2019.04.23 PDFАлександр ЯнчевскийОценок пока нет
- Kuzovnoi RemontДокумент273 страницыKuzovnoi RemontAlexey petrovichОценок пока нет
- Seminar 25sept PDFДокумент44 страницыSeminar 25sept PDFdomforeverОценок пока нет
- Gost 11534 75Документ23 страницыGost 11534 75Vadym VirychОценок пока нет
- ГОСТ 14098-2014 Соединения сварные арматуры и закладных изделий железобетонных конструкций Типы конструкции и размерыДокумент22 страницыГОСТ 14098-2014 Соединения сварные арматуры и закладных изделий железобетонных конструкций Типы конструкции и размеры1Оценок пока нет
- ОСТ5Р 95055-2011Документ125 страницОСТ5Р 95055-2011Сергей100% (1)
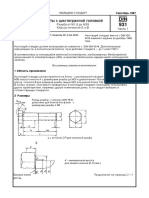
- DIN 931 Ru PDFДокумент12 страницDIN 931 Ru PDFDani Quirante Flaaut EtcОценок пока нет
- Современные био-, бензо-, дизель-генераторы и другие полезные конструкцииОт EverandСовременные био-, бензо-, дизель-генераторы и другие полезные конструкцииОценок пока нет
- Кровельная изоляция. Кровельное озеленение. Ошибки. Проблемы. Гидроизоляционные материалы: Краткое изложениеОт EverandКровельная изоляция. Кровельное озеленение. Ошибки. Проблемы. Гидроизоляционные материалы: Краткое изложениеОценок пока нет
- Микроволновые печи нового поколения: устройство, диагностика неисправностей, ремонтОт EverandМикроволновые печи нового поколения: устройство, диагностика неисправностей, ремонтОценок пока нет
- Современные обогреватели: типы, расчет мощности, ремонт – для дома, офиса и не толькоОт EverandСовременные обогреватели: типы, расчет мощности, ремонт – для дома, офиса и не толькоОценок пока нет
- Я въезжаю в стройку: Как начать и закончить ремонт, не сгорев по путиОт EverandЯ въезжаю в стройку: Как начать и закончить ремонт, не сгорев по путиОценок пока нет
- Силовые полупроводниковые ключи: семейства, характеристики, применениеОт EverandСиловые полупроводниковые ключи: семейства, характеристики, применениеОценок пока нет
- Формирование стоимости и определение эффективности инвестиций: в комплексную жилую застройку с участием иностранного капиталаОт EverandФормирование стоимости и определение эффективности инвестиций: в комплексную жилую застройку с участием иностранного капиталаОценок пока нет
- Бытовые современные счетчики газа и газоанализаторы для практического примененияОт EverandБытовые современные счетчики газа и газоанализаторы для практического примененияОценок пока нет