Вам также может понравиться
- Dinamika Raboty Reztsov V Protsesse Razrusheniya Gornyh Porod Instrumentami Rezhusche Skalyvayuschego Deystviya Tipa PDCДокумент4 страницыDinamika Raboty Reztsov V Protsesse Razrusheniya Gornyh Porod Instrumentami Rezhusche Skalyvayuschego Deystviya Tipa PDCcava5220Оценок пока нет
- Л.И.Bepeинa Справочник токаря (2004)Документ456 страницЛ.И.Bepeинa Справочник токаря (2004)Олег ЗамановОценок пока нет
- Лекция 11ДМ Разъемные СоединенияДокумент37 страницЛекция 11ДМ Разъемные СоединенияBaga DagaОценок пока нет
- Influence of The Pendulum Surface Plastic DeformationДокумент10 страницInfluence of The Pendulum Surface Plastic Deformationmybo91Оценок пока нет
- ТКМ, Лекция 3, ЛитьеДокумент38 страницТКМ, Лекция 3, ЛитьеGeorgiy ZinovevОценок пока нет
- ИССЛЕДОВАНИЕ ТРЕНИЯ В РЕЗЬБЕ И НА ТОРЦЕ ГАЙКИДокумент11 страницИССЛЕДОВАНИЕ ТРЕНИЯ В РЕЗЬБЕ И НА ТОРЦЕ ГАЙКИdiv02Оценок пока нет
- ИССЛЕДОВАНИЕ ТРЕНИЯ В РЕЗЬБЕ И НА ТОРЦЕ ГАЙКИДокумент11 страницИССЛЕДОВАНИЕ ТРЕНИЯ В РЕЗЬБЕ И НА ТОРЦЕ ГАЙКИdiv02Оценок пока нет
- RezbalarДокумент15 страницRezbalarEmin AbdullazadeОценок пока нет
- Kudriavtsev SV Raschet Dvutavrovoi Balki S Gofrirovannoi SteДокумент18 страницKudriavtsev SV Raschet Dvutavrovoi Balki S Gofrirovannoi StetulerОценок пока нет
- Практическое Задание - технология Конструкционных МатериаловДокумент8 страницПрактическое Задание - технология Конструкционных МатериаловAndrey SalomatinОценок пока нет
- 3 Разработка Технологического Процесса Изготовления ПальцаДокумент17 страниц3 Разработка Технологического Процесса Изготовления ПальцаИгорьОценок пока нет
- Подшипники Конструкции узловДокумент17 страницПодшипники Конструкции узловMik Lom100% (1)
- скорость волочения уголДокумент5 страницскорость волочения уголОлегОценок пока нет
- Straumal FacetДокумент71 страницаStraumal FacetgОценок пока нет
- Определениe критической длины трещиныДокумент4 страницыОпределениe критической длины трещиныABorintsevОценок пока нет
- ISO 7121-1986 RusДокумент14 страницISO 7121-1986 RusСтепан ФаберськийОценок пока нет
- Давтмал Бэлдэц Боловсруулах ТехнологиДокумент13 страницДавтмал Бэлдэц Боловсруулах Технологиbatbaatarmnhbaar95Оценок пока нет
- En - 14889 1 2009Документ44 страницыEn - 14889 1 2009jamshid75_786168Оценок пока нет
- Методичка ЭЛЕМЕНТЫ ТЕОРИИ ТРЕНИЯ Инструкция Уздин ФПС 59 СтрДокумент59 страницМетодичка ЭЛЕМЕНТЫ ТЕОРИИ ТРЕНИЯ Инструкция Уздин ФПС 59 Стрt3487810interzetruОценок пока нет
- Prakticheskie Rezultaty Sozdaniya Steklometallokompozitnogo SterzhnyaДокумент5 страницPrakticheskie Rezultaty Sozdaniya Steklometallokompozitnogo SterzhnyaDr. Anoop A.D.Оценок пока нет
- Lektsii Po SherokhovatostiДокумент7 страницLektsii Po SherokhovatostiАлександр ТумановОценок пока нет
- 1 - Калин Б.А - МИФИДокумент8 страниц1 - Калин Б.А - МИФИ23423Оценок пока нет
- ГОСТ 20847-75 - Дефекты поверхностиДокумент45 страницГОСТ 20847-75 - Дефекты поверхностиKaterynaОценок пока нет
- 05 Подземпроект Алехин В С РасчетДокумент16 страниц05 Подземпроект Алехин В С РасчетIVAN WILLIAMS SUCUITANA CCAIHUARIОценок пока нет
- Materia 454Документ130 страницMateria 454Дамир НазиповОценок пока нет
- ГОСТ 21014-88Документ62 страницыГОСТ 21014-88George AcostaОценок пока нет
- Баклицкий (ТГНГУ) - Методические указания и контрольные задания по дисциплине 'Прикладная механика'Документ24 страницыБаклицкий (ТГНГУ) - Методические указания и контрольные задания по дисциплине 'Прикладная механика'Serg0684 ChemerisОценок пока нет
- МЕХАНИКА ГАЗОАБРАЗИВНОЙ ЭРОЗИИ ДЕТАЛЕЙ ГАЗОВОЗДУШНОГО ТРАКТА ВЕРТОЛЕТНЫХ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙДокумент6 страницМЕХАНИКА ГАЗОАБРАЗИВНОЙ ЭРОЗИИ ДЕТАЛЕЙ ГАЗОВОЗДУШНОГО ТРАКТА ВЕРТОЛЕТНЫХ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙpretty.angel1081Оценок пока нет
- BA5C3 Spravochnik Po RezbeДокумент26 страницBA5C3 Spravochnik Po Rezbekompozit_manОценок пока нет
- (Ю. Г. Коноплев и др.) - Динамическая устойчивость упругих пластин и оболочек - учебное пособие-Казанский ун-т (2012)Документ80 страниц(Ю. Г. Коноплев и др.) - Динамическая устойчивость упругих пластин и оболочек - учебное пособие-Казанский ун-т (2012)Fruit DivaОценок пока нет
- PershinДокумент16 страницPershinPierre NievesОценок пока нет
- DisertatiaДокумент217 страницDisertatiaZdrobau VitalieОценок пока нет
- ГОСТ 5264-80 (СВАРКА) PDFДокумент35 страницГОСТ 5264-80 (СВАРКА) PDFИльдусОценок пока нет
- Гарбер Э.А - РАЗВИТИЕ МЕТОДОВ МОДЕЛИРОВАНИЯ ЭНЕРГОСИЛОВЫХ И ДЕФОРМАЦИОННЫХ ПАРАМЕТРОВ ШИРОКОПОЛОСНЫХ СТАНОВ (НАУЧНЫЙ ОБЗОР)Документ7 страницГарбер Э.А - РАЗВИТИЕ МЕТОДОВ МОДЕЛИРОВАНИЯ ЭНЕРГОСИЛОВЫХ И ДЕФОРМАЦИОННЫХ ПАРАМЕТРОВ ШИРОКОПОЛОСНЫХ СТАНОВ (НАУЧНЫЙ ОБЗОР)QuangTranОценок пока нет
- Жильников Е.П. Определение коэффициентаДокумент16 страницЖильников Е.П. Определение коэффициентаdba35074Оценок пока нет
- Tyalina 2Документ27 страницTyalina 2Bega Seylon-machoОценок пока нет
- 7 Raschet Pripuskov VN rusPDFДокумент21 страница7 Raschet Pripuskov VN rusPDFMike UlanОценок пока нет
- Lab123 2022Документ13 страницLab123 2022BunhammerОценок пока нет
- O Vybore Konstruktivnykh Parametrov Elektromekhanicheskogo Privoda Postupatelnogo DeystviyaДокумент13 страницO Vybore Konstruktivnykh Parametrov Elektromekhanicheskogo Privoda Postupatelnogo DeystviyaNguyen HieuОценок пока нет
- ГОСТ Р ИСО 6520-1-2012 Сварка Плавлением. Классификация ДефектовДокумент36 страницГОСТ Р ИСО 6520-1-2012 Сварка Плавлением. Классификация ДефектовПавел КазаковОценок пока нет
- Труды ВИАМ 2019 № 3 PDFДокумент112 страницТруды ВИАМ 2019 № 3 PDFKaterynaОценок пока нет
- РК-3 - Журнал лаб - работ ДМ (2014г)Документ33 страницыРК-3 - Журнал лаб - работ ДМ (2014г)vlicelpОценок пока нет
- МатериаловедениеДокумент17 страницМатериаловедениеАрина ГусеваОценок пока нет
- ЕНиР Е 22 Сварочные работыДокумент43 страницыЕНиР Е 22 Сварочные работыUlan AAОценок пока нет
- конспект лекций кафедры ТМДокумент77 страницконспект лекций кафедры ТМЕлизавета НикулинаОценок пока нет
- ГОСТ РезьбыДокумент15 страницГОСТ РезьбыOleksandrОценок пока нет
- практика 5 2020Документ17 страницпрактика 5 2020Nazar KaznovskyОценок пока нет
- Yilmaz O.-Seismic Data Processing. 2-SEG (1986)Документ223 страницыYilmaz O.-Seismic Data Processing. 2-SEG (1986)CarlosОценок пока нет
- Исследование структуры металла при неразрушающих испытаниях узк спектральным методомДокумент7 страницИсследование структуры металла при неразрушающих испытаниях узк спектральным методомplushka11903Оценок пока нет
- Болтовые соединенияДокумент34 страницыБолтовые соединенияiodabaotОценок пока нет
- Учебн. пособие Расчет зубчатых и червячных передачДокумент101 страницаУчебн. пособие Расчет зубчатых и червячных передачМарина КаменеваОценок пока нет
- Raschet I Konstruirovanie Kolonn Promyshlennyh ZdanijДокумент112 страницRaschet I Konstruirovanie Kolonn Promyshlennyh Zdanijblack voronОценок пока нет
- BelousovДокумент5 страницBelousovДаниил МатюшкинОценок пока нет
- НИР 8 Осипов БМТМ-18-4Документ15 страницНИР 8 Осипов БМТМ-18-4Пётр ОсиповОценок пока нет
- 4294852119Документ21 страница4294852119Руслан YuОценок пока нет
- Din en Iso 4014Документ21 страницаDin en Iso 4014FelipeОценок пока нет
- Жаднов et al. - 2018 - О пределе теплового шума высокостабильных оптических резонаторовДокумент6 страницЖаднов et al. - 2018 - О пределе теплового шума высокостабильных оптических резонаторовNikita ZhadnovОценок пока нет
- ОтчетДокумент15 страницОтчетАрианаОценок пока нет
- 1 ДВС ОСНОВЫ ТЕХНОЛОГИИ РЕМОНТА ДИЗ РУКАВИШНИКОВ 389Документ389 страниц1 ДВС ОСНОВЫ ТЕХНОЛОГИИ РЕМОНТА ДИЗ РУКАВИШНИКОВ 389Mareks LezevskisОценок пока нет
- Большая Советская энциклопедия. Том 03. Бари-Браслет. (1970)Документ705 страницБольшая Советская энциклопедия. Том 03. Бари-Браслет. (1970)ShorsОценок пока нет
- Работа физика 2Документ54 страницыРабота физика 2Nik LoginovОценок пока нет
- РИС Э2МДокумент3 страницыРИС Э2МIgor MosanuОценок пока нет
- Суставная акупунктураДокумент228 страницСуставная акупунктураDragonfly Heilung100% (2)
- Compass ErrorДокумент46 страницCompass ErrorсвакОценок пока нет
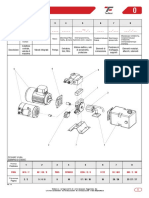
- Hydraulic Power UnitДокумент30 страницHydraulic Power UnitdosamoОценок пока нет
- Шкаф АВР «ПРОФ»Документ15 страницШкаф АВР «ПРОФ»kenОценок пока нет
- Природные целители от 1000 болезней (Prirodnye celiteli ot 1000 boleznej)От EverandПриродные целители от 1000 болезней (Prirodnye celiteli ot 1000 boleznej)Оценок пока нет
- Нейропсихология: Основы нейропсихологии и области примененияОт EverandНейропсихология: Основы нейропсихологии и области примененияОценок пока нет
- Революционный метод быстрого изучения любого иностранного языка (Revoljucionnyj metod bystrogo izuchenija ljubogo inostrannogo jazyka)От EverandРеволюционный метод быстрого изучения любого иностранного языка (Revoljucionnyj metod bystrogo izuchenija ljubogo inostrannogo jazyka)Рейтинг: 2 из 5 звезд2/5 (1)
- Голодание спасет вашу жизнь (Fasting Can Save Your Life)От EverandГолодание спасет вашу жизнь (Fasting Can Save Your Life)Рейтинг: 5 из 5 звезд5/5 (1)
- Всё, что движется: Прогулки по беспокойной Вселенной. От космических орбит до квантовых полейОт EverandВсё, что движется: Прогулки по беспокойной Вселенной. От космических орбит до квантовых полейОценок пока нет
- Здоровая нервная система (Bragg Build Powerful Nerve Force)От EverandЗдоровая нервная система (Bragg Build Powerful Nerve Force)Рейтинг: 3 из 5 звезд3/5 (2)
- Второй мозг: Как микробы в кишечнике управляют нашим настроением, решениями и здоровьемОт EverandВторой мозг: Как микробы в кишечнике управляют нашим настроением, решениями и здоровьемОценок пока нет
- The Miracle of Fasting [Russian Edition]: Proven Throughout HistoryОт EverandThe Miracle of Fasting [Russian Edition]: Proven Throughout HistoryРейтинг: 5 из 5 звезд5/5 (1)
- Elon Musk: Rules of Success [Russian Edition]От EverandElon Musk: Rules of Success [Russian Edition]Рейтинг: 4.5 из 5 звезд4.5/5 (20)
- 100 рассказов из истории медицины: Величайшие открытия, подвиги и преступления во имя вашего здоровья и долголетия. Часть 2, рассказы с 51 по 100От Everand100 рассказов из истории медицины: Величайшие открытия, подвиги и преступления во имя вашего здоровья и долголетия. Часть 2, рассказы с 51 по 100Оценок пока нет
- Биология добра и зла. Как наука объясняет наши поступки. Часть 1От EverandБиология добра и зла. Как наука объясняет наши поступки. Часть 1Рейтинг: 4.5 из 5 звезд4.5/5 (7)
- Еда, которая лечит суставы, позвоночник, сердце, сосуды, диабет. 600 рецептов блюд, которые помогут вам выздороветь (Eda, kotoraja lechit sustavy, pozvonochnik, serdce, sosudy, diabet. 600 receptov bljud, kotorye pomogut vam vyzdorovet')От EverandЕда, которая лечит суставы, позвоночник, сердце, сосуды, диабет. 600 рецептов блюд, которые помогут вам выздороветь (Eda, kotoraja lechit sustavy, pozvonochnik, serdce, sosudy, diabet. 600 receptov bljud, kotorye pomogut vam vyzdorovet')Оценок пока нет
- Дисбактериоз. Лечение и профилактика без лекарств. 2-е изданиеОт EverandДисбактериоз. Лечение и профилактика без лекарств. 2-е изданиеОценок пока нет