Вам также может понравиться
- АКУСТИЧЕСКИЙ КОНТРОЛЬДокумент138 страницАКУСТИЧЕСКИЙ КОНТРОЛЬnomadОценок пока нет
- Eksperimentalnaya Ustanovka Dlya Issledovaniya Prohozhdeniya Uzkogo Ultrazvukovogo Puchka Cherez Sloistuyu Strukturu BiotkaniДокумент5 страницEksperimentalnaya Ustanovka Dlya Issledovaniya Prohozhdeniya Uzkogo Ultrazvukovogo Puchka Cherez Sloistuyu Strukturu BiotkaniДаня РуденкоОценок пока нет
- 17Документ7 страниц17alllim88Оценок пока нет
- применение оптического волокно в качестве сенсоров PDFДокумент14 страницприменение оптического волокно в качестве сенсоров PDFMaqsudsho NematiОценок пока нет
- Приборы для дозиметрии металлоломаДокумент6 страницПриборы для дозиметрии металлолома075Оценок пока нет
- ГОСТ 22727-88Документ8 страницГОСТ 22727-88IgorОценок пока нет
- Sonoca 300 RusДокумент26 страницSonoca 300 RusYury MalahovОценок пока нет
- 123123123Документ3 страницы123123123pala suticОценок пока нет
- Лекция_АЭ_МЭИДокумент49 страницЛекция_АЭ_МЭИbaurzhannОценок пока нет
- Article - N - Mikrostrui Koronnogo Razryada Kak Vozmozhnye Aktuatory Dlya Upravleniya Shumom StruyДокумент8 страницArticle - N - Mikrostrui Koronnogo Razryada Kak Vozmozhnye Aktuatory Dlya Upravleniya Shumom StruyKarlo GrubišićОценок пока нет
- NDT4 Course Notes 2013 RUSДокумент154 страницыNDT4 Course Notes 2013 RUSFaridОценок пока нет
- Rekonstrukciya 05.01Документ77 страницRekonstrukciya 05.01Nana MОценок пока нет
- ГОСТ 24507-80Документ7 страницГОСТ 24507-80IgorОценок пока нет
- Диагностика повреждений теплообменных трубДокумент4 страницыДиагностика повреждений теплообменных трубИринаОценок пока нет
- ОтчетДокумент32 страницыОтчетseyfullayev.ferid1Оценок пока нет
- РЕФЕРАТ ПРИБОРЫ КОНТРОЛЯДокумент53 страницыРЕФЕРАТ ПРИБОРЫ КОНТРОЛЯAndrey SukhonosovОценок пока нет
- Лабораторная работа №6Документ15 страницЛабораторная работа №6Елизавета БорисоваОценок пока нет
- Анализ АЧХ и ФЧХ датчиков вибрации и причин ограничения области рабочих частотДокумент5 страницАнализ АЧХ и ФЧХ датчиков вибрации и причин ограничения области рабочих частотВикторияОценок пока нет
- 2 2 4Документ6 страниц2 2 4SevaОценок пока нет
- Otchet TD 3 PrimovДокумент126 страницOtchet TD 3 PrimovБек ПримовОценок пока нет
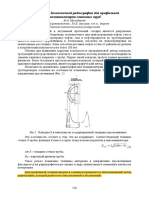
- Применение беспленочной радиографии для профильной толщинометрии стальных трубДокумент5 страницПрименение беспленочной радиографии для профильной толщинометрии стальных трубSergey KichenkoОценок пока нет
- ГОСТ 26814-86Документ33 страницыГОСТ 26814-86alexfilippowОценок пока нет
- ГОСТ 26814-86Документ33 страницыГОСТ 26814-86alexfilippowОценок пока нет
- Радиоизмерения балихин 1949Документ262 страницыРадиоизмерения балихин 1949Serg ChuОценок пока нет
- Технические Измерения - 5 ВариантДокумент21 страницаТехнические Измерения - 5 ВариантВадим ХихлоОценок пока нет
- УЗИ (презентация)Документ11 страницУЗИ (презентация)Александр ВоласОценок пока нет
- Методы испытаний УЗИ сканеровДокумент57 страницМетоды испытаний УЗИ сканеровАлександр КозырьОценок пока нет
- რადიაციის დოზიმეტრეიДокумент7 страницრადიაციის დოზიმეტრეიRaja viblianiОценок пока нет
- DMCO Lab3Документ37 страницDMCO Lab3Алексей ПысларьОценок пока нет
- Научно-исследовательский институт физики Ростовского государственного университета 344090, г. Ростов-на-Дону, пр-т Стачки, 194, Россия fon: (863-2) 28-50-66; fax: (863-2) 28-50-44Документ2 страницыНаучно-исследовательский институт физики Ростовского государственного университета 344090, г. Ростов-на-Дону, пр-т Стачки, 194, Россия fon: (863-2) 28-50-66; fax: (863-2) 28-50-44John SmithОценок пока нет
- Usp Fiz Met 15 101Документ20 страницUsp Fiz Met 15 101alllim88Оценок пока нет
- Atomizer RusДокумент5 страницAtomizer RusGogo GogevОценок пока нет
- Основы ультразвукового контроля. Конспект лекцийДокумент64 страницыОсновы ультразвукового контроля. Конспект лекцийSherbek HamrakulovОценок пока нет
- Практика радиографического контроляДокумент288 страницПрактика радиографического контроляЕвгений ПолещукОценок пока нет
- Lab124 2016Документ7 страницLab124 2016BunhammerОценок пока нет
- Методические-указания-по-разработке-техкарты_lite1Документ16 страницМетодические-указания-по-разработке-техкарты_lite1baurzhannОценок пока нет
- Контроль Пригодности Подъёмного Оборудования Для Надлежащего ИспользованияДокумент11 страницКонтроль Пригодности Подъёмного Оборудования Для Надлежащего ИспользованияАлексей РусакОценок пока нет
- БЖД ЛР19 СВЧДокумент11 страницБЖД ЛР19 СВЧТаня ЕфимоваОценок пока нет
- Rentgenovskie Luchi I Ih PrimenenieДокумент16 страницRentgenovskie Luchi I Ih Primeneniemrincognito613Оценок пока нет
- T 0810Документ144 страницыT 0810klimat.kdvОценок пока нет
- 2022Документ16 страниц2022Степан ГрищукОценок пока нет
- Приборы и методы исследования наноматериалов фотоникиДокумент132 страницыПриборы и методы исследования наноматериалов фотоникиYuriy GolovachОценок пока нет
- ГОСТ 14782-86Документ28 страницГОСТ 14782-86Serg KekuhОценок пока нет
- УЗИДокумент19 страницУЗИLe Quyen VuОценок пока нет
- Трансформаторы - - Сви П.М. Методы и Средства Диагностики Оборудования Высокого НапряженияДокумент152 страницыТрансформаторы - - Сви П.М. Методы и Средства Диагностики Оборудования Высокого НапряженияКирилл БиткуловОценок пока нет
- ВибродиагностикаДокумент123 страницыВибродиагностикаMister XОценок пока нет
- ВиброизоляцияДокумент14 страницВиброизоляцияl3792578Оценок пока нет
- 1198-00 002Документ13 страниц1198-00 002romanbarilyakromanОценок пока нет
- Asme Sa 745Документ6 страницAsme Sa 745Anna BubblegumОценок пока нет
- Основы МРТ собакДокумент30 страницОсновы МРТ собакAlexandr DmitrievОценок пока нет
- Metody Pribory Opred Mesta KZДокумент75 страницMetody Pribory Opred Mesta KZAngel MarinovОценок пока нет
- DokladnayaДокумент3 страницыDokladnayaKirillОценок пока нет
- ГОСТ 28517-90Документ7 страницГОСТ 28517-90Ирина МихайловаОценок пока нет
- Рентгеноструктурный анализ (ЭОХ - маг - 1)Документ11 страницРентгеноструктурный анализ (ЭОХ - маг - 1)Павел ЩелевОценок пока нет
- Aquascope 3 Manual V1 3 (RU)Документ22 страницыAquascope 3 Manual V1 3 (RU)Aa W. Setiawan TheaОценок пока нет
- СпектроскопияДокумент4 страницыСпектроскопияorkОценок пока нет
- Рентгенотелевизионные досмотровые установки AstrophysicsДокумент47 страницРентгенотелевизионные досмотровые установки AstrophysicsErasОценок пока нет
- Принцип работы индуктивных датчиковДокумент5 страницПринцип работы индуктивных датчиковAlexОценок пока нет
- УКДокумент2 страницыУКbaurzhannОценок пока нет
- додаток 2Документ7 страницдодаток 2Саша МинахановОценок пока нет
- Guitar RIG - Rus ManualДокумент13 страницGuitar RIG - Rus ManualупОценок пока нет
- Kibrik A E I DR M Vvedenie V Nauku o Yazyke 2019Документ674 страницыKibrik A E I DR M Vvedenie V Nauku o Yazyke 2019Капитолина КругловаОценок пока нет
- Waves Z NoiseДокумент16 страницWaves Z NoiseAndris NiklavicsОценок пока нет
- 10ГИ-1-4 - Страница 2 - ldsound.club - копияДокумент23 страницы10ГИ-1-4 - Страница 2 - ldsound.club - копияaleksmag53Оценок пока нет
- 02 Микширование Живого Звука Дункан Фрай 1997Документ172 страницы02 Микширование Живого Звука Дункан Фрай 1997Semukhin IvanОценок пока нет
- ШумДокумент11 страницШумCaterina GrigoriОценок пока нет
- Акустика для звукорежиссера - Швец PDFДокумент127 страницАкустика для звукорежиссера - Швец PDFTixoОценок пока нет
- English Phonetics EssaysДокумент23 страницыEnglish Phonetics EssaysAnonymous peWL0E1CDОценок пока нет
- 100 рассказов из истории медицины: Величайшие открытия, подвиги и преступления во имя вашего здоровья и долголетия. Часть 2, рассказы с 51 по 100От Everand100 рассказов из истории медицины: Величайшие открытия, подвиги и преступления во имя вашего здоровья и долголетия. Часть 2, рассказы с 51 по 100Оценок пока нет
- Elon Musk: Rules of Success [Russian Edition]От EverandElon Musk: Rules of Success [Russian Edition]Рейтинг: 4.5 из 5 звезд4.5/5 (20)
- Биология добра и зла. Как наука объясняет наши поступки. Часть 1От EverandБиология добра и зла. Как наука объясняет наши поступки. Часть 1Рейтинг: 4.5 из 5 звезд4.5/5 (7)
- Второй мозг: Как микробы в кишечнике управляют нашим настроением, решениями и здоровьемОт EverandВторой мозг: Как микробы в кишечнике управляют нашим настроением, решениями и здоровьемОценок пока нет
- Точки здоровья. Приемы восточной медицины для защиты организма от болезниОт EverandТочки здоровья. Приемы восточной медицины для защиты организма от болезниОценок пока нет
- Еда, которая лечит суставы, позвоночник, сердце, сосуды, диабет. 600 рецептов блюд, которые помогут вам выздороветь (Eda, kotoraja lechit sustavy, pozvonochnik, serdce, sosudy, diabet. 600 receptov bljud, kotorye pomogut vam vyzdorovet')От EverandЕда, которая лечит суставы, позвоночник, сердце, сосуды, диабет. 600 рецептов блюд, которые помогут вам выздороветь (Eda, kotoraja lechit sustavy, pozvonochnik, serdce, sosudy, diabet. 600 receptov bljud, kotorye pomogut vam vyzdorovet')Оценок пока нет
- Математика с дурацкими рисунками: Идеи, которые формируют нашу реальностьОт EverandМатематика с дурацкими рисунками: Идеи, которые формируют нашу реальностьОценок пока нет
- The Miracle of Fasting [Russian Edition]: Proven Throughout HistoryОт EverandThe Miracle of Fasting [Russian Edition]: Proven Throughout HistoryРейтинг: 5 из 5 звезд5/5 (1)
- Метод Сильвы. Управление разумом (The Silva Mind Control Metod)От EverandМетод Сильвы. Управление разумом (The Silva Mind Control Metod)Рейтинг: 5 из 5 звезд5/5 (1)
- Революционный метод быстрого изучения любого иностранного языка (Revoljucionnyj metod bystrogo izuchenija ljubogo inostrannogo jazyka)От EverandРеволюционный метод быстрого изучения любого иностранного языка (Revoljucionnyj metod bystrogo izuchenija ljubogo inostrannogo jazyka)Рейтинг: 2 из 5 звезд2/5 (1)
- Большой универсальный справочник лекарственных препаратов. Более 5000 современных средств и аналогов (Bol'shoj universal'nyj spravochnik lekarstvennyh preparatov. Bolee 5000 sovremennyh sredstv i analogov)От EverandБольшой универсальный справочник лекарственных препаратов. Более 5000 современных средств и аналогов (Bol'shoj universal'nyj spravochnik lekarstvennyh preparatov. Bolee 5000 sovremennyh sredstv i analogov)Оценок пока нет
- Природные целители от 1000 болезней (Prirodnye celiteli ot 1000 boleznej)От EverandПриродные целители от 1000 болезней (Prirodnye celiteli ot 1000 boleznej)Оценок пока нет