Вам также может понравиться
- Изготовление Стволов Методом ДипаДокумент35 страницИзготовление Стволов Методом ДипаYarmss100% (4)
- Изготовление стволов методом Дипа PDFДокумент35 страницИзготовление стволов методом Дипа PDFSОценок пока нет
- Анкерные сваи Ischebek TitanДокумент32 страницыАнкерные сваи Ischebek TitanIvan KlyuchkaОценок пока нет
- Литье в песчаные формыДокумент15 страницЛитье в песчаные формыХанафи ДжаппуевОценок пока нет
- д 16Документ10 страницд 16Георгий ДолгихОценок пока нет
- ТКМ, Лекция 3, ЛитьеДокумент38 страницТКМ, Лекция 3, ЛитьеGeorgiy ZinovevОценок пока нет
- 3 Разработка Технологического Процесса Изготовления ПальцаДокумент17 страниц3 Разработка Технологического Процесса Изготовления ПальцаИгорьОценок пока нет
- БурмейстерДокумент32 страницыБурмейстерValery220586Оценок пока нет
- ЧАСТЬ4Документ34 страницыЧАСТЬ4Андрей СередаОценок пока нет
- РЕАНИМАЦИЯ КОЛЕНВАЛА М72Документ8 страницРЕАНИМАЦИЯ КОЛЕНВАЛА М72jorjОценок пока нет
- DIN EN 10130 Прокат листовой холоднокатаный из низкоуглер стали для холодной штамповкиДокумент6 страницDIN EN 10130 Прокат листовой холоднокатаный из низкоуглер стали для холодной штамповкиЮляОценок пока нет
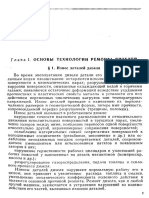
- 1 ДВС ОСНОВЫ ТЕХНОЛОГИИ РЕМОНТА ДИЗ РУКАВИШНИКОВ 389Документ389 страниц1 ДВС ОСНОВЫ ТЕХНОЛОГИИ РЕМОНТА ДИЗ РУКАВИШНИКОВ 389Mareks LezevskisОценок пока нет
- титульник отчета-реферата по практикеДокумент27 страництитульник отчета-реферата по практикеElena PadurariОценок пока нет
- Glava 1Документ2 страницыGlava 1Wesley JonsonОценок пока нет
- заканчивание скважинДокумент20 страницзаканчивание скважинАлекпер АлекперовОценок пока нет
- LMK Lections NehaevДокумент90 страницLMK Lections NehaevOleg PolyntsevОценок пока нет
- Analiz Sposobov Vosstanovleniya Sheek Kolenchatogo ValaДокумент5 страницAnaliz Sposobov Vosstanovleniya Sheek Kolenchatogo ValaGena SevmorputОценок пока нет
- 003 Кривошипно-шатунный механизм (послед)Документ36 страниц003 Кривошипно-шатунный механизм (послед)Андрей ГулькоОценок пока нет
- Расчет трубы на изгиб прогиб круглой и профильнойДокумент16 страницРасчет трубы на изгиб прогиб круглой и профильнойHhhbbnmmnnОценок пока нет
- Книга прессование u - lectures PDFДокумент310 страницКнига прессование u - lectures PDFAleksandr ZiminОценок пока нет
- U LecturesДокумент310 страницU LecturesVinicio VallejoОценок пока нет
- Про замеры ГБЦДокумент5 страницПро замеры ГБЦАнатолий КузьминОценок пока нет
- ГОСТ 23121-78Документ6 страницГОСТ 23121-78chemtausifОценок пока нет
- Лекция №3. Основные узлы и механизмы станочных систем.Документ44 страницыЛекция №3. Основные узлы и механизмы станочных систем.Lê Đức BảoОценок пока нет
- Vybor I Analiz Tehnologii Izgotovleniya Melyuschih TelДокумент3 страницыVybor I Analiz Tehnologii Izgotovleniya Melyuschih TelАндрей МинтусовОценок пока нет
- Вопросы по газоходамДокумент1 страницаВопросы по газоходамСергей ТурбайОценок пока нет
- Sống dọc ГОСТ 8617-81Документ32 страницыSống dọc ГОСТ 8617-81Bach Do CongОценок пока нет
- Deformation Property and Suppression ofДокумент16 страницDeformation Property and Suppression ofMake ZhiyenbayОценок пока нет
- Rachet Parametrov Neprerivnoi Razlivki StaliДокумент56 страницRachet Parametrov Neprerivnoi Razlivki StaliАлексей НаливкинОценок пока нет
- подшипникиДокумент10 страницподшипникиsalesarikanОценок пока нет
- TMK Katalog Rezbovih Soedineny Burilnie TrubiДокумент92 страницыTMK Katalog Rezbovih Soedineny Burilnie Trubidiv02Оценок пока нет
- D Quyu Qapaqlari QOSTДокумент7 страницD Quyu Qapaqlari QOSTSeymurH-vОценок пока нет
- D Quyu Qapaqlari QOST PDFДокумент7 страницD Quyu Qapaqlari QOST PDFSeymurH-vОценок пока нет
- Авдонин Г.Т.Отделочные операции механической обработки деталейДокумент27 страницАвдонин Г.Т.Отделочные операции механической обработки деталейandrewОценок пока нет
- TTK. Armirovanie Sten I Perekry'TijДокумент42 страницыTTK. Armirovanie Sten I Perekry'TijAndrei ZaraОценок пока нет
- Katalog 2021Документ58 страницKatalog 2021Мурод ЗарпуллаевОценок пока нет
- ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ОКОННЫХ КОНСТРУКЦИЙ ИЗ ПВХ. Практические рекомендации PDFДокумент24 страницыТЕХНОЛОГИЯ ПРОИЗВОДСТВА ОКОННЫХ КОНСТРУКЦИЙ ИЗ ПВХ. Практические рекомендации PDFYuriy NechaevskiyОценок пока нет
- ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ОКОННЫХ КОНСТРУКЦИЙ ИЗ ПВХ. Практические рекомендации PDFДокумент24 страницыТЕХНОЛОГИЯ ПРОИЗВОДСТВА ОКОННЫХ КОНСТРУКЦИЙ ИЗ ПВХ. Практические рекомендации PDFYuriy NechaevskiyОценок пока нет
- КР1Документ31 страницаКР1Настя КотляковаОценок пока нет
- 79Документ5 страниц79Владимир хххОценок пока нет
- ГОСТ 10243-75Документ61 страницаГОСТ 10243-75Oleg PolyntsevОценок пока нет
- Управление проектамиДокумент5 страницУправление проектамиДиана СанниковаОценок пока нет
- GE Catalogue 20.06.2009 RUSДокумент16 страницGE Catalogue 20.06.2009 RUSДамир НазиповОценок пока нет
- Лекция 6 Изгибаемые элементыДокумент4 страницыЛекция 6 Изгибаемые элементыSky BoyОценок пока нет
- 494482Документ187 страниц494482Uxc3475478Оценок пока нет
- ГОСТ 10180-90Документ34 страницыГОСТ 10180-90Constantin MihailovОценок пока нет
- 263011Документ102 страницы263011Хуршида РустамоваОценок пока нет
- Cast Iron Castings. Methods of Mechanical TestingДокумент8 страницCast Iron Castings. Methods of Mechanical TestingCSОценок пока нет
- Хлебалин Н.Ф. Нарезание конических зубчатых колёсДокумент164 страницыХлебалин Н.Ф. Нарезание конических зубчатых колёсJagerGaGОценок пока нет
- Презентация Диссертация НосовВ.К. РНМ-18-01Документ15 страницПрезентация Диссертация НосовВ.К. РНМ-18-01vyacheslavОценок пока нет
- Gost 2590 88 PDFДокумент8 страницGost 2590 88 PDFMuratgeldy KuliyevОценок пока нет
- 3. ГОСТ 34233.3-2017 Сосуды и Аппараты. Нормы и Методы Расчета На Прочность.Документ58 страниц3. ГОСТ 34233.3-2017 Сосуды и Аппараты. Нормы и Методы Расчета На Прочность.Vitalii MyntiukОценок пока нет
- 7c4123b7-72d0-484c-9607-7e4129736496Документ4 страницы7c4123b7-72d0-484c-9607-7e4129736496jaziraa1970Оценок пока нет
- Всем доброго времени сутокДокумент8 страницВсем доброго времени сутокФедя ФедяОценок пока нет
- Gost10702 78Документ10 страницGost10702 78Goran DjuricОценок пока нет
- Radial Shaft Seals SKFДокумент12 страницRadial Shaft Seals SKFVi6enaОценок пока нет
- ГОСТ 1778-70 Металлографические методы определения неметаллических включенийДокумент32 страницыГОСТ 1778-70 Металлографические методы определения неметаллических включенийИванОценок пока нет
- Din 84Документ3 страницыDin 84Oleh SmolovyiОценок пока нет
- Din 84 PDFДокумент3 страницыDin 84 PDFMarian StetsivkaОценок пока нет