Вам также может понравиться
- Gabitov Negovora Rekomendacii Tehn Servisu TA PDFДокумент30 страницGabitov Negovora Rekomendacii Tehn Servisu TA PDFАлексейОценок пока нет
- Gabitov Negovora Rekomendacii Tehn Servisu TAДокумент30 страницGabitov Negovora Rekomendacii Tehn Servisu TAАлексейОценок пока нет
- Чек лист рок д55 апрель 2016.Документ10 страницЧек лист рок д55 апрель 2016.ogmОценок пока нет
- пуск битумного производстваДокумент9 страницпуск битумного производстваmelania.fitraОценок пока нет
- Mobil Dte 10 ExcelДокумент5 страницMobil Dte 10 ExcelБогдан ФльорчукОценок пока нет
- Service Manual GP-80-oh-pzДокумент11 страницService Manual GP-80-oh-pzsid wilsonОценок пока нет
- Диагностика топливной системы ISF3.8Документ31 страницаДиагностика топливной системы ISF3.8maximus24041976Оценок пока нет
- Кп Винтовой Компрессор Ironmac Ic 20 AmДокумент4 страницыКп Винтовой Компрессор Ironmac Ic 20 AmАндрей СвятовОценок пока нет
- 4045 HF 286Документ819 страниц4045 HF 286Ion VerhovetchiiОценок пока нет
- F9Q 3652aДокумент148 страницF9Q 3652aGorbatiuc LeonidОценок пока нет
- F9Q 3652aДокумент148 страницF9Q 3652asilver_86Оценок пока нет
- 6 NDVДокумент41 страница6 NDVnox noxОценок пока нет
- ТЗ КОМПРЕССОР и ОСУШИТЕЛЬ РСХ, ООО ПОСУДА, АО ТРАКЬЯ ГЛАСС РУС 20.12Документ78 страницТЗ КОМПРЕССОР и ОСУШИТЕЛЬ РСХ, ООО ПОСУДА, АО ТРАКЬЯ ГЛАСС РУС 20.12Irina BochantsevaОценок пока нет
- Gka 100 PZ Kius 942711 008Документ27 страницGka 100 PZ Kius 942711 008МишаОценок пока нет
- Руководство по эксплуатации ДЭН-37ШДокумент81 страницаРуководство по эксплуатации ДЭН-37ШAlexey GudovОценок пока нет
- Engine Testing Rig Presentation 3Документ11 страницEngine Testing Rig Presentation 3Bluish FlameОценок пока нет
- Đ NG Cơ Khí Nén May Doa LДокумент4 страницыĐ NG Cơ Khí Nén May Doa Lanhvietz153Оценок пока нет
- KamazДокумент44 страницыKamazandrzejОценок пока нет
- Паспорт На Поршневой КомпрессорДокумент82 страницыПаспорт На Поршневой КомпрессорАлександр БулдыгинОценок пока нет
- Инструкция по эксплуатации РЕМЕЗА ВК340-7,5Документ44 страницыИнструкция по эксплуатации РЕМЕЗА ВК340-7,5SergОценок пока нет
- Отчет ПримаковДокумент7 страницОтчет ПримаковЕвгений ПримаковОценок пока нет
- ГП-40 ГП-80 ОХ-ПЗ СТР.16 - 4 РАЗА PDFДокумент11 страницГП-40 ГП-80 ОХ-ПЗ СТР.16 - 4 РАЗА PDFJulia TimakovaОценок пока нет
- TD/TCD 914 M: TCD 2012 L04/L06 2V TCD 2013 L04/L06 2VДокумент60 страницTD/TCD 914 M: TCD 2012 L04/L06 2V TCD 2013 L04/L06 2VbogdanmichaelОценок пока нет
- Руководство по эксплуатации ВК40Е-ВК50Е с блоком EVO6 изм.3Документ34 страницыРуководство по эксплуатации ВК40Е-ВК50Е с блоком EVO6 изм.3Діма ShchОценок пока нет
- руководство по эксплуатации и ремонту двигателяwp7ng PDFДокумент127 страницруководство по эксплуатации и ремонту двигателяwp7ng PDFКаро КапланянОценок пока нет
- доклад к дипломуДокумент3 страницыдоклад к дипломуseizred1Оценок пока нет
- Rukovodstvo Po Obucheniyu Operatora - Kataliticheskiy RiformingДокумент94 страницыRukovodstvo Po Obucheniyu Operatora - Kataliticheskiy Riforming757rustamОценок пока нет
- Двигатель k9kДокумент99 страницДвигатель k9kDimonmehanikОценок пока нет
- Dvigatel k9k PDFДокумент99 страницDvigatel k9k PDFDmitriy Gavrilov100% (1)
- Dvigatel k9k PDFДокумент99 страницDvigatel k9k PDFJoseph MetrzОценок пока нет
- Dvigatel k9k PDFДокумент99 страницDvigatel k9k PDFbadnet666Оценок пока нет
- Монография А5 17.12 ПЕЧАТЬДокумент232 страницыМонография А5 17.12 ПЕЧАТЬВалерия КорнееваОценок пока нет
- 740 PDFДокумент250 страниц740 PDFAlexey KolmakovОценок пока нет
- SCR CUMMINS (Russian Version)Документ19 страницSCR CUMMINS (Russian Version)ЕвгенийОценок пока нет
- ИЭ ГКС КЦ3 002 13 Инструкция По Эксплуатации ГПА ГТН 16М 1Документ28 страницИЭ ГКС КЦ3 002 13 Инструкция По Эксплуатации ГПА ГТН 16М 1иванОценок пока нет
- Oilway Air ToolДокумент3 страницыOilway Air ToolAnuar MgFunОценок пока нет
- Servis Manual (Rus) KOMATSU Engine 125-3 Series (SRBM024208)Документ354 страницыServis Manual (Rus) KOMATSU Engine 125-3 Series (SRBM024208)Константин Сыропятов100% (2)
- Рекомендации по эксплуатации дизельных электростанцийДокумент47 страницРекомендации по эксплуатации дизельных электростанцийAndrey GrechanikovОценок пока нет
- 1 PBДокумент7 страниц1 PBkayОценок пока нет
- ИЭ ГКС КЦ3 001 13 Инструкция По Эксплуатации ГПА ГТК 10И (Р)Документ64 страницыИЭ ГКС КЦ3 001 13 Инструкция По Эксплуатации ГПА ГТК 10И (Р)иванОценок пока нет
- Технологический процесс неразрушающего контроля деталей и узлов бурового и нефтепромыслового оборудования, восстанавливаемых наплавкойДокумент13 страницТехнологический процесс неразрушающего контроля деталей и узлов бурового и нефтепромыслового оборудования, восстанавливаемых наплавкойromanbarilyakromanОценок пока нет
- ПАМЯТКА ИНЖЕНЕРА СПВА 75 1 ННДокумент28 страницПАМЯТКА ИНЖЕНЕРА СПВА 75 1 ННЮлия ВинограденкоОценок пока нет
- Cummins QSK60G Регламент Технического ОбслуживанияДокумент16 страницCummins QSK60G Регламент Технического ОбслуживанияWafen ssОценок пока нет
- Технология безопасной эксплуатации и ремонта подвижного состава промышленного ЖД транспорта PDFДокумент183 страницыТехнология безопасной эксплуатации и ремонта подвижного состава промышленного ЖД транспорта PDFontarioslkОценок пока нет
- ВЕДОМОСТЬ МИРДокумент6 страницВЕДОМОСТЬ МИРoeaukmОценок пока нет
- XCMG WZ30 25 Instrukciya Operatora PDFДокумент67 страницXCMG WZ30 25 Instrukciya Operatora PDFalexandrОценок пока нет
- Презентация ТКДС TKDS 100 V Planta del Aire RusaДокумент18 страницПрезентация ТКДС TKDS 100 V Planta del Aire RusaEdduin RodriguezОценок пока нет
- App 2Документ12 страницApp 2Vladislav DurymanovОценок пока нет
- WP SCR DeNOx 2.2Документ35 страницWP SCR DeNOx 2.2Андрей АникинОценок пока нет
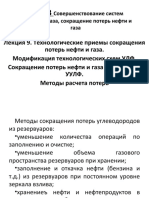
- Тема 3 Лекция 9 Технологические приемы сокращения потерь нефти и газаДокумент39 страницТема 3 Лекция 9 Технологические приемы сокращения потерь нефти и газаVladPetukhovОценок пока нет
- An 2 ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ СИЛОВОЙ УСТАНОВКИ САМОЛЕТА АН - 2Документ49 страницAn 2 ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ СИЛОВОЙ УСТАНОВКИ САМОЛЕТА АН - 2Taso SadikovicОценок пока нет
- ОСТ 180004-79 - Нормы Расхода Промывочных Жидкостей и Обтирочных МатериаловДокумент38 страницОСТ 180004-79 - Нормы Расхода Промывочных Жидкостей и Обтирочных МатериаловamikОценок пока нет
- RP Lrmhbfbgyy Ufetymybfpt RBTPCHPK chl-75-01Документ35 страницRP Lrmhbfbgyy Ufetymybfpt RBTPCHPK chl-75-01stel stelОценок пока нет
- Инструкция к стиральной машине ATLANT (Атлант) 45У101Документ20 страницИнструкция к стиральной машине ATLANT (Атлант) 45У1013t9w4v5b6-fdОценок пока нет
- Удаленный мониторинг состояния самосваловДокумент7 страницУдаленный мониторинг состояния самосваловYury FedichkinОценок пока нет
- SCR 0220NF 2Документ3 страницыSCR 0220NF 2kwstdbjp5fОценок пока нет
- др70Документ2 страницыдр70vut73 aОценок пока нет
- Бытовые современные счетчики газа и газоанализаторы для практического примененияОт EverandБытовые современные счетчики газа и газоанализаторы для практического примененияОценок пока нет
- ТРИПУРА РАХАСЬЯ ИЛИ МИСТЕРИЯ ЗА ПРЕДЕЛАМИ ТРОИЦЫДокумент104 страницыТРИПУРА РАХАСЬЯ ИЛИ МИСТЕРИЯ ЗА ПРЕДЕЛАМИ ТРОИЦЫалександркардановОценок пока нет
- ЛекарстваДокумент6 страницЛекарстваkvarkОценок пока нет
- Ивашов Л.Г., Опрокинутый МирДокумент181 страницаИвашов Л.Г., Опрокинутый МирAngela0220Оценок пока нет
- Рак Шкіри і МеланомаДокумент43 страницыРак Шкіри і МеланомаАня СкупаОценок пока нет
- Типы скелетных мышечных волоконДокумент10 страницТипы скелетных мышечных волоконdavudОценок пока нет
- Блок Питания Ноутбука Lta601n (Tea1751)Документ14 страницБлок Питания Ноутбука Lta601n (Tea1751)petro davkivОценок пока нет
- Препараты васкулитыДокумент15 страницПрепараты васкулитыganzer.alexandraОценок пока нет
- Рахул Джандиал НейрофитнесДокумент456 страницРахул Джандиал НейрофитнесKateryna DainekoОценок пока нет
- Vestnik TvGU 2018Документ378 страницVestnik TvGU 2018Andres TorresОценок пока нет
- Конспект лекций по КССТКДокумент47 страницКонспект лекций по КССТКАлександр ВеликийОценок пока нет
- Charger User Manual slt100Документ24 страницыCharger User Manual slt100ПетрОценок пока нет
- Дикая магия русскийДокумент196 страницДикая магия русскийЕлизавета Белова100% (1)