Вам также может понравиться
- 5. Тополев В.В. МИ-8МТВДокумент89 страниц5. Тополев В.В. МИ-8МТВSterben21Оценок пока нет
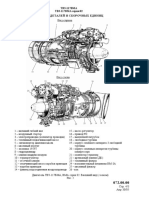
- Каталог ТВ3-117ВМАДокумент509 страницКаталог ТВ3-117ВМАyuriiОценок пока нет
- Mi-8 RTO ch2Документ96 страницMi-8 RTO ch2ViktorОценок пока нет
- Конспект Двигатель M-601eДокумент59 страницКонспект Двигатель M-601eMax Versh100% (1)
- Mi-8 Generator SGO-30UДокумент4 страницыMi-8 Generator SGO-30UernestozagОценок пока нет
- КРАТКИЙ КУРС ЛЕКЦИЙ -ПРАКТИЧЕСКАЯ АЭРОДИНАМИКА АЭРОДИНАМИКА ТУ-22М3 БАЛАШОВСКИЙ ВОЕННЫЙ АВИАЦИОННЫЙ ИНСТИТУТ БОЕВОГО САМОЛЕТА PDFДокумент129 страницКРАТКИЙ КУРС ЛЕКЦИЙ -ПРАКТИЧЕСКАЯ АЭРОДИНАМИКА АЭРОДИНАМИКА ТУ-22М3 БАЛАШОВСКИЙ ВОЕННЫЙ АВИАЦИОННЫЙ ИНСТИТУТ БОЕВОГО САМОЛЕТА PDFИлларион ПанасенкоОценок пока нет
- AI9VДокумент87 страницAI9VdmitriiОценок пока нет
- An-3T Maintenance Manual, Book 2 PDFДокумент262 страницыAn-3T Maintenance Manual, Book 2 PDFOlgerd1977Оценок пока нет
- Tu-214 RTOДокумент282 страницыTu-214 RTOМешков ДмитрийОценок пока нет
- конструктивные схемы ТРДДокумент5 страницконструктивные схемы ТРДИгорьОценок пока нет
- Агрегаты систем авиационных двигателей. Безуглый С.В PDFДокумент90 страницАгрегаты систем авиационных двигателей. Безуглый С.В PDFXavier AverosОценок пока нет
- Materialy Novogo Pokoleniya I Resursosberegayuwie Tehnologii Ih Pererabotki Dlya Promyshlennyh GtuДокумент22 страницыMaterialy Novogo Pokoleniya I Resursosberegayuwie Tehnologii Ih Pererabotki Dlya Promyshlennyh GtuGen100% (1)
- Фалалеев С.В. Конструкция PDFДокумент246 страницФалалеев С.В. Конструкция PDFXavier AverosОценок пока нет
- Термопары PDFДокумент149 страницТермопары PDFMik LomОценок пока нет
- Тема №4 система топливопитания и регулирования двигателя ТВ3-117 - Контент-платформаДокумент1 страницаТема №4 система топливопитания и регулирования двигателя ТВ3-117 - Контент-платформаmaik angeloОценок пока нет
- Tv2-117&vr8a RtyeДокумент450 страницTv2-117&vr8a RtyeعليالورفليОценок пока нет
- Курсаж Лапаточ PDFДокумент146 страницКурсаж Лапаточ PDFXavier AverosОценок пока нет
- Расчёт газотурбинной установкиДокумент34 страницыРасчёт газотурбинной установкиАлексей ЗоновОценок пока нет
- MaterialДокумент22 страницыMaterialВиктор ГорбенкоОценок пока нет
- Klimov KatalogДокумент32 страницыKlimov KatalogOleksandr Balychev100% (1)
- Ai-9V IYETO PDFДокумент50 страницAi-9V IYETO PDFRenado Chițan100% (1)
- TB3 117论文 PDFДокумент128 страницTB3 117论文 PDF唐波Оценок пока нет
- Ao Reo PDFДокумент35 страницAo Reo PDFTrinhОценок пока нет
- Автоматизация технологических процессов книга PDFДокумент400 страницАвтоматизация технологических процессов книга PDFvikaОценок пока нет
- Gazoturbinie Dvigateli Grazdanskoj AviaciiДокумент228 страницGazoturbinie Dvigateli Grazdanskoj AviaciiTaso Sadikovic100% (1)
- - ftp - library - share - двигатели - энциклопедия по двигателям в.2 - pdf - lyulkaДокумент29 страниц- ftp - library - share - двигатели - энциклопедия по двигателям в.2 - pdf - lyulkahans_aslexОценок пока нет
- Ai-9 ApuДокумент86 страницAi-9 ApuKonstantin SusdaltzewОценок пока нет
- Ми-8МТВ-1 оборудованных внешними дополнительными топливными бакамиДокумент108 страницМи-8МТВ-1 оборудованных внешними дополнительными топливными бакамиDennОценок пока нет
- MI-8 RPR Book 2Документ488 страницMI-8 RPR Book 2Александр КарпунОценок пока нет
- 94F0 1Документ85 страниц94F0 1Olja MaljcevОценок пока нет
- Konstruktsia - TV 2 117AGДокумент54 страницыKonstruktsia - TV 2 117AGGamiNgСhaNnelBreNdisОценок пока нет
- TM3342-BR-GДокумент72 страницыTM3342-BR-GKasparsОценок пока нет
- Kamov-32T RFMДокумент756 страницKamov-32T RFMDenis ZaremboОценок пока нет
- MI 8 RPR Kn1Документ202 страницыMI 8 RPR Kn1Александр КарпунОценок пока нет
- Aviatsionny Dvigatel PS-90A 2007Документ320 страницAviatsionny Dvigatel PS-90A 2007KpolkОценок пока нет
- 2019 09 09 Mi 8 RLE' Izm N 26Документ374 страницы2019 09 09 Mi 8 RLE' Izm N 26ManuelОценок пока нет
- Koshelev BK 2500PS PDFДокумент34 страницыKoshelev BK 2500PS PDF唐波Оценок пока нет
- Banco de tv3-117Документ146 страницBanco de tv3-117Peter Dostoe NeminОценок пока нет
- Шасси самолета-Киселев ЮВ PDFДокумент36 страницШасси самолета-Киселев ЮВ PDFAnonymous idBsC1Оценок пока нет
- Кислородное Оборудование ,ucebnik,Samara 2008Документ27 страницКислородное Оборудование ,ucebnik,Samara 2008Taso SadikovicОценок пока нет
- MOTOR Konstruktciia Dvigatelia Tv3-117v Pererabotanaia2Документ185 страницMOTOR Konstruktciia Dvigatelia Tv3-117v Pererabotanaia2Andy Lener Moran ColanОценок пока нет
- Mi-8 Dop K Instruktsii Po TE KN 4 Yadro-IA I Baklan-20Документ70 страницMi-8 Dop K Instruktsii Po TE KN 4 Yadro-IA I Baklan-20VENOM VENOMОценок пока нет
- AI9VДокумент87 страницAI9VGoran TanaskovicОценок пока нет
- ВнешторгиздатДокумент198 страницВнешторгиздатAlexander Nossov100% (1)
- СТП АВИРС 101 09Документ38 страницСТП АВИРС 101 09Алексей Кравченко100% (1)
- General Catalogue EPKДокумент224 страницыGeneral Catalogue EPKMilan MilovanovicОценок пока нет
- Mig 29,sistema upravlenija vozduhozabornikami i dvigatelem САУ А4-2Документ56 страницMig 29,sistema upravlenija vozduhozabornikami i dvigatelem САУ А4-2Taso SadikovicОценок пока нет
- Mи-8МТВ-1 РТЭ р.022 - АвтопилотДокумент26 страницMи-8МТВ-1 РТЭ р.022 - АвтопилотМихаил ЛамоновОценок пока нет
- WrgserrghДокумент224 страницыWrgserrghKroshkaedОценок пока нет
- Mi 8mtv 1 Rte Kniga7Документ318 страницMi 8mtv 1 Rte Kniga7TrinhОценок пока нет
- 49 40 02Документ11 страниц49 40 02TrinhОценок пока нет
- An-3T Maintenance Manual, Book 3 PDFДокумент158 страницAn-3T Maintenance Manual, Book 3 PDFOlgerd1977Оценок пока нет
- An-3T Maintenance Manual, Book 6 PDFДокумент382 страницыAn-3T Maintenance Manual, Book 6 PDFOlgerd1977Оценок пока нет
- 8А-813ц 4 серия (Контур-10Ц)Документ63 страницы8А-813ц 4 серия (Контур-10Ц)Игорь Котяш100% (1)
- KOSHELEV-pdf - IoДокумент34 страницыKOSHELEV-pdf - Io唐波Оценок пока нет
- IL 76T, Konstrukciya I Letnaya Ekspluataciya SamoletaДокумент99 страницIL 76T, Konstrukciya I Letnaya Ekspluataciya SamoletaTaso SadikovicОценок пока нет
- MO Vector Range RUSДокумент22 страницыMO Vector Range RUSDmitry LiapinОценок пока нет
- авиационние сталиДокумент17 страницавиационние сталиinvesticijОценок пока нет
- Oborudovanie I Tehnologiya Dlya Termopravki Termomehanicheskogo Uprochneniya Fasonnogo ProfilyaДокумент5 страницOborudovanie I Tehnologiya Dlya Termopravki Termomehanicheskogo Uprochneniya Fasonnogo ProfilyanefedievОценок пока нет
- Свойства клеев и клеящих материалов для изделий авиационной техникиДокумент22 страницыСвойства клеев и клеящих материалов для изделий авиационной техникиеыОценок пока нет
- Брандмауэр ufwДокумент12 страницБрандмауэр ufwUniversalLiveОценок пока нет
- Pps 526 Sem Diz Dvig Ea288 RusДокумент43 страницыPps 526 Sem Diz Dvig Ea288 RusYevheniiОценок пока нет
- Stiralnaa Masina Bosch Wan 28290 Oe - Instrukcia PDFДокумент40 страницStiralnaa Masina Bosch Wan 28290 Oe - Instrukcia PDFЛилия НуретдиноваОценок пока нет
- Казаченко Г.В. и Др. - Горные Машины. Часть 2 - 2018Документ232 страницыКазаченко Г.В. и Др. - Горные Машины. Часть 2 - 2018Дмитрий ЧухнинОценок пока нет