Вам также может понравиться
- Упрочнение титановых сплавовДокумент10 страницУпрочнение титановых сплавовВладимир КарпенкоОценок пока нет
- д 16Документ10 страницд 16Георгий ДолгихОценок пока нет
- БиокорозияДокумент3 страницыБиокорозияLucian GnОценок пока нет
- Kombinirovannoe Poverhnostnoe Uprochnenie Uglerodistyh Staley Metodami Himiko Termicheskoy ObrabotkiДокумент6 страницKombinirovannoe Poverhnostnoe Uprochnenie Uglerodistyh Staley Metodami Himiko Termicheskoy ObrabotkiJohn SmithОценок пока нет
- Химико-термическая обработка сталиДокумент7 страницХимико-термическая обработка сталиДамир НазиповОценок пока нет
- Ярошевич В.К. 1982 Электроконтактное Упрочнение - распознанДокумент256 страницЯрошевич В.К. 1982 Электроконтактное Упрочнение - распознанwwer10240Оценок пока нет
- Tехнология сварки высоколегированных аустенитных сталей и сплавовДокумент13 страницTехнология сварки высоколегированных аустенитных сталей и сплавовDonatasОценок пока нет
- Коррозия металловДокумент3 страницыКоррозия металловvictor nistorОценок пока нет
- КОМПОЗИТНЫЕ ТЕХНОЛОГИИ В СТРОИТЕЛЬСТВЕДокумент31 страницаКОМПОЗИТНЫЕ ТЕХНОЛОГИИ В СТРОИТЕЛЬСТВЕJovana MileticОценок пока нет
- Часть 2 Полимерные матрицыДокумент4 страницыЧасть 2 Полимерные матрицыNikolay OvcharenkoОценок пока нет
- Naneseniye PokriniyaДокумент10 страницNaneseniye PokriniyaRasim BashirovОценок пока нет
- Metody Poluchenija Nanostrukturirovannyh Pokrytij V MashinostroeniiДокумент126 страницMetody Poluchenija Nanostrukturirovannyh Pokrytij V MashinostroeniiGuntis KolcsОценок пока нет
- Презентация к лекции №9-Д и НАТДокумент13 страницПрезентация к лекции №9-Д и НАТtimur.b2015Оценок пока нет
- TSP 21-30Документ12 страницTSP 21-30Никита КлимовичОценок пока нет
- Smirnov A G Bakka N T Dobycha I Obrabotka Prirodnogo KamnyaДокумент226 страницSmirnov A G Bakka N T Dobycha I Obrabotka Prirodnogo KamnyaVlad CojocaruОценок пока нет
- 1 399Документ2 страницы1 399Bibigul KurmangaliОценок пока нет
- Багрянский К.В. 1976 Теория Сварочных ПроцессовДокумент425 страницБагрянский К.В. 1976 Теория Сварочных Процессовanna.anna360Оценок пока нет
- Лекции строительные конструкции PDFДокумент92 страницыЛекции строительные конструкции PDFSERGEYОценок пока нет
- Мехсв выс сталейДокумент18 страницМехсв выс сталейПпппппппппОценок пока нет
- Prakticheskie Rezultaty Sozdaniya Steklometallokompozitnogo SterzhnyaДокумент5 страницPrakticheskie Rezultaty Sozdaniya Steklometallokompozitnogo SterzhnyaDr. Anoop A.D.Оценок пока нет
- 05 Glava 03Документ39 страниц05 Glava 03ánhОценок пока нет
- Otchet - 1 TD PrimovДокумент192 страницыOtchet - 1 TD PrimovБек ПримовОценок пока нет
- 1. Общие вопросыДокумент209 страниц1. Общие вопросыАртем КимОценок пока нет
- подшипникиДокумент10 страницподшипникиsalesarikanОценок пока нет
- Формирование защитного оксидного покрытия на поверхности нержавеющей стали при предварительной радиационной обработке гамма-квантамиДокумент6 страницФормирование защитного оксидного покрытия на поверхности нержавеющей стали при предварительной радиационной обработке гамма-квантамиСевиндж МеликоваОценок пока нет
- Влияние послесварочной обработки на структурные особености сварных соединений сталей 20 и 30ХГСАДокумент6 страницВлияние послесварочной обработки на структурные особености сварных соединений сталей 20 и 30ХГСАОлег ИвановОценок пока нет
- ткп 45-2.01-111-2008 (02250)Документ23 страницыткп 45-2.01-111-2008 (02250)Юрий МарковОценок пока нет
- Oсобенности получения соединений в микроэлектроникеДокумент9 страницOсобенности получения соединений в микроэлектроникеDonatasОценок пока нет
- Боуден Ф. П. Тейбор Д. - Трение и смазка твёрдых тел - 1964Документ544 страницыБоуден Ф. П. Тейбор Д. - Трение и смазка твёрдых тел - 1964dddОценок пока нет
- ОБРАЗОВАНИЕ ВЫПЛЕСКА ПРИ ОДНОСТОРОННЕЙ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕДокумент7 страницОБРАЗОВАНИЕ ВЫПЛЕСКА ПРИ ОДНОСТОРОННЕЙ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕCentral Asian StudiesОценок пока нет
- Динамические магнитные свойства ферромагнитной аморфной ленты состава Fe67Co10Cr3Si5B15, прошедшей химическую обработку.Документ16 страницДинамические магнитные свойства ферромагнитной аморфной ленты состава Fe67Co10Cr3Si5B15, прошедшей химическую обработку.Yuliya FefelovaОценок пока нет
- Лекция 1 - Введение в трибологию PDFДокумент17 страницЛекция 1 - Введение в трибологию PDFDanilceac OlegОценок пока нет
- 2 5361880027510086973Документ2 страницы2 5361880027510086973Good KilledОценок пока нет
- Электроискровой методДокумент4 страницыЭлектроискровой методАндрей СоловьевОценок пока нет
- 38 36 1 PBДокумент9 страниц38 36 1 PBDr. Anoop A.D.Оценок пока нет
- Труды ВИАМ 2019 № 3 PDFДокумент112 страницТруды ВИАМ 2019 № 3 PDFKaterynaОценок пока нет
- Азотирование сталейДокумент7 страницАзотирование сталейВладимир КарпенкоОценок пока нет
- Краткая Характеристика Горячих Цинковых ПокрытийДокумент6 страницКраткая Характеристика Горячих Цинковых ПокрытийCentral Asian StudiesОценок пока нет
- Лутченко РЕФЕРАТ Методы Предовтращения Коррозии Морской ТехникиДокумент45 страницЛутченко РЕФЕРАТ Методы Предовтращения Коррозии Морской Техникиpasha.lutchenko2002Оценок пока нет
- Коррозия металловДокумент49 страницКоррозия металловIvan SchtolcОценок пока нет
- лекции про бетон PDFДокумент70 страницлекции про бетон PDFАлександр ГулиевОценок пока нет
- Напряженное Состояние Горного Массива И Факторы, Влияющие На Механические Свойства Горных ПородДокумент5 страницНапряженное Состояние Горного Массива И Факторы, Влияющие На Механические Свойства Горных ПородCentral Asian StudiesОценок пока нет
- 1 - Калин Б.А - МИФИДокумент8 страниц1 - Калин Б.А - МИФИ23423Оценок пока нет
- Catalogue 2015 Ru New WEBДокумент116 страницCatalogue 2015 Ru New WEBСергій СушкоОценок пока нет
- 4H-SiC High Frequency Diodes RussianДокумент6 страниц4H-SiC High Frequency Diodes RussianKonstantinos ZekentesОценок пока нет
- Russian - Samir Mekid and Others - Conference 2015Документ2 страницыRussian - Samir Mekid and Others - Conference 2015Oryx OryxoОценок пока нет
- Коррозия 6Документ17 страницКоррозия 6vasyОценок пока нет
- Prichiny I Faktory Opredelyayuschie Lokalnoe Korrozionnoe Razrushenie Truboprovodov Na Mestorozhdeniyah Zapadnoy SibiriДокумент4 страницыPrichiny I Faktory Opredelyayuschie Lokalnoe Korrozionnoe Razrushenie Truboprovodov Na Mestorozhdeniyah Zapadnoy SibirigamefortnitetopОценок пока нет
- Эксплуатация и Ремонт Электрооборудования Устройств Электроснабжения Часть 2Документ172 страницыЭксплуатация и Ремонт Электрооборудования Устройств Электроснабжения Часть 2ТатьянаОценок пока нет
- 2017 4 Primenenie Tsinknapolnennykh GruntovokДокумент6 страниц2017 4 Primenenie Tsinknapolnennykh GruntovokBoris BatalovОценок пока нет
- Аварии в строительстве ч2Документ185 страницАварии в строительстве ч2rexxdzОценок пока нет
- 9063Документ7 страниц9063Vladislav ZolotovОценок пока нет
- Effect of A Phase Composition On Nano - and Microcrack Formation in The Near-Surface Layer of Titanium Alloys After Electrical Discharge MachiningДокумент11 страницEffect of A Phase Composition On Nano - and Microcrack Formation in The Near-Surface Layer of Titanium Alloys After Electrical Discharge MachiningpolonjanОценок пока нет
- Финишные покрытияДокумент15 страницФинишные покрытияwoertz1991Оценок пока нет
- ТКМ, Лекция 5, СваркаДокумент31 страницаТКМ, Лекция 5, СваркаGeorgiy ZinovevОценок пока нет
- Elibrary 44656820 66078011Документ13 страницElibrary 44656820 66078011islezrbsОценок пока нет
- Ulybin KorroziyaДокумент8 страницUlybin KorroziyaRosario Bustamante PerezОценок пока нет
- модуль 8Документ16 страницмодуль 8Дмитрий ДикусарОценок пока нет
- Литье цинка под давлением PDFДокумент8 страницЛитье цинка под давлением PDFZoran JovanovicОценок пока нет
- Нагреватели. Методика и Примеры РасчетаДокумент7 страницНагреватели. Методика и Примеры РасчетаIGNIS MACHINERYОценок пока нет
- © 2006, CTA Тел.: (495) 2340635 Факс: (495) 2321653 http://Документ8 страниц© 2006, CTA Тел.: (495) 2340635 Факс: (495) 2321653 http://IGNIS MACHINERYОценок пока нет
- PDD 2013 Ru HQДокумент116 страницPDD 2013 Ru HQIGNIS MACHINERYОценок пока нет
- ООО компания "Электроника и Связь" www.eandc.ru +7 (473) 277-14-34Документ11 страницООО компания "Электроника и Связь" www.eandc.ru +7 (473) 277-14-34IGNIS MACHINERYОценок пока нет
- JewelryДокумент10 страницJewelryXeeОценок пока нет
- Lekovito BiljeДокумент51 страницаLekovito BiljeAnonymous QobQt71IFQОценок пока нет
- ГИБКИЕ ШНУРОВЫЕ МАТЕРИАЛЫ АЛЯ ГАЗОПЛАМЕННОГО НАПЫЛЕНИЯ И НАПЛАВКИДокумент17 страницГИБКИЕ ШНУРОВЫЕ МАТЕРИАЛЫ АЛЯ ГАЗОПЛАМЕННОГО НАПЫЛЕНИЯ И НАПЛАВКИAndrewОценок пока нет
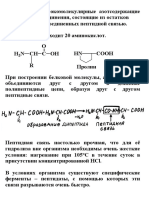
- Biokhimia Lektsii AstakhДокумент649 страницBiokhimia Lektsii AstakhЯрослава ВасильківськаОценок пока нет
- Elon Musk: Rules of Success [Russian Edition]От EverandElon Musk: Rules of Success [Russian Edition]Рейтинг: 4.5 из 5 звезд4.5/5 (20)
- Второй мозг: Как микробы в кишечнике управляют нашим настроением, решениями и здоровьемОт EverandВторой мозг: Как микробы в кишечнике управляют нашим настроением, решениями и здоровьемОценок пока нет
- The Miracle of Fasting [Russian Edition]: Proven Throughout HistoryОт EverandThe Miracle of Fasting [Russian Edition]: Proven Throughout HistoryРейтинг: 5 из 5 звезд5/5 (1)
- 100 рассказов из истории медицины: Величайшие открытия, подвиги и преступления во имя вашего здоровья и долголетия. Часть 2, рассказы с 51 по 100От Everand100 рассказов из истории медицины: Величайшие открытия, подвиги и преступления во имя вашего здоровья и долголетия. Часть 2, рассказы с 51 по 100Оценок пока нет
- Математика с дурацкими рисунками: Идеи, которые формируют нашу реальностьОт EverandМатематика с дурацкими рисунками: Идеи, которые формируют нашу реальностьОценок пока нет
- Биология добра и зла. Как наука объясняет наши поступки. Часть 1От EverandБиология добра и зла. Как наука объясняет наши поступки. Часть 1Рейтинг: 4.5 из 5 звезд4.5/5 (7)
- Природные целители от 1000 болезней (Prirodnye celiteli ot 1000 boleznej)От EverandПриродные целители от 1000 болезней (Prirodnye celiteli ot 1000 boleznej)Оценок пока нет
- Точки здоровья. Приемы восточной медицины для защиты организма от болезниОт EverandТочки здоровья. Приемы восточной медицины для защиты организма от болезниОценок пока нет
- Большой универсальный справочник лекарственных препаратов. Более 5000 современных средств и аналогов (Bol'shoj universal'nyj spravochnik lekarstvennyh preparatov. Bolee 5000 sovremennyh sredstv i analogov)От EverandБольшой универсальный справочник лекарственных препаратов. Более 5000 современных средств и аналогов (Bol'shoj universal'nyj spravochnik lekarstvennyh preparatov. Bolee 5000 sovremennyh sredstv i analogov)Оценок пока нет
- Революционный метод быстрого изучения любого иностранного языка (Revoljucionnyj metod bystrogo izuchenija ljubogo inostrannogo jazyka)От EverandРеволюционный метод быстрого изучения любого иностранного языка (Revoljucionnyj metod bystrogo izuchenija ljubogo inostrannogo jazyka)Рейтинг: 2 из 5 звезд2/5 (1)