Вам также может понравиться
- 10ДКРН 98266 (MAN 10К98МС6)Документ66 страниц10ДКРН 98266 (MAN 10К98МС6)Андрей Авраменко100% (3)
- В.М.будов. Судовые Насосы. Справочник.Документ250 страницВ.М.будов. Судовые Насосы. Справочник.Vladimir RakhubaОценок пока нет
- Частный электрик Москва, ремонт электрики на дому: code: saitv.3dn.ru - newОт EverandЧастный электрик Москва, ремонт электрики на дому: code: saitv.3dn.ru - newРейтинг: 1 из 5 звезд1/5 (1)
- 2 - Техобслуживание и ремонт PDFДокумент478 страниц2 - Техобслуживание и ремонт PDFИгорь ЛяхОценок пока нет
- КОБЗАРЬ В М ,КОЛЕГАЕВ М А ОСНОВЫДокумент90 страницКОБЗАРЬ В М ,КОЛЕГАЕВ М А ОСНОВЫНиколай БирюковОценок пока нет
- 009 32 44cr-RuДокумент16 страниц009 32 44cr-RuПетя ИвановОценок пока нет
- Судовые Двигатели Внутреннего СгоранияДокумент169 страницСудовые Двигатели Внутреннего СгоранияTimurОценок пока нет
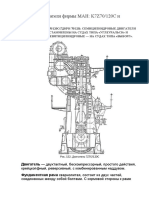
- MAH K7Z70120С и K7Z78140Документ6 страницMAH K7Z70120С и K7Z78140serhiiОценок пока нет
- Vudvord Ug 8 PDFДокумент60 страницVudvord Ug 8 PDFMischa CHOОценок пока нет
- Dvigateli Vnutrennego Sgoraniya. Teoriya Modelirovanie I Raschet Processov PDFДокумент404 страницыDvigateli Vnutrennego Sgoraniya. Teoriya Modelirovanie I Raschet Processov PDFArkadii GordonОценок пока нет
- Sudovye Vysokooborotnye Dvigateli ManДокумент82 страницыSudovye Vysokooborotnye Dvigateli ManSea Man MktОценок пока нет
- Aтлас диз.Документ164 страницыAтлас диз.НатальяОценок пока нет
- Краткий Справочник Судового МеханикаДокумент86 страницКраткий Справочник Судового МеханикаКонстантин СмирновОценок пока нет
- Эксплуатация судовых энергетических установок Учебное пособие by Слесаренко В.Н.Документ405 страницЭксплуатация судовых энергетических установок Учебное пособие by Слесаренко В.Н.TUTU100% (2)
- ДВИГАТЕЛЬ ВАН 22Документ2 страницыДВИГАТЕЛЬ ВАН 22KirilAndreevОценок пока нет
- Курсовой проект. КотлыДокумент51 страницаКурсовой проект. КотлыАлексейОценок пока нет
- 1 - - СПРАВОЧНИК - ТЕХНОЛОГА СУДОРЕМ - ЗАВОДА - Блинов - - 84 (TURBO)Документ84 страницы1 - - СПРАВОЧНИК - ТЕХНОЛОГА СУДОРЕМ - ЗАВОДА - Блинов - - 84 (TURBO)Maksym KlymenkoОценок пока нет
- Руководство по эксплуатации сепаратора COPX 207Документ280 страницРуководство по эксплуатации сепаратора COPX 207AlexanderОценок пока нет
- Железняк А.А. Судовые энергетические установки, 2020 PDFДокумент134 страницыЖелезняк А.А. Судовые энергетические установки, 2020 PDFДима ПапунецОценок пока нет
- Часть 2Документ425 страницЧасть 2Yan UssaevОценок пока нет
- расчет судовой электростанцииДокумент54 страницырасчет судовой электростанцииRuslanОценок пока нет
- 1 КОТЛЫ СУД ПАРОВЫЕ УСТ И ГАЗОВ ТУРБИНЫ Берете 147 (ТУРБО)Документ147 страниц1 КОТЛЫ СУД ПАРОВЫЕ УСТ И ГАЗОВ ТУРБИНЫ Берете 147 (ТУРБО)Maksym KlymenkoОценок пока нет
- Пахомов Ю.А. (Ред.) Топливо и Топливные Системы Судовых Дизелей - 07Документ498 страницПахомов Ю.А. (Ред.) Топливо и Топливные Системы Судовых Дизелей - 07Александр Козырев100% (1)
- Расчет двигателя судна PDFДокумент44 страницыРасчет двигателя судна PDFКонстантинОценок пока нет
- PTE Diesel (UA)Документ59 страницPTE Diesel (UA)Алексей100% (1)
- Woodward+UG 8+Manual+RusДокумент28 страницWoodward+UG 8+Manual+RusЖора СупрунюкОценок пока нет
- Эксплуатация и ремонт даигателей типа NVD PDFДокумент370 страницЭксплуатация и ремонт даигателей типа NVD PDFИгорь Лях100% (4)
- Файвушевич ВМ -Ремонт Судовых Двигателей Внутреннего Сгорания.Документ185 страницФайвушевич ВМ -Ремонт Судовых Двигателей Внутреннего Сгорания.ИгорьОценок пока нет
- Сепаратор Льяльных Вод Pover PjintДокумент43 страницыСепаратор Льяльных Вод Pover PjintГлеб АндрийчукОценок пока нет
- ЕВ Белоусов - Топливные Системы Современных СудовДокумент269 страницЕВ Белоусов - Топливные Системы Современных СудовИгорь100% (1)
- 3406 Generator Set SRBU7828-06Документ200 страниц3406 Generator Set SRBU7828-06andОценок пока нет
- 1 ТУРБОКОМПРЕССОРЫ 71Документ71 страница1 ТУРБОКОМПРЕССОРЫ 71Maksym KlymenkoОценок пока нет
- Денисенко - Судовые Котельные Установки - 2005Документ290 страницДенисенко - Судовые Котельные Установки - 2005Aleksandr SibirtsevОценок пока нет
- Электросхемы Escape 2013 v1Документ360 страницЭлектросхемы Escape 2013 v1დავით ბირთველიშვილიОценок пока нет
- КП СДВС 2014 (для студентов)Документ176 страницКП СДВС 2014 (для студентов)Андрей АвраменкоОценок пока нет
- Шина CANДокумент7 страницШина CANGiedrius VainiusОценок пока нет
- DEYNEGO .Marine Mechanical Plants PDFДокумент303 страницыDEYNEGO .Marine Mechanical Plants PDFИгорьОценок пока нет
- Моменты затяжки основных резьбовых соединений Руководство по эксплуатации двигателей КамАЗ экологических классов Евро-2 и ЕвроДокумент1 страницаМоменты затяжки основных резьбовых соединений Руководство по эксплуатации двигателей КамАЗ экологических классов Евро-2 и ЕвроАртёмОценок пока нет
- Tsi 1 4 Caxa RusДокумент31 страницаTsi 1 4 Caxa RusVasyaОценок пока нет
- Mobject 2 PDF IoДокумент111 страницMobject 2 PDF IoЭдуард НемировскийОценок пока нет
- Отчет за 3 курс KerelДокумент58 страницОтчет за 3 курс KerelDavidenko IlyaОценок пока нет
- Автомобильная Электрика и Электроника - 2013Документ625 страницАвтомобильная Электрика и Электроника - 2013MaxОценок пока нет
- 35500965Документ121 страница35500965ALEXSANDRO100% (1)
- 4G93 PDFДокумент102 страницы4G93 PDFtima tixoОценок пока нет
- Выпускные клапаны дизелей - Корнилов - 2007 PDFДокумент50 страницВыпускные клапаны дизелей - Корнилов - 2007 PDFArtemy KhotenovОценок пока нет
- руководство по эксплуатации и ремонту двигателяwp7ng PDFДокумент127 страницруководство по эксплуатации и ремонту двигателяwp7ng PDFКаро КапланянОценок пока нет
- Замена топливного насоса двигателей WD10Документ6 страницЗамена топливного насоса двигателей WD10Алексей КузнецовОценок пока нет
- Instruction Manual HL2-90 RUSДокумент16 страницInstruction Manual HL2-90 RUSTeriberka2021100% (1)
- Part II - OSMM - A - русДокумент131 страницаPart II - OSMM - A - русpetroОценок пока нет
- Судовые энергетические установки: дипломное проектированиеДокумент479 страницСудовые энергетические установки: дипломное проектированиеYan Ussaev100% (3)
- Heli Инстр по экспл PDFДокумент96 страницHeli Инстр по экспл PDFДима СелютинОценок пока нет
- Комбинация Приборов Трактора Беларус МТЗ-82.1Документ1 страницаКомбинация Приборов Трактора Беларус МТЗ-82.1ДмитрийОценок пока нет
- Приспособления за ремонт PDFДокумент136 страницПриспособления за ремонт PDFPliskaОценок пока нет
- 0500-01 Коробка Передач, Демонтаж и УстановкаДокумент14 страниц0500-01 Коробка Передач, Демонтаж и УстановкаАлександрОценок пока нет
- 01 0147 00 PDFДокумент8 страниц01 0147 00 PDFViktorОценок пока нет
- UntitledДокумент196 страницUntitledИван КравченкоОценок пока нет
- Diagndizdvigat GunterДокумент175 страницDiagndizdvigat GunterВадим ОсиповОценок пока нет
- Lecture.4. MANДокумент24 страницыLecture.4. MANSea Man Mkt100% (1)
- 16780-Multiplex - V2 - B7R - B9L - B9R - B9S - B9TL - B12B - B12M - Chno - 123770 (RU) PDFДокумент250 страниц16780-Multiplex - V2 - B7R - B9L - B9R - B9S - B9TL - B12B - B12M - Chno - 123770 (RU) PDFOliver leal100% (1)
- Harakteristika DVS 1Документ37 страницHarakteristika DVS 1ggpetОценок пока нет
- Pricelist StokДокумент62 страницыPricelist StokJeffrey WilliamsОценок пока нет
- VW KaferДокумент193 страницыVW KaferSándor GulyásОценок пока нет
- XD - STPIE - 20220722 - 1627 - Грузовой963403 - WDB9634031L733746 - Initial quick test with fault freeze frame dataДокумент29 страницXD - STPIE - 20220722 - 1627 - Грузовой963403 - WDB9634031L733746 - Initial quick test with fault freeze frame dataAndrey LyutikОценок пока нет
- Электрооборудование Hyundai Getz. Иллюстрированное руководство PDFДокумент49 страницЭлектрооборудование Hyundai Getz. Иллюстрированное руководство PDFnikОценок пока нет
- Katalog Zapchastej Dvigatelja Weichai Steyr Wd10g178e25 dhd10g0185 Evro 2 PDFДокумент54 страницыKatalog Zapchastej Dvigatelja Weichai Steyr Wd10g178e25 dhd10g0185 Evro 2 PDFGuillermo Rivas100% (1)
- Jenbacher: DocumentationДокумент5 страницJenbacher: DocumentationDamir ShestovskyОценок пока нет
- Карбюратор ОКАДокумент36 страницКарбюратор ОКАwildcat551321Оценок пока нет
- 03-005-1 PTE DieselДокумент59 страниц03-005-1 PTE DieselИван БондарьОценок пока нет
- Pps 266 Dvigatel Tdi 2 8 Common Rail Rus PDFДокумент55 страницPps 266 Dvigatel Tdi 2 8 Common Rail Rus PDFДмитрий АндрущенкоОценок пока нет
- Partner P12597 ManualДокумент68 страницPartner P12597 ManualCzcibor Kowalcyzk100% (1)
- John-Deere 6920 двигатель 6068Документ96 страницJohn-Deere 6920 двигатель 6068Алексей МироновОценок пока нет
- F4RДокумент282 страницыF4RLex LeviОценок пока нет
- Om Cummins B SerieДокумент184 страницыOm Cummins B SerieСергей ГанкевичОценок пока нет
- Sud Dizel LabДокумент31 страницаSud Dizel LabМихаил ПопытайленкоОценок пока нет
- VW JettaДокумент404 страницыVW JettaСергей Дегтярь100% (1)
- Jac 1020Документ15 страницJac 1020Attila FóriОценок пока нет
- Физика - 8 класс - Тепловые двигатели - презентация 1Документ17 страницФизика - 8 класс - Тепловые двигатели - презентация 1gulim.karashОценок пока нет
- Hino 1Документ143 страницыHino 1vadim vadim100% (2)
- Suzuki Df4 Df5 Df6Документ33 страницыSuzuki Df4 Df5 Df6NazikОценок пока нет
- Electric Motor Control: DC, AC, and BLDC MotorsОт EverandElectric Motor Control: DC, AC, and BLDC MotorsРейтинг: 4.5 из 5 звезд4.5/5 (19)
- Laminar Flow Forced Convection in Ducts: A Source Book for Compact Heat Exchanger Analytical DataОт EverandLaminar Flow Forced Convection in Ducts: A Source Book for Compact Heat Exchanger Analytical DataОценок пока нет
- Operator’S Guide to Rotating Equipment: An Introduction to Rotating Equipment Construction, Operating Principles, Troubleshooting, and Best PracticesОт EverandOperator’S Guide to Rotating Equipment: An Introduction to Rotating Equipment Construction, Operating Principles, Troubleshooting, and Best PracticesРейтинг: 5 из 5 звезд5/5 (3)
- The RVer's Bible (Revised and Updated): Everything You Need to Know About Choosing, Using, and Enjoying Your RVОт EverandThe RVer's Bible (Revised and Updated): Everything You Need to Know About Choosing, Using, and Enjoying Your RVРейтинг: 5 из 5 звезд5/5 (2)
- Wrist Watches Explained: How to fully appreciate one of the most complex machine ever inventedОт EverandWrist Watches Explained: How to fully appreciate one of the most complex machine ever inventedРейтинг: 4.5 из 5 звезд4.5/5 (3)
- Hypno Machines - How To Convert Every Object In Your Environment As a Device For Psychological and Emotional ManipulatorОт EverandHypno Machines - How To Convert Every Object In Your Environment As a Device For Psychological and Emotional ManipulatorРейтинг: 5 из 5 звезд5/5 (2)
- Boiler Control Systems Engineering, Second EditionОт EverandBoiler Control Systems Engineering, Second EditionРейтинг: 4.5 из 5 звезд4.5/5 (15)
- Working Guide to Pump and Pumping Stations: Calculations and SimulationsОт EverandWorking Guide to Pump and Pumping Stations: Calculations and SimulationsРейтинг: 5 из 5 звезд5/5 (3)
- Ignition, Timing And Valve Setting: A Comprehensive Illustrated Manual of Self-Instruction for Automobile Owners, Operators, Repairmen, and All Interested in Motoring.От EverandIgnition, Timing And Valve Setting: A Comprehensive Illustrated Manual of Self-Instruction for Automobile Owners, Operators, Repairmen, and All Interested in Motoring.Рейтинг: 3 из 5 звезд3/5 (4)
- Designing and Tuning High-Performance Fuel Injection SystemsОт EverandDesigning and Tuning High-Performance Fuel Injection SystemsРейтинг: 3.5 из 5 звезд3.5/5 (7)
- Troubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersОт EverandTroubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersРейтинг: 4.5 из 5 звезд4.5/5 (2)
- Idaho Falls: The Untold Story of America's First Nuclear AccidentОт EverandIdaho Falls: The Untold Story of America's First Nuclear AccidentРейтинг: 4.5 из 5 звезд4.5/5 (21)
- Diesel Common Rail Injection Electronic Components ExplainedОт EverandDiesel Common Rail Injection Electronic Components ExplainedРейтинг: 3.5 из 5 звезд3.5/5 (7)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersОт EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersОценок пока нет