Вам также может понравиться
- доклад Рябченко А.С. НА СДАЧУ 30.03Документ10 страницдоклад Рябченко А.С. НА СДАЧУ 30.03антонОценок пока нет
- Suski CajaДокумент12 страницSuski CajarichardОценок пока нет
- 3505 InfoДокумент9 страниц3505 InfoОлег ПетровскийОценок пока нет
- Man b&w 50-108 Me-c Аппаратура Управления - Концепция, Проверка, РемонтДокумент52 страницыMan b&w 50-108 Me-c Аппаратура Управления - Концепция, Проверка, РемонтOlekОценок пока нет
- Kubota Aste A175Документ2 страницыKubota Aste A175MarinaОценок пока нет
- РВВДКУ г.Рязань 2014Документ124 страницыРВВДКУ г.Рязань 2014МихаилОценок пока нет
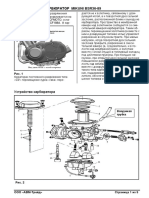
- Mikuni Carburator BSR36-89. RussianДокумент5 страницMikuni Carburator BSR36-89. RussianbercketowzhenyaОценок пока нет
- 001 JK-510A серводвигатель PDFДокумент17 страниц001 JK-510A серводвигатель PDFanon_219283405Оценок пока нет
- АвиагоризонтыДокумент26 страницАвиагоризонтыAndrey BgdОценок пока нет
- Mercedes Sprinter 1995-2005 (113-138)Документ26 страницMercedes Sprinter 1995-2005 (113-138)jairenilson rodriguesОценок пока нет
- АТА 22 автопилот АН-32 В1Документ13 страницАТА 22 автопилот АН-32 В1Виктор ЛозовскийОценок пока нет
- MAN B&W 50-98MC Выпускной клапанДокумент56 страницMAN B&W 50-98MC Выпускной клапанOlekОценок пока нет
- A0024 Gavrilov S V Sudovye Energeticheskie UstanovkiДокумент55 страницA0024 Gavrilov S V Sudovye Energeticheskie Ustanovkiilya ivshinОценок пока нет
- UntitledДокумент23 страницыUntitledivekillОценок пока нет
- FOTON BJ3251 Transmission Repair Manual (12JSD160)Документ106 страницFOTON BJ3251 Transmission Repair Manual (12JSD160)Minh VũОценок пока нет
- WSM 0000757 13 PDFДокумент64 страницыWSM 0000757 13 PDFD RОценок пока нет
- Zazory Klapanov 81LДокумент1 страницаZazory Klapanov 81Ltystar_21Оценок пока нет
- Руководство по эксплуатации РЕЗКА МЕХАНИЗИРОВАННАЯДокумент36 страницРуководство по эксплуатации РЕЗКА МЕХАНИЗИРОВАННАЯХамит ФатхлисламовОценок пока нет
- Scania3 Tom1Документ16 страницScania3 Tom1Александр ГордовойОценок пока нет
- Проверка тормозной системы автобуса 4Документ19 страницПроверка тормозной системы автобуса 4ANDREI26Оценок пока нет
- 23 250-3Документ456 страниц23 250-3максимОценок пока нет
- Танк Т-72Б Инструкция по эксплуатацииДокумент319 страницТанк Т-72Б Инструкция по эксплуатацииggffggbh100% (2)
- 1.5 Эксплуатация Судовых Вспомогательных МеханизмовДокумент5 страниц1.5 Эксплуатация Судовых Вспомогательных МеханизмовSergii NarkevychОценок пока нет
- ЭО ЛА 09 Электрифицированные Системы Управления Силовыми УстановкамиДокумент45 страницЭО ЛА 09 Электрифицированные Системы Управления Силовыми Установкамиtahir sadikovicОценок пока нет
- U9l4 Inlet and Exhst - Rus - StudentДокумент19 страницU9l4 Inlet and Exhst - Rus - StudentСуйунбай СолпуевОценок пока нет
- ИМПР ОНК-140-10, 11, 16, 17, 44, 45, 56Документ23 страницыИМПР ОНК-140-10, 11, 16, 17, 44, 45, 56ivekillОценок пока нет
- UntitledДокумент49 страницUntitledRanjeet BhureОценок пока нет
- 75 76Документ9 страниц75 76Gamal SalehОценок пока нет
- амортДокумент14 страницамортOleksandr LubyanikovОценок пока нет
- 3-90 03 30 Edc DSC14Документ83 страницы3-90 03 30 Edc DSC14user40% (5)
- Тема №4 система топливопитания и регулирования двигателя ТВ3-117 - Контент-платформаДокумент1 страницаТема №4 система топливопитания и регулирования двигателя ТВ3-117 - Контент-платформаmaik angeloОценок пока нет
- MiG 29,Агрегаты и режимы работы САУ а4Документ30 страницMiG 29,Агрегаты и режимы работы САУ а4Taso SadikovicОценок пока нет
- Проверка и регулировка форсунокДокумент6 страницПроверка и регулировка форсунокJuan CarlosОценок пока нет
- Рулевое H6Документ34 страницыРулевое H6Oleksii HenykОценок пока нет
- Князев М.Е. Проверка 1992Документ43 страницыКнязев М.Е. Проверка 1992Ch RomОценок пока нет
- 1 Pamjtka vl10 vl11 PnevmatikaДокумент66 страниц1 Pamjtka vl10 vl11 PnevmatikaАлексейОценок пока нет
- 6 Æ ¿Ó¡á ß¿ßÔÑ ÁДокумент4 страницы6 Æ ¿Ó¡á ß¿ßÔÑ ÁEddy joseОценок пока нет
- ТЭ Тема 10-17Документ22 страницыТЭ Тема 10-17Артём Аверко МХ-20-6Оценок пока нет
- Описание системы управления двигателем MS 6Документ8 страницОписание системы управления двигателем MS 6Ion LochОценок пока нет
- HVP 90Документ28 страницHVP 90Макарофф ГмгОценок пока нет
- АКУДокумент7 страницАКУАлександрОценок пока нет
- Pierburg 2EДокумент6 страницPierburg 2EDanu Pionerr100% (1)
- Китайский двигательДокумент5 страницКитайский двигательMax KashynskyiОценок пока нет
- Sistema Diagnostirovaniya Predpompajnogo Sostoyaniya Gazoturbinnogo DvigatelyaДокумент6 страницSistema Diagnostirovaniya Predpompajnogo Sostoyaniya Gazoturbinnogo DvigatelyaVitaliyGОценок пока нет
- Clymer 6 RUДокумент29 страницClymer 6 RUIgorОценок пока нет
- 32Документ9 страниц32Олег ПетровскийОценок пока нет
- Man v12 Injection PumpДокумент6 страницMan v12 Injection PumpaliОценок пока нет
- 5355a PDFДокумент57 страниц5355a PDFAlikLovkis0% (1)
- 616654Документ12 страниц616654唐波Оценок пока нет
- ЭЛЕКТРООБОРУДОВАНИЕДокумент11 страницЭЛЕКТРООБОРУДОВАНИЕvasilОценок пока нет
- приоритетные вопросыДокумент32 страницыприоритетные вопросыAntonОценок пока нет
- tv3-177vm Russian ExportДокумент20 страницtv3-177vm Russian Exportpilot digitalОценок пока нет
- AI9VДокумент87 страницAI9VdmitriiОценок пока нет
- Методика Диагностики По ДРДокумент9 страницМетодика Диагностики По ДРRodrigo EvaristoОценок пока нет
- Lecture BB 8Документ7 страницLecture BB 8eagleОценок пока нет
- MI - 8 - RPR - Kn4Документ50 страницMI - 8 - RPR - Kn4Andy Lener Moran ColanОценок пока нет
- Мотоблок Дизельный Зубр HtДокумент108 страницМотоблок Дизельный Зубр HtRene CarterОценок пока нет
- AQOg MEo 3Документ88 страницAQOg MEo 3Виталий АндрущукОценок пока нет
- Lecture BB 1Документ11 страницLecture BB 1eagleОценок пока нет
- FADECДокумент5 страницFADECeagleОценок пока нет
- Lecture BB 7Документ3 страницыLecture BB 7eagleОценок пока нет
- Lecture BB 8Документ7 страницLecture BB 8eagleОценок пока нет
- Lecture BB 3Документ5 страницLecture BB 3eagle0% (1)
- ГТД 9Документ19 страницГТД 9eagleОценок пока нет
- Lecture BB 9Документ10 страницLecture BB 9eagleОценок пока нет
- Lecture BB 2Документ7 страницLecture BB 2eagleОценок пока нет
- 123 ВУДокумент5 страниц123 ВУeagleОценок пока нет
- 11Документ7 страниц11eagleОценок пока нет
- 10Документ16 страниц10eagleОценок пока нет